


Andreas Schadeck von MOLDINO beschreibt, warum der Begriff ‚Systemlösung‘ als Workshop-Thema gewählt wurde, wie folgt: „Eine implementierte Systemlösung kann nicht nur erhebliche technische und wirtschaftliche Vorteile im Werkzeugbau selbst bieten, sondern auch darüber hinaus.“
Amit ezzel kapcsolatban értünk, azt Schadeck magyarázza el, aki mint folyamatoptimalizáló és csapatvezető Észak-Németországban, Mark Rotzollal és további kollégákkal együtt a MOLDINO irodából az észak-rajna-vesztfáliai Herfordból számos neves ügyfelet szolgál ki ebben a régióban, egy példán keresztül, amely az eltávolítóra vonatkozik: így a gyártás során nemcsak az a cél, hogy a folyamatidőket és ezzel együtt a átfutási időket, valamint a költségeket csökkentsük, hanem a folyamatbiztonságot és a megmunkálás minőségét is figyelembe kell venni, „mert ezen az úton további előnyöket is felfedeztünk, amelyek pozitívan hatnak a tényleges fröccsöntési termelésre. Ez egyértelmű hozzáadott értéket jelent az ügyfél számára.”
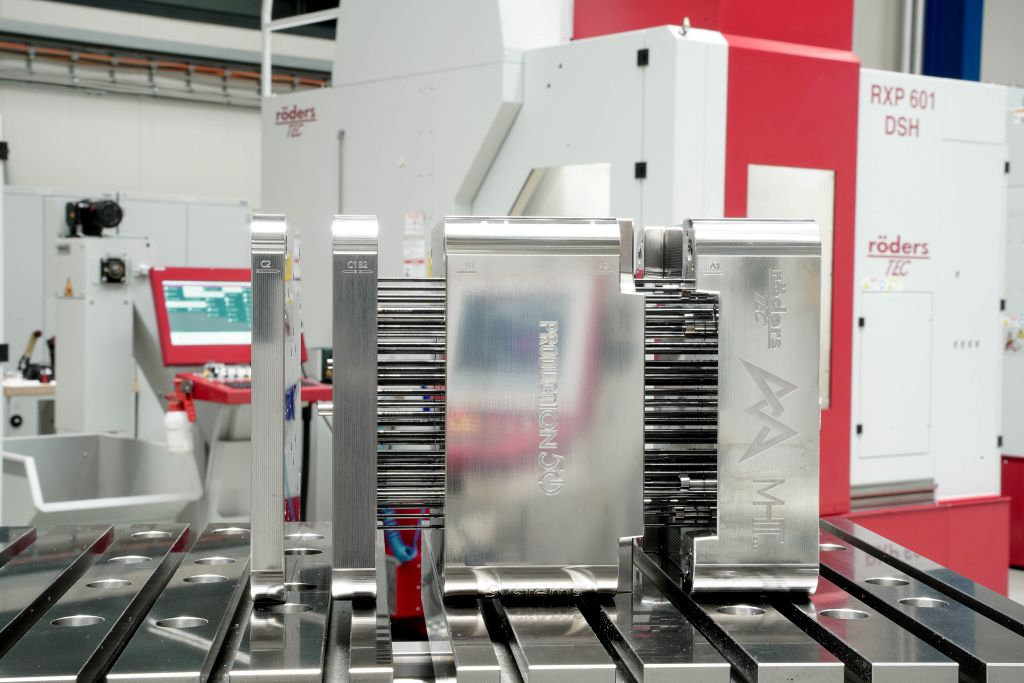
A különböző megmunkálási forgatókönyvek lehető legreálisabb bemutatása érdekében a Rotzoll kifejezetten az eseményre 3D-CAD segítségével egy 200 x 200 x 90 mm méretű szerkezetet tervezett. Ez a szerkezet a tipikus műanyag fröccsöntő szerszám részeiből áll, mint például a kiemelő nyomólap, a kiemelő tartólap és a kiemelő vezetőlap, valamint a forma betét (kiemelő oldal), itt például egy motorburkolat előállítására.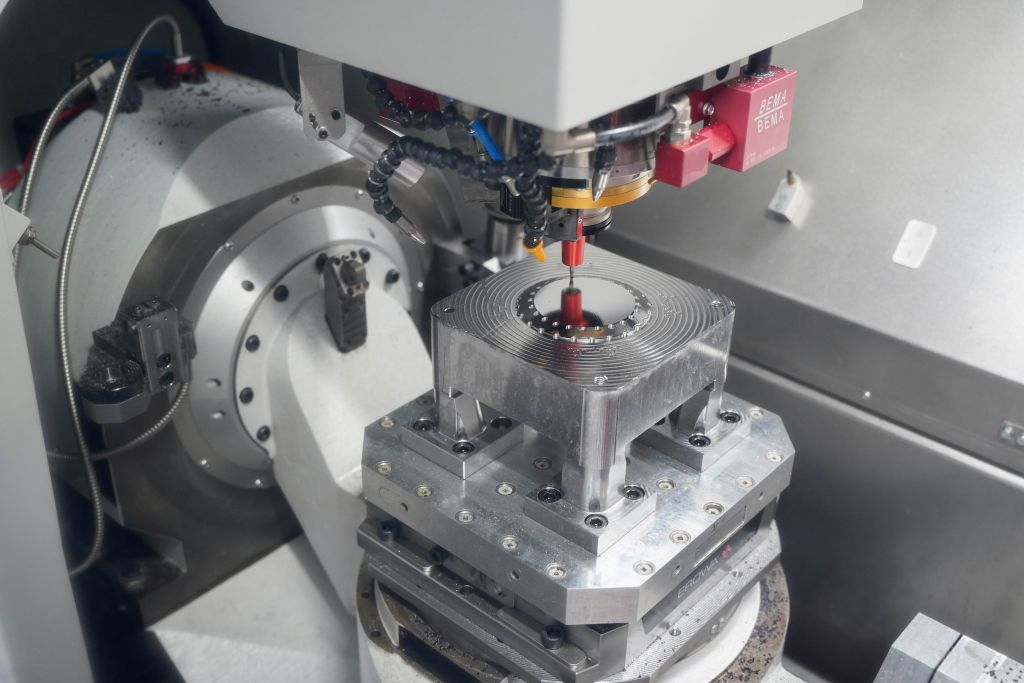
Felületmarás végméretben polírozott minőségben
A formbeillesztés egyértelműen a workshop középpontjában állt. Először is az oldalsó felületeivel és így a passzív felületeivel foglalkoztunk, amelyek előállítása nem teljesen triviális. Mert ezek magas követelményeket támasztanak a méretpontosság, a derékszögűség és a párhuzamosság, valamint a felületi minőség tekintetében.
„A keményítés után általában az öt vagy hat oldalt a síkcsiszológépen dolgozzák fel“ – magyarázza Schadeck a klasszikus eljárást, amely egy további munkafolyamatot igényel, ami ráadásul nagyon rosszul automatizálható, és így szinte mindig nagy manuális munkát és a megfelelő gyártási költségeket von maga után. „Itt szeretnénk egy rendszerszintű megoldás keretében a marást szembeállítani.” Ezért a Rotzoll a formaelem oldalfelületeit a síkmarás stratégiájával dolgozta fel, ebben az esetben 3-tengelyesen.
Mind a durva, mind a finom megmunkáláshoz a MOLDINO EHHRE-polygonmaróját választották a Rotzollnál. Az eredmény egy olyan precizitás, amely egyenértékű a síkcsiszolással, azonban jelentősen kevesebb erőfeszítéssel, és ráadásul ez a megmunkálás teljesen automatizált.
Ugyanazt az EHHRE-freestert a Rotzoll a kiemelő vezetőlemez felületkezelésénél és a fedél kontúrozásánál is alkalmazta. A fedél alapján azt akarták bemutatni, hogy a fényes marás nemcsak viszonylag drága gyémántszerszámokkal, mint például MKD- vagy PKD-szerszámokkal lehetséges, hanem bevonatos, tömör keményfém marókkal is. Ahogy az oldalfelületeknél, itt is először durván maradtak, majd előkészítették a felületet, ezúttal azonban a 3D spirálmarási stratégiával.
„A végső csiszoláshoz 10 μm felületi tűrést választottam, és a toroidális szerszámot 0,1°-kal minimálisan állítottam be a felületi normálhoz“ – magyarázza Rotzoll a stratégiáját. Így a szög a felülethez mindig egyenletes maradt, ami biztosítja a folyamatos érintkezési pontot, és biztosan nincs utóvágás a szerszám hátoldalán. „Négy órán keresztül dolgoztunk az EHHRE-vel, a vágóél még mindig jól nézett ki utána.“ Ez azt mutatja, hogy a végső méretre történő csiszolás VHM marókkal nemcsak lehetséges, hanem folyamatbiztos és gazdaságos is.
Különleges futókamrával ellátott kiemelő furat
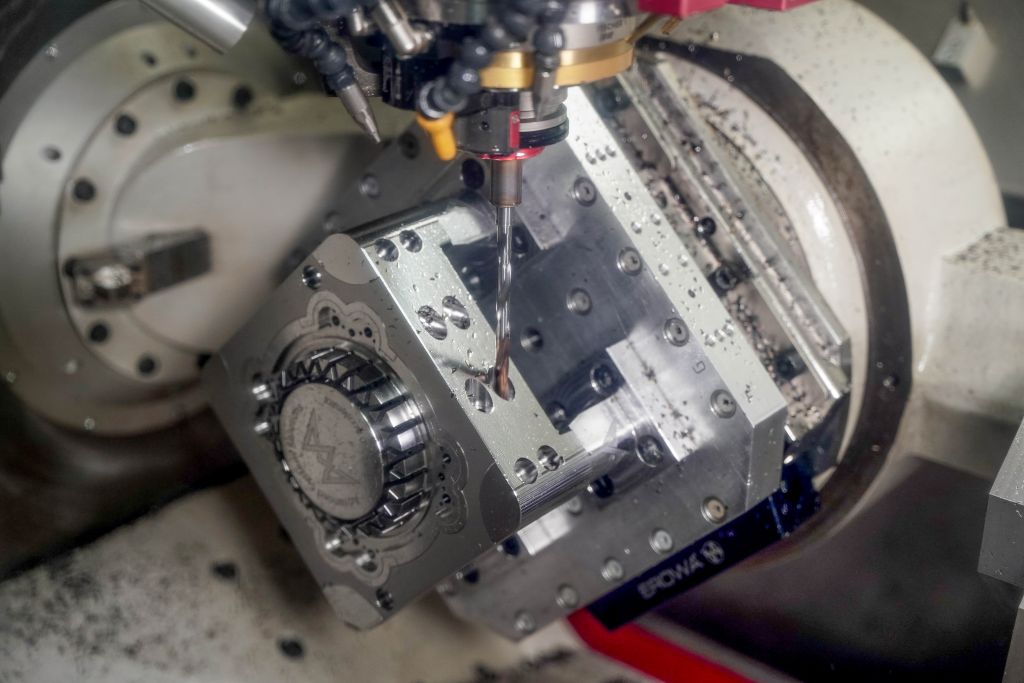
A síkcsiszolás alternatívájaként bemutatott felületmarás mellett Soltau-ban második rendszermegoldásként az eltávolító fúrást is prezentálták. Ez egy különösen innovatív megoldás, amelynél a Rotzoll által kifejlesztett futókamra a MOLDINO-nál még szabadalomra is be lett nyújtva. „Egy speciális fúrási stratégia és a futókamra, valamint a bevezető lejtő utáni marás révén jelentősen javítani tudtuk az eltávolítók szerelhetőségét” – számolt be Schadeck.
És hogy a gyártását – élőben is – bemutathassák, a példa komponens 76 kiemelővel rendelkezett a tipikus 2,5 és 5 mm közötti átmérő spektrumban, H7 toleranciával. Erre a Rotzoll egy speciális fúrási ciklust fejlesztett ki. „Ez lehetővé teszi, hogy a választott MOLDINO NSBH fúróval a mélységtől függően több száz kiemelőfúrást reprodukálhatóan, H7 minőségben készítsünk. Mindez folyamatbiztosan, automatizált üzemmódban”, hangsúlyozza Rotzoll. Szinte bármilyen hűtés használható, kivéve a levegőt.
A Röders vezérlésekben ez a fúrási ciklus már integrálva van, ahogyan a Hypermill (OpenMind) esetében is, további CAM-szolgáltatók következnek.
A költségek legalább a felére csökkentek.
Mi a következtetés, figyelembe véve az időt és a költségeket? Ezen a ponton Schadeck a MOLDINO által kifejlesztett Production50-módszerről (P50) beszélt. A P50 alapján készült a két rendszermegoldás, a síkmarás és a síkcsiszolás, valamint a kiemelő fúrás összehasonlítása egy hagyományos megközelítéssel, ahol síkcsiszolás és huzal-erózió történik.
„A lapfelületek csiszolásához képest a marás idő- és költségelőnye jelentős” – mondta Schadeck. „A végső eredmény azt mutatja, hogy a lapfelületek marásával a síkcsiszoláshoz képest több mint 60%-ot spórolhatunk meg időben és több mint 50%-ot költségben.” Egy másik szempont, hogy a síkcsiszolás szinte nem automatizálható. Még kedvezőbb volt a helyzet az ürítőfúrás rendszerénél. „Itt az időelőny még nyilvánvalóbb, nevezetesen 84%, az összes ürítőre vonatkoztatva.”
Ugyanígy a költségeknél is, amelyek a marásnál csak valamivel több mint egyharmadát teszik ki a huzal-erosiónak”, foglalja össze Schadeck a különbségeket. Ez 65 százalékos költségmegtakarítást jelent.
„Ma láttuk, hogy a jelentősen gyorsabb folyamatok és a várakozási idők megszüntetése hogyan csökkentheti drasztikusan a folyamatköltségeket” – összegzi Schadeck a napot. És ott van még az automatizálás témája is, amelyet a fokozódó szakemberhiány további lendületet ad.
„A bemutatott rendszermegoldások jelentősen hozzájárulhatnak ahhoz, hogy az automatizálást még hatékonyabban alkalmazzuk.”
Kapcsolat:


