


Perché il termine "soluzione di sistema" è stato scelto come tema del workshop, lo descrive Andreas Schadeck di MOLDINO nel seguente modo: "Una soluzione di sistema implementata può offrire non solo notevoli vantaggi tecnici ed economici nella costruzione degli utensili, ma anche oltre."
Ciò che si intende è spiegato da Schadeck, che come ottimizzatore di processi e team leader per la Germania settentrionale, insieme a Mark Rotzoll e ad altri colleghi dell'ufficio MOLDINO a Herford, in Ostwestfalen, assiste molti clienti di fama in questa regione. Prendendo come esempio l'espulsore: nella sua produzione non dovrebbe essere solo l'obiettivo ridurre i tempi di processo e quindi i tempi di attraversamento e i costi, ma anche considerare la sicurezza del processo e la qualità della lavorazione, "perché lungo il cammino abbiamo scoperto ulteriori vantaggi che hanno un impatto positivo sulla produzione effettiva dello stampaggio a iniezione. Questo rappresenta un chiaro valore aggiunto per il cliente."
Per dimostrare i diversi scenari di lavorazione in modo il più realistico possibile, Rotzoll ha progettato appositamente per l'evento un'assemblaggio di dimensioni 200 x 200 x 90 mm tramite 3D-CAD. Questo è composto da una piastra di espulsione, una piastra di supporto per l'espulsione e una piastra guida per l'espulsione, oltre a un inserto per lo stampo (lato espulsione), che rappresentano i componenti tipici di uno strumento per stampaggio a iniezione di plastica, qui ad esempio per la produzione di un coperchio del motore.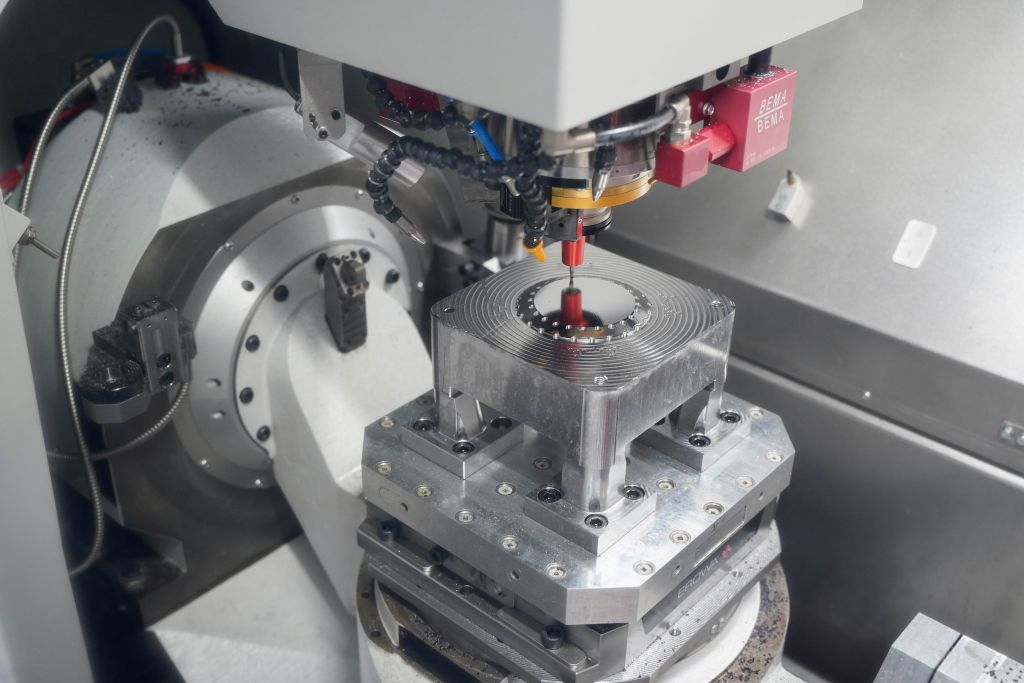
Fresatura di superfici a misura finale in qualità di lucidatura
L'inserto di forma è stato chiaramente al centro delle considerazioni durante il workshop. Inizialmente si è parlato delle sue superfici laterali e quindi delle superfici di accoppiamento, la cui realizzazione non è affatto banale. Infatti, queste richiedono elevate esigenze in termini di precisione dimensionale, angolarità e parallelismo, nonché di qualità superficiale.
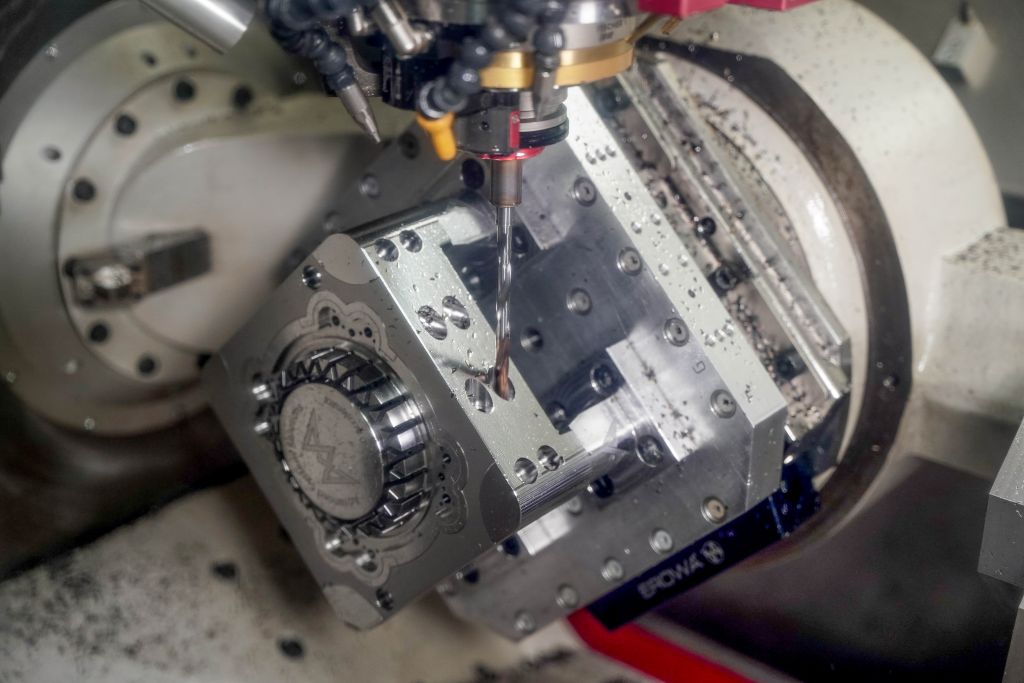
„Dopo la tempra, di solito si lavorano i cinque o sei lati sulla macchina di rettifica piana“, spiega Schadeck la procedura classica, il che comporta un'ulteriore fase di lavoro, che inoltre può essere automatizzata molto male e quindi comporta quasi sempre un grande sforzo manuale con costi di produzione corrispondenti. „Qui vogliamo confrontare la fresatura nell'ambito di una soluzione di sistema.“ Pertanto, da Rotzoll sono state fresate le superfici laterali del componente di stampo con la strategia di fresatura piana, in questo caso a 3 assi.
Sia per la sgrossatura che per la pre- e finitura, è stato scelto il fresatore EHHRE-Polygon di MOLDINO. Come risultato, è stata raggiunta una precisione equivalente a quella della rettifica piana, ma con un notevole risparmio di sforzi e inoltre questo processo avviene completamente senza operatori.
Lo stesso fresatore EHHRE è stato utilizzato da Rotzoll anche per la lavorazione della piastra di guida degli espulsori e per la lavorazione del contorno del coperchio. Attraverso il coperchio si voleva dimostrare che la fresatura lucida non è possibile solo con strumenti in diamante relativamente costosi, come gli strumenti MKD o PKD, ma anche con frese rivestite in metallo duro massiccio. Come per le superfici laterali, inizialmente è stata eseguita una sgrossatura e una finitura preliminare, questa volta però con la strategia della fresatura a spirale 3D.
„Per la successiva fresatura a specchio ho scelto una tolleranza superficiale di 10 μm e ho impostato l'utensile torico con un angolo di 0,1° rispetto alla normale della superficie“, spiega Rotzoll la sua strategia. In questo modo, l'angolo rispetto alla superficie è sempre rimasto costante, garantendo un punto di contatto costante e non c'è stato alcun ripasso sul retro dell'utensile. „Abbiamo fresato con l'EHHRE per quattro ore, le lame apparivano ancora in buone condizioni.“ Questo dimostra che la fresatura a specchio a misura finale con frese in metallo duro non è solo possibile, ma anche sicura e conveniente dal punto di vista del processo.
Foro di espulsione con camera di corsa speciale
Oltre all'alternativa della rettifica piana, la fresatura di superfici è stata presentata a Soltau come seconda soluzione di sistema, insieme alla perforazione per espulsori. Una soluzione particolarmente innovativa, per la quale la camera di corsa sviluppata da Rotzoll è stata persino registrata come brevetto da MOLDINO. "Attraverso una strategia di perforazione speciale e la successiva fresatura di una camera di corsa e di una inclinazione di ingresso, siamo riusciti a migliorare notevolmente la capacità di montaggio degli espulsori", riporta Schadeck.
E per poter dimostrare la loro produzione – anche dal vivo – il componente di esempio disponeva di 76 espulsori nel tipico intervallo di diametro di 2,5 fino a 5 mm con tolleranza H7. A tal fine, Rotzoll ha sviluppato un ciclo di foratura speciale. "In questo modo è possibile, con il trapano MOLDINO NSBH scelto qui, produrre in modo riproducibile diverse centinaia di fori per espulsori in qualità H7 a seconda della profondità. E in modo sicuro nel funzionamento automatizzato", sottolinea Rotzoll. Può essere utilizzato quasi ogni tipo di raffreddamento, tranne l'aria.
In i controlli Röders è già stato integrato questo ciclo di foratura, così come in Hypermill (OpenMind), altri fornitori di CAM seguiranno.
I costi si sono almeno dimezzati.
Qual è quindi la conclusione, anche in termini di tempo e costi? A questo punto, Schadeck ha parlato del metodo Production50 (P50) sviluppato da MOLDINO. Il confronto tra le due soluzioni di sistema fresatura pianare versus rettifica piana e foratura di espulsione si basava anch'esso su P50, rispetto a un approccio convenzionale in cui si utilizza la rettifica piana e l'erosione a filo.
"Rispetto alla rettifica delle superfici laterali, il vantaggio in termini di tempo e costi dell fresatura è notevole", afferma Schadeck. "Il risultato finale mostra che possiamo risparmiare oltre il 60% in tempo e oltre il 50% in costi fresando le superfici laterali rispetto alla rettifica piana." Un ulteriore aspetto è che la rettifica piana è praticamente impossibile da automatizzare. Ancora più vantaggioso è stato il sistema di foratura per espulsori. "Qui il vantaggio in termini di tempo è ancora più evidente, ovvero l'84%, rispetto a tutti gli espulsori.
Allo stesso modo per i costi, che nella fresatura ammontano a poco più di un terzo rispetto all'erosione a filo", sottolinea Schadeck. Questo significa un risparmio del 65% sui costi.
"Oggi abbiamo visto come i processi significativamente più rapidi e l'eliminazione dei tempi di inattività possano ridurre drasticamente i costi di processo", riassume Schadeck la giornata. E poi c'è il tema dell'automazione, che riceve ulteriore impulso a causa della crescente carenza di personale qualificato.
"Le soluzioni di sistema presentate possono contribuire in modo significativo a rendere l'automazione ancora più efficace."
Contatto:


