


Andreas Schadeck de MOLDINO describe por qué se eligió el término 'solución del sistema' como tema del taller de la siguiente manera: 'Una solución del sistema implementada no solo puede ofrecer ventajas técnicas y económicas significativas en la construcción de herramientas, sino también más allá de eso.'
Lo que se quiere decir con esto lo explica Schadeck, quien como optimizador de procesos y líder de equipo para el norte de Alemania, junto con Mark Rotzoll y otros colegas de la oficina de MOLDINO en Herford, Alemania, atiende a muchos clientes de renombre en esta región, utilizando el ejemplo de los expulsadores: Así, al fabricarlos, no solo podría ser el objetivo reducir los tiempos de proceso y, por ende, los tiempos de ciclo y costos, sino también considerar la seguridad del proceso y la calidad del mecanizado, 'porque en el camino hemos descubierto otras ventajas que impactan positivamente en la producción real de inyección. Eso es un claro valor añadido para el cliente.'
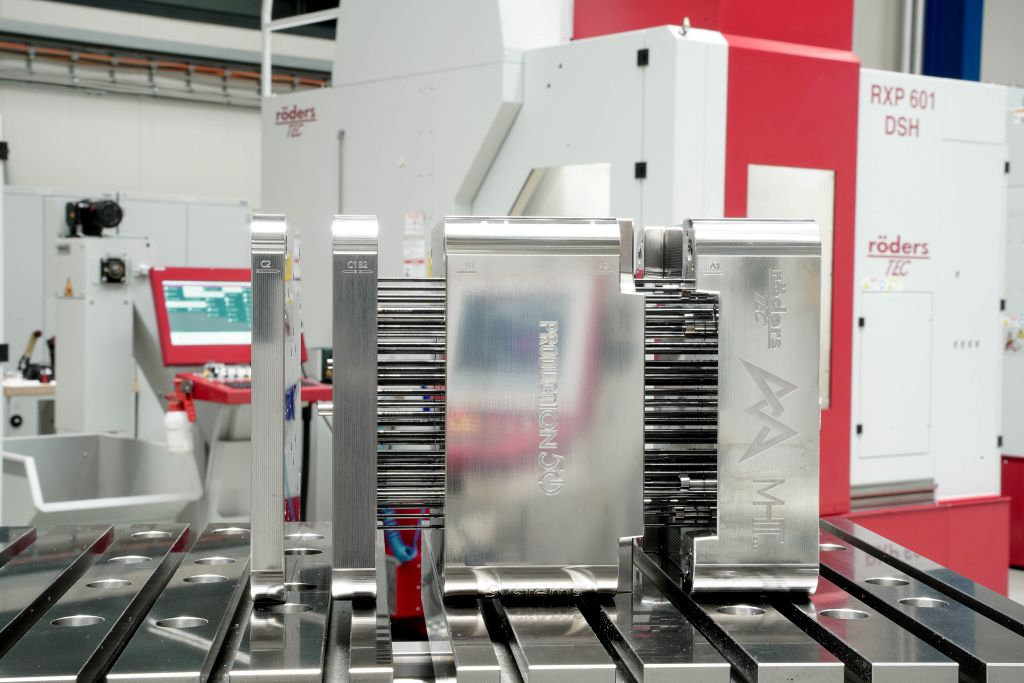
Para poder demostrar los diferentes escenarios de mecanizado de la manera más realista posible, Rotzoll diseñó específicamente para el evento un conjunto de 200 x 200 x 90 mm utilizando CAD 3D. Este consiste en una placa de presión del expulsador, una placa de retención del expulsador y una placa de guía del expulsador, así como un inserto del molde (lado del expulsador) que incluye las piezas típicas de una herramienta de moldeo por inyección de plástico, aquí, por ejemplo, para la fabricación de una tapa de motor.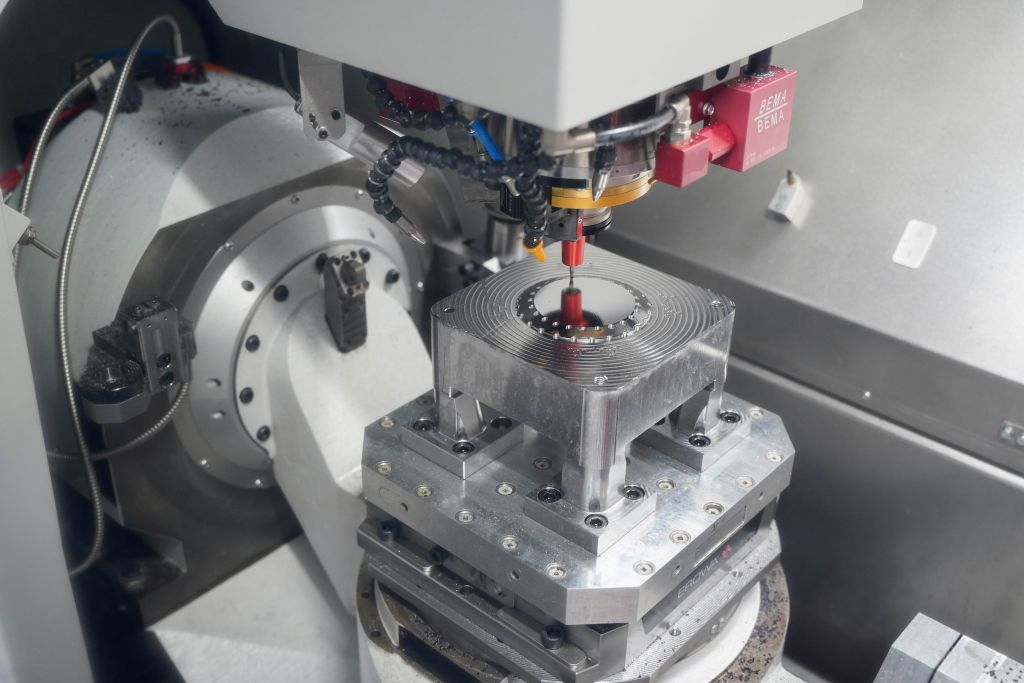
Fresado de superficies a medida en calidad de pulido
El inserto del molde fue claramente el centro de atención del taller. Aquí se trató inicialmente de sus superficies laterales y, por lo tanto, de las superficies de ajuste, cuya fabricación no es del todo trivial. Porque estas imponen altas exigencias en cuanto a la precisión dimensional, la perpendicularidad y la paralelidad, así como en la calidad de la superficie.
'Después del endurecimiento, normalmente se mecanizan las cinco o seis caras en la rectificadora plana', explica Schadeck el procedimiento clásico, lo que requiere un paso de trabajo adicional que, además, solo puede automatizarse muy mal y, por lo tanto, casi siempre implica un gran esfuerzo manual con los correspondientes costos de fabricación. 'Aquí queremos contraponer el fresado dentro de una solución del sistema.' Por eso, Rotzoll fresó las superficies laterales del inserto del molde con la estrategia de fresado plano, en este caso, en 3 ejes.
Tanto para el desbaste como para el acabado y el acabado final, Rotzoll eligió el fresador poligonal EHHRE de MOLDINO. Como resultado, se logró una precisión equivalente a la de la rectificadora plana, pero con un esfuerzo considerablemente menor y, además, este mecanizado se realiza completamente sin intervención humana.
El mismo fresador EHHRE fue utilizado por Rotzoll también en el mecanizado de superficies de la placa de guía del expulsador y en el mecanizado de contornos de la tapa. Con la tapa se quería demostrar que el fresado brillante no solo es posible con herramientas de diamante relativamente caras, es decir, herramientas MKD o PKD, sino también con fresadores recubiertos de carburo sólido. Al igual que con las superficies laterales, primero se desbastó y se realizó un preacabado, aunque esta vez con la estrategia de fresado en espiral 3D.
'Para el posterior fresado brillante, elegí una tolerancia de superficie de 10 μm y ajusté la herramienta toroidal a la normal de la superficie con un mínimo de 0,1°', explica Rotzoll su estrategia. Así, el ángulo con la superficie se mantuvo siempre igual, por lo que se mantiene un punto de contacto constante y no hay corte posterior en la parte trasera de la herramienta. 'Fresamos con el EHHRE durante cuatro horas, las aristas seguían viéndose bien después.' Esto demuestra que el fresado brillante a medida con fresadores de VHM no solo es posible, sino también seguro en el proceso y económico.
Taladrado de expulsador con cámara de carrera especial
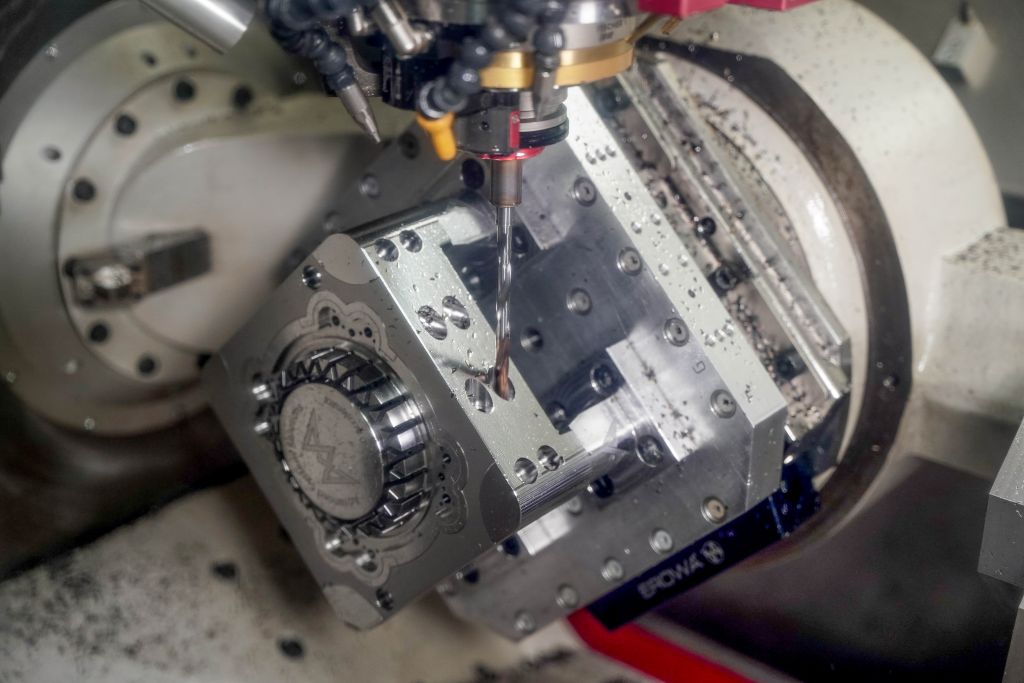
Además de la alternativa de rectificado plano, se presentó en Soltau como segunda solución del sistema el taladrado de expulsadores. Una solución que es especialmente innovadora y para la cual la cámara de carrera desarrollada por Rotzoll de MOLDINO incluso ha sido patentada. 'A través de una estrategia de perforación especial y el posterior fresado de una cámara de carrera y rampas de entrada, pudimos mejorar significativamente la capacidad de montaje de los expulsadores', informa Schadeck.
Y para poder demostrar su fabricación - también en vivo - el componente de ejemplo contaba con 76 expulsadores en el rango de diámetro típico de 2,5 a 5 mm con la tolerancia H7. Para esto, Rotzoll desarrolló un ciclo de perforación especial. 'Esto permite fabricar de manera reproducible varios cientos de agujeros de expulsador en calidad H7 con el taladro NSBH de MOLDINO elegido aquí, dependiendo de la profundidad. Y de manera segura en el proceso en operación automatizada', subraya Rotzoll. Se puede utilizar casi cualquier refrigerante, excepto aire.
En los controles de Röders, este ciclo de perforación ya ha sido integrado, así como en Hypermill (OpenMind), se espera que sigan otros proveedores de CAM.
Los costos se han reducido al menos a la mitad
¿Cuál es la conclusión, también en términos de tiempo y costos? En este punto, Schadeck se refirió al método Production50 (P50) desarrollado por MOLDINO. También se basó en P50 la comparación de las dos soluciones del sistema, fresado plano versus rectificado plano y taladrado de expulsadores con un procedimiento convencional, donde se rectifica y se electroerosiona.
'En comparación con el rectificado de las superficies laterales, la ventaja en tiempo y costo del fresado es considerable', dice Schadeck. 'El resultado final muestra que podemos ahorrar más del 60 por ciento en tiempo y más del 50 por ciento en costos al fresar las superficies laterales en comparación con el rectificado plano.' Otro aspecto es que el rectificado plano casi no se puede automatizar. La situación es aún más favorable con el sistema de taladrado de expulsadores. 'Aquí la ventaja en tiempo es aún más clara, es decir, un 84 por ciento, en relación a todos los expulsadores.
Igualmente en los costos, que al fresado son solo un poco más de un tercio en comparación con el corte por hilo", resume Schadeck las diferencias. Esto significa un ahorro de costos del 65 por ciento.
"Hoy hemos visto cómo los procesos significativamente más rápidos y la eliminación de tiempos de inactividad pueden reducir drásticamente los costos del proceso", resume Schadeck el día. Y luego está el tema de la automatización, que recibe un impulso adicional debido a la creciente escasez de mano de obra calificada.
"Las soluciones de sistema presentadas pueden contribuir significativamente a utilizar la automatización de manera aún más efectiva."
Contacto:


