


Andreas Schadeck from MOLDINO describes why the term 'system solution' was chosen as a workshop topic as follows: "An implemented system solution can not only provide significant technical and economic advantages in toolmaking itself but also beyond that."
Bunun ne anlama geldiğini, Schadeck açıklıyor. Kendisi, Kuzey Almanya için süreç optimizasyonu ve takım lideri olarak, MOLDINO ofisinden Mark Rotzoll ve diğer meslektaşlarıyla birlikte bu bölgedeki birçok tanınmış müşteriye hizmet vermektedir. Örneğin, bir çıkartıcı üretiminde sadece süreç sürelerini ve dolayısıyla geçiş sürelerini ve maliyetleri azaltmak değil, aynı zamanda süreç güvenliğini ve işleme kalitesini de göz önünde bulundurmak hedeflenebilir. "Çünkü bu yolda, gerçek enjeksiyon kalıp üretimini olumlu yönde etkileyen başka avantajlar da elde ettik. Bu, müşteriye net bir değer katıyor."
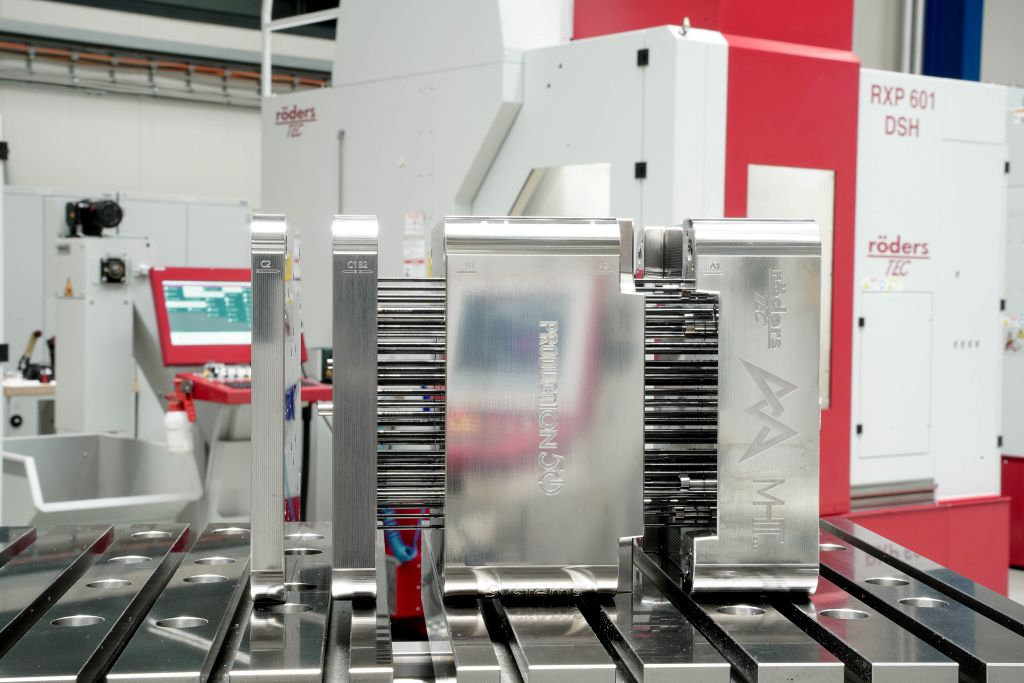
Farklı işleme senaryolarını mümkün olduğunca gerçekçi bir şekilde gösterebilmek için Rotzoll, etkinlik için özel olarak 3D-CAD ile 200 x 200 x 90 mm boyutlarında bir montaj parçası tasarladı. Bu, bir motor kapağının üretilmesi için tipik plastik enjeksiyon kalıbı parçaları olan çıkarıcı baskı plakası, çıkarıcı tutma plakası ve çıkarıcı kılavuz plakası ile kalıp takımı (çıkarıcı taraf) içermektedir.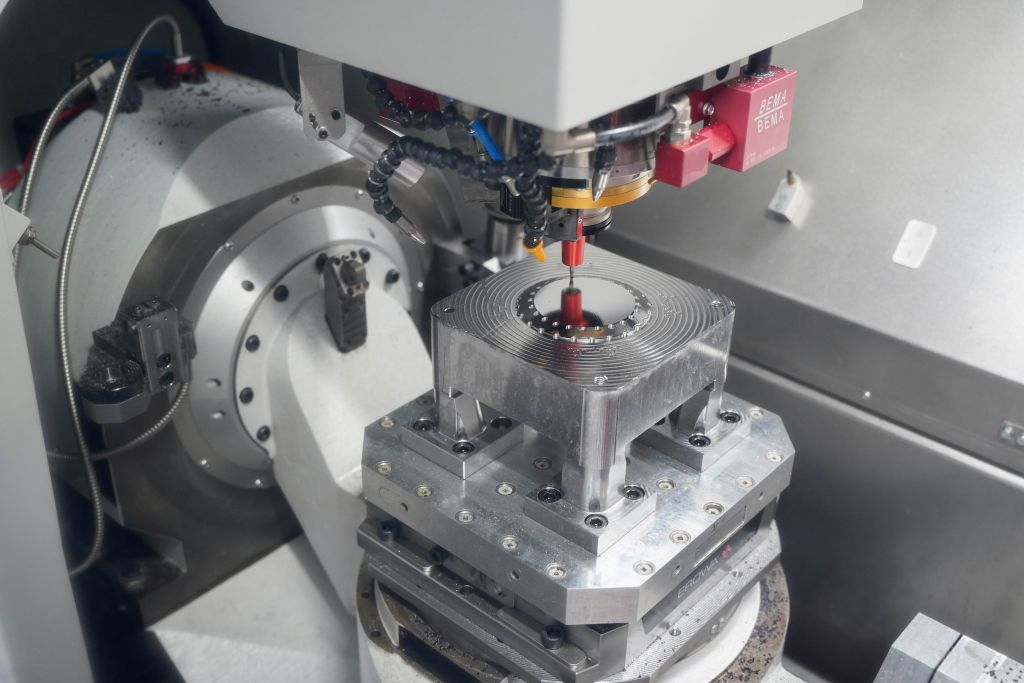
Yüzey frezesi, parlatma kalitesinde nihai ölçüde.
Şekil elemanı, atölye çalışmasında açıkça incelemelerin merkezinde yer aldı. Burada öncelikle yan yüzeyleri ve dolayısıyla montaj yüzeylerinin üretimi ele alındı; bu süreç hiç de basit değildir. Çünkü bu yüzeyler, ölçü tutarlılığı, açı doğruluğu ve paralellik ile yüzey kalitesi açısından yüksek gereksinimler taşımaktadır.
"Genellikle sertleştirmeden sonra, düz taşlama makinesinde beş veya altı yüz işlenir," diyor Schadeck klasik yaklaşımı açıklarken, bu ek bir işlem gerektiriyor ve ayrıca çok kötü bir şekilde otomatikleştirilebiliyor, bu da neredeyse her zaman büyük manuel çaba ve buna bağlı üretim maliyetleri anlamına geliyor. "Burada bir sistem çözümü çerçevesinde frezeyi karşılaştırmak istiyoruz." Bu nedenle, Rotzoll, kalıp insertinin yan yüzlerini bu stratejiyle, bu durumda 3 eksende frezelenmiştir.
Hem tüm şekillendirme, ön işleme ve son işleme için MOLDINO'nun EHHRE çokgen frezesi seçilmiştir. Sonuç olarak, düz taşlama ile eşdeğer bir hassasiyet elde edilmiştir, ancak bu işlem çok daha az çaba ile gerçekleştirilmekte ve tamamen otomatik olarak yapılmaktadır.
Aynı EHHRE frezesi, Rotzoll tarafından çıkartıcı kılavuz plakasının yüzey işleme ve kapak kontur işleme için de kullanıldı. Kapak üzerinden, parlak frezelenmenin yalnızca nispeten pahalı elmas aletlerle, yani MKD veya PKD aletlerle değil, aynı zamanda kaplanmış tam metal frezelerle de mümkün olduğunu göstermek amaçlandı. Yan yüzeylerde olduğu gibi, önce kaba frezeleme yapıldı ve ardından bu sefer 3D spiral frezeleme stratejisi ile ön işleme gerçekleştirildi.
"Sonrasında parlatma frezesi için yüzey toleransı olarak 10 μm seçtim ve torik aracı yüzey normali ile 0,1° minimum açıyla ayarladım," diye açıklıyor Rotzoll stratejisini. Böylece açı her zaman yüzeye eşit kaldı, bu nedenle sabit bir temas noktası sağlandı ve kesinlikle aletin arka tarafında bir kesim yapılmadı. "EHHRE ile dört saat boyunca işleme yaptık, kesiciler sonrasında hâlâ iyi görünüyordu." Bu, VHM frezelerle son ölçüde parlatmanın sadece mümkün olmadığını, aynı zamanda süreç güvenli ve ekonomik olduğunu gösteriyor.
Çekme delikleri özel bir çalışma odası ile
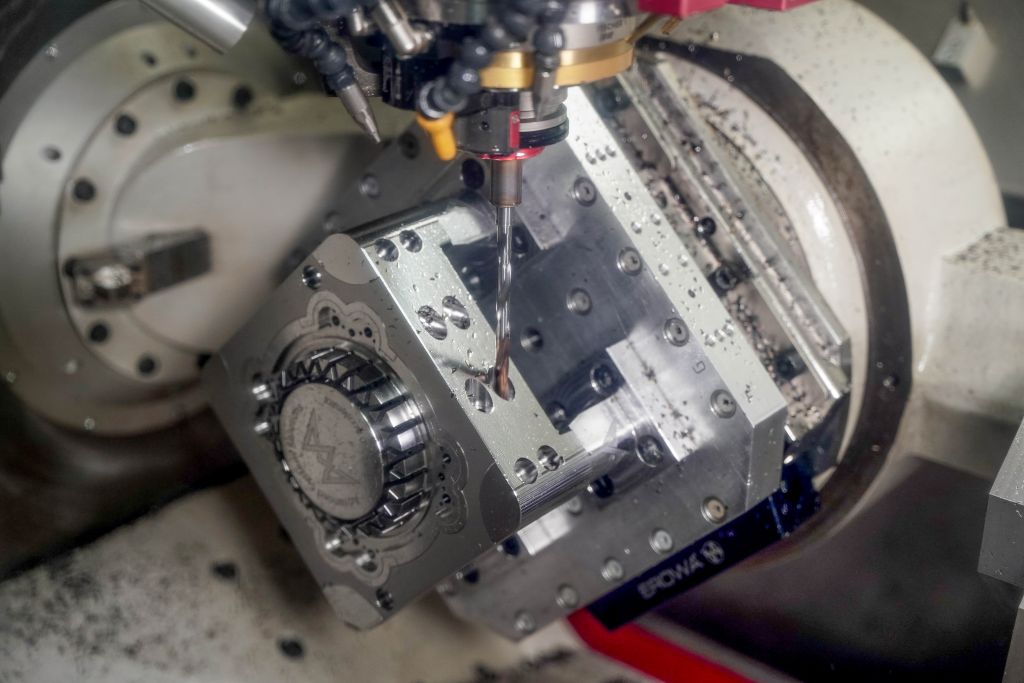
Soltau'da düz taşlama alternatifi yüzey frezesi yanında ikinci bir sistem çözümü olarak çıkartıcı delik delme tanıtıldı. Bu, özellikle yenilikçi bir çözüm olup, Rotzoll tarafından geliştirilen MOLDINO'nun çalışma odası hatta patent başvurusunda bulunulmuştur. "Özel bir delik delme stratejisi ve ardından bir çalışma odası ile giriş açısının frezelenmesi sayesinde çıkartıcıların montaj yeteneğini önemli ölçüde geliştirebildik," diye rapor ediyor Schadeck.
Ve bunların üretimini - canlı olarak - gösterebilmek için örnek bileşen, burada tipik çap aralığı 2,5 ile 5 mm arasında H7 toleransı ile 76 çıkartıcıya sahipti. Bunun için Rotzoll özel bir delik açma döngüsü geliştirdi. "Bu sayede, burada seçilen MOLDINO NSBH matkabı ile derinliğe bağlı olarak birkaç yüz çıkartıcı delik H7 kalitesinde tekrarlanabilir şekilde üretmek mümkün. Ve bu, otomatik işletimde süreç güvenliği ile," diye vurguluyor Rotzoll. Hava dışında hemen hemen her soğutma kullanılabilir.
Bu delik döngüsü Röders kontrol sistemlerine entegre edilmiştir, aynı zamanda Hypermill (OpenMind) içinde de bulunmaktadır, diğer CAM sağlayıcılarının da takip etmesi beklenmektedir.
Maliyetler en az yarıya düştü.
Peki, sonuç nedir, zaman ve maliyet açısından? Bu noktada Schadeck, MOLDINO tarafından geliştirilen Production50 yöntemi (P50) üzerinde durdu. P50, plan frezeleme ile düz taşlama ve konvansiyonel bir yaklaşımda düz taşlama ve tel erozyonu ile karşılaştırılan iki sistem çözümünün karşılaştırmasına da dayanmaktadır.
"Frezeleme ile yan yüzeylerin taşlanmasına kıyasla, zaman ve maliyet avantajı önemli ölçüde daha fazladır," diyor Schadeck. "Sonuç, yan yüzeylerin frezelenmesi sayesinde düz taşlamaya göre zaman açısından yüzde 60'tan fazla ve maliyet açısından yüzde 50'den fazla tasarruf sağlayabildiğimizi gösteriyor." Bir diğer nokta ise, düz taşlamanın neredeyse otomatikleştirilememesidir. Çekme delme sistemi için durum daha da avantajlıydı. "Burada zaman avantajı daha belirgin, yani tüm çekme delikleri açısından yüzde 84."
Freslemede maliyetlerin, tel erozyona kıyasla sadece bir miktar daha fazla olduğu gibi, Schadeck farkları net bir şekilde ortaya koyuyor. Bu, yüzde 65 maliyet tasarrufu anlamına geliyor.
Bugün, belirgin şekilde daha hızlı süreçler ve bekleme sürelerinin ortadan kalkması sayesinde süreç maliyetlerinin nasıl önemli ölçüde düşürülebileceğini gördük, diye özetliyor Schadeck günü. Ve ardından, artan nitelikli iş gücü eksikliği nedeniyle otomasyon konusu da ek bir ivme kazanıyor.
Sunulan sistem çözümleri, otomasyonu çok daha etkili bir şekilde kullanmaya katkıda bulunabilir.
İletişim:


