


Чому термін «системне рішення» був обраний як тема для семінару, описує Андреас Шадек з MOLDINO наступним чином: «Впроваджене системне рішення може забезпечити не лише значні технічні та економічні переваги в самій галузі виготовлення інструментів, але й за її межами».
Що мається на увазі, пояснює Шадек, який як оптимізатор процесів і керівник команди для Північної Німеччини разом з Марком Ротцоллом та іншими колегами з офісу MOLDINO в Остервестфалії, Херфорді, обслуговує багатьох відомих клієнтів у цьому регіоні, на прикладі виштовхувача: при його виготовленні метою може бути не лише зменшення процесуальних і, отже, циклових часів та витрат, але й врахування процесуальної безпеки та якості обробки, «адже на цьому шляху ми відкрили додаткові переваги, які позитивно впливають на саму продукцію лиття під тиском. Це є чіткою доданою вартістю для клієнта».
Щоб якомога реалістичніше продемонструвати різні сценарії обробки, компанія Rotzoll спеціально для заходу за допомогою 3D-CAD сконструювала збірку розмірами 200 x 200 x 90 мм. Вона складається з виштовхувальної плити, плити утримувача виштовхувача та направляючої плити виштовхувача, а також формового вставки (сторона виштовхувача) з типовими частинами інструменту для лиття пластмас, наприклад, для виготовлення кришки двигуна.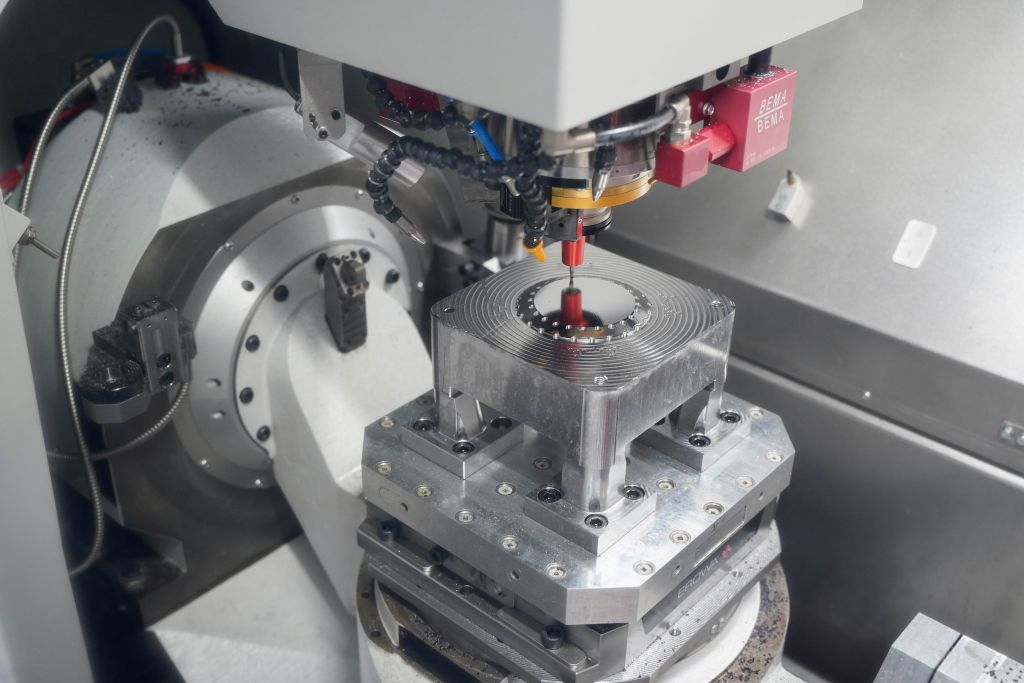
Плоске фрезерування до остаточного розміру в полірувальній якості
Форма вставки була в центрі уваги під час семінару. Спочатку йшлося про її бічні поверхні та відповідно про площини з'єднання, виготовлення яких не є зовсім тривіальним. Адже вони висувають високі вимоги до точності розмірів, кута та паралельності, а також до якості поверхні.
„Після загартування зазвичай обробляються п’ять або шість сторін на плоскошліфувальному верстаті,“ пояснює Шадек класичний підхід, це вимагає додаткового етапу роботи, який, до того ж, дуже погано піддається автоматизації, що майже завжди призводить до значних витрат ручної праці з відповідними витратами на виробництво. „Тут ми хочемо в рамках системного рішення порівняти фрезерування.“ Тому компанія Rotzoll обробила бокові поверхні формового вставу за допомогою стратегії планового фрезерування, в даному випадку 3-осевого.
Як для грубої обробки, так і для попереднього та фінішного шліфування був обраний EHHRE-полігонний фрезер від MOLDINO. В результаті була досягнута точність, що відповідає плоскому шліфуванню, проте з набагато меншими витратами, і ця обробка виконується повністю без участі людини.
Той самий фрезер EHHRE був використаний компанією Rotzoll також для обробки поверхні направляючої пластини викидача та контурної обробки кришки. На прикладі кришки повинно було бути продемонстровано, що глянцеве фрезерування можливе не лише з відносно дорогими діамантовими інструментами, такими як MKD або PKD інструменти, але й з покритими фрезами з твердого сплаву. Як і на бокових поверхнях, спочатку проводили грубу обробку та попереднє шліфування, цього разу, однак, з використанням стратегії 3D-спірального фрезерування.
„Для наступного глянцевого фрезерування я вибрав площинну похибку 10 мкм і мінімально налаштував торцевий інструмент на площинну нормаль на 0,1°“, пояснює Ротцолл свою стратегію. Таким чином, кут до площини завжди залишався однаковим, що забезпечувало постійний контактний пункт і не було жодного повторного різання на зворотному боці інструмента. „Ми обробляли з EHHRE чотири години, ріжучі кромки після цього все ще виглядали добре.“ Це показує, що глянцеве фрезерування до кінцевого розміру з VHM-фрезами не тільки можливе, але й процесуально безпечне та економічне.
Витяжне свердління з особливою камерою для роботи.
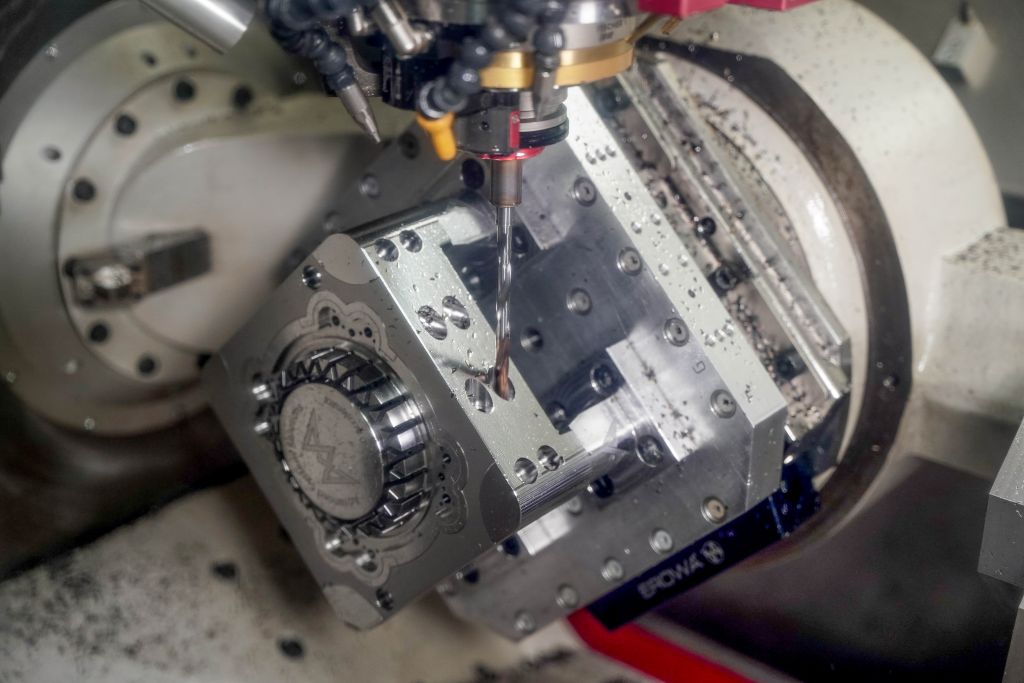
Поряд з альтернативою плоского шліфування фрезеруванням площин, у Зольтау була представлена друга системна рішення - вибіркове свердління. Це рішення є особливо інноваційним, і камера роботи, розроблена Rotzoll для MOLDINO, навіть була запатентована. "Завдяки спеціальній стратегії свердління та подальшому фрезеруванню камери роботи та впускного кута, ми змогли значно покращити можливість монтажу викидачів", - повідомляє Шадек.
І щоб продемонструвати їх виготовлення – навіть в реальному часі – прикладна компонента мала 76 викидачів у типовому діапазоні діаметра від 2,5 до 5 мм з допуском H7. Для цього компанія Rotzoll розробила спеціальний цикл свердління. «Це дозволяє з використанням обраного свердла MOLDINO NSBH, в залежності від глибини, відтворювати кілька сотень отворів для викидачів у якості H7. І це безпечно в процесі автоматизованої роботи», підкреслює Rotzoll. Можна використовувати практично будь-яке охолодження, крім повітря.
У системах управління Röders цей свердлильний цикл вже інтегровано, так само як і в Hypermill (OpenMind), інші постачальники CAM повинні слідувати.
Витрати принаймні зменшилися вдвічі.
Який висновок можна зробити щодо часу та витрат? У цій частині Шадек зупинився на методі Production50 (P50), розробленому компанією MOLDINO. На P50 також базувалося порівняння двох системних рішень: планове фрезерування проти плоского шліфування та вибивного свердління з традиційним підходом, при якому проводиться плоске шліфування та електричне розрізання дротом.
„На відміну від шліфування бічних поверхонь, перевага в часі та витратах при фрезеруванні є значною“, - зазначив Шадек. „Кінцевий результат показує, що ми можемо заощадити понад 60 відсотків часу та понад 50 відсотків витрат, фрезеруючи бічні поверхні в порівнянні з плоским шліфуванням.“ Ще один аспект полягає в тому, що плоске шліфування практично не підлягає автоматизації. Ще вигідніше виглядала система вибивних свердлень. „Тут перевага в часі ще більш очевидна, а саме 84 відсотки, враховуючи всі вибивні свердла.
Також щодо витрат, які при фрезеруванні становлять лише трохи більше ніж третину в порівнянні з електроерозійною обробкою", підкреслює Шадек різницю. Це означає економію витрат у 65 відсотків.
„Сьогодні ми побачили, як значно швидші процеси та відсутність простоїв можуть різко знизити витрати на процеси“, підсумовує Шадек день. І ще є тема автоматизації, яка отримує додатковий імпульс через загострення нестачі кваліфікованих кадрів.
„Представлені системні рішення можуть значно сприяти ще більш ефективному використанню автоматизації.“
Контакт:


