


Zakaj je bil izraz 'sistemska rešitev' izbran kot tema delavnice, opisuje Andreas Schadeck iz MOLDINO takole: „Implementirana sistemska rešitev lahko prinese ne le znatne tehnične in gospodarske prednosti v samem orodjarstvu, temveč tudi širše.“
Kar je s tem mišljeno, pojasnjuje Schadeck, ki kot optimizator procesov in vodja ekipe za severno Nemčijo skupaj z Markom Rotzollom in drugimi sodelavci iz MOLDINO pisarne v vzhodnem Westfalskem Herfordu skrbi za številne ugledne stranke v tej regiji, na primeru izločevalca: pri njegovi proizvodnji cilj ni le zmanjšanje procesnih časov in s tem časov izvedbe ter stroškov, temveč tudi upoštevanje procesne varnosti in kakovosti obdelave, „saj smo na tej poti odkrili dodatne prednosti, ki pozitivno vplivajo na dejansko proizvodnjo brizganja. To je potem jasna dodana vrednost za stranko.“
Da bi različne obdelovalne scenarije kar se da realno prikazali, je Rotzoll posebej za dogodek s 3D-CAD zasnoval sklop velikosti 200 x 200 x 90 mm. Ta vključuje iztiskalno ploščo, ploščo za držanje iztiskalca in vodilno ploščo iztiskalca ter oblikovni vložek (stran iztiskalca) iz tipičnih delov orodja za brizganje plastike, tukaj na primer za izdelavo pokrova motorja.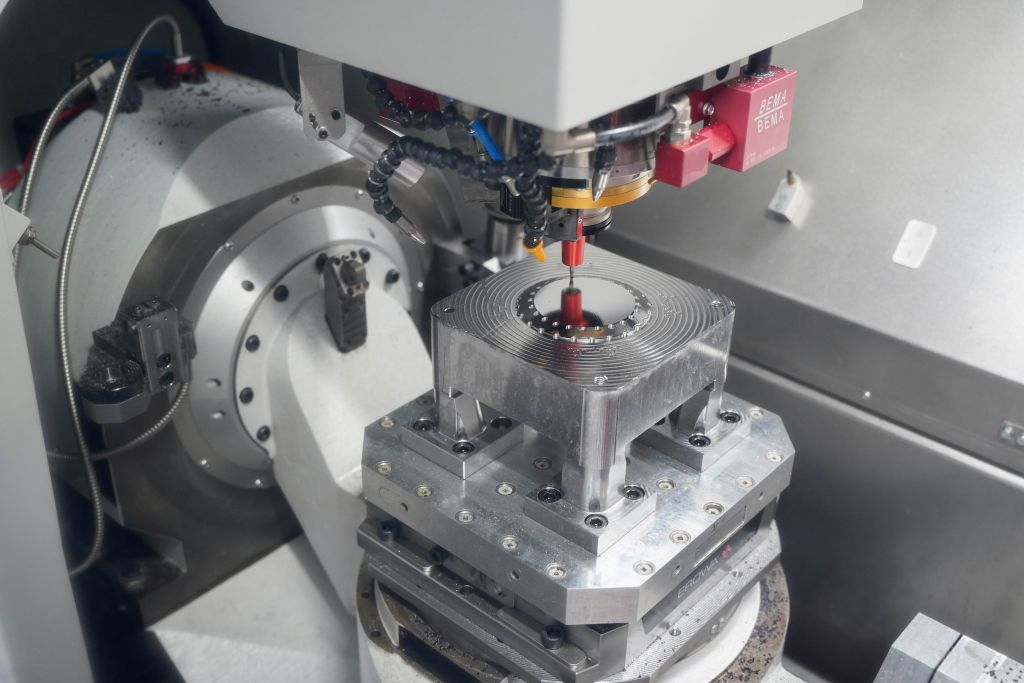
Obdelovanje površin na končno mero v kakovosti poliranja
Oblikovni vložek je bil med delavnico jasno v središču obravnav. Najprej je šlo za njegove stranske površine in s tem za prilegajoče površine, katerih izdelava ni povsem trivialna. Te namreč postavljajo visoke zahteve glede dimenzijske natančnosti, pravokotnosti oziroma paralelnosti ter kakovosti površine.
„Po kaljenju se običajno obdeluje pet ali šest strani na ravnem brusilniku,“ pojasnjuje Schadeck klasičen postopek, kar zahteva dodaten delovni korak, ki ga je zelo težko avtomatizirati, kar skoraj vedno pomeni veliko ročnega dela z ustreznimi stroški proizvodnje. „Tukaj želimo v okviru sistemne rešitve postaviti obdelavo s frezanjem nasproti.“ Zato je Rotzoll obdelal stranske površine oblikovalskega vložka s strategijo ravnega frezanja, v tem primeru 3-osno.
Za grobo obdelavo ter pred- in končno obdelavo je bil izbran EHHRE-poligon rezkar MOLDINO. Kot rezultat je bila dosežena natančnost, primerljiva s ravnim brušenjem, vendar z znatno manj napora, poleg tega pa se ta obdelava izvaja popolnoma brez nadzora.
Enak EHHRE-rezalnik je Rotzoll uporabil tudi pri obdelavi površin izmetne vodilne plošče in obdelavi kontur pokrova. Na podlagi pokrova je bilo treba pokazati, da sijajno rezanje ni mogoče le z razmeroma dragimi diamantnimi orodji, kot so MKD ali PKD orodja, temveč tudi z obloženimi rezalniki iz trdnega karbida. Kot pri stranskih površinah je bilo najprej grobo obdelano in nato predobdelano, tokrat pa z strategijo 3D-spiralnega rezanja.
„Za nadaljnje sijajno frezanje sem izbral toleranco površine 10 μm in torično orodje nastavil na površinsko normalo z minimalnim kotom 0,1°,“ pojasnjuje Rotzoll svojo strategijo. Tako je kot do površine vedno ostal enak, kar zagotavlja konstantno kontaktno točko in zagotovo ni dodatnega rezanja na zadnji strani orodja. „S EHHRE smo štiri ure obdelovali, rezila so bila po tem še vedno videti dobro.“ To dokazuje, da je sijajno frezanje na končno mero z VHM rezili ne le mogoče, temveč tudi procesno varno in ekonomično.
Izvlečna luknja s posebno delovno komoro
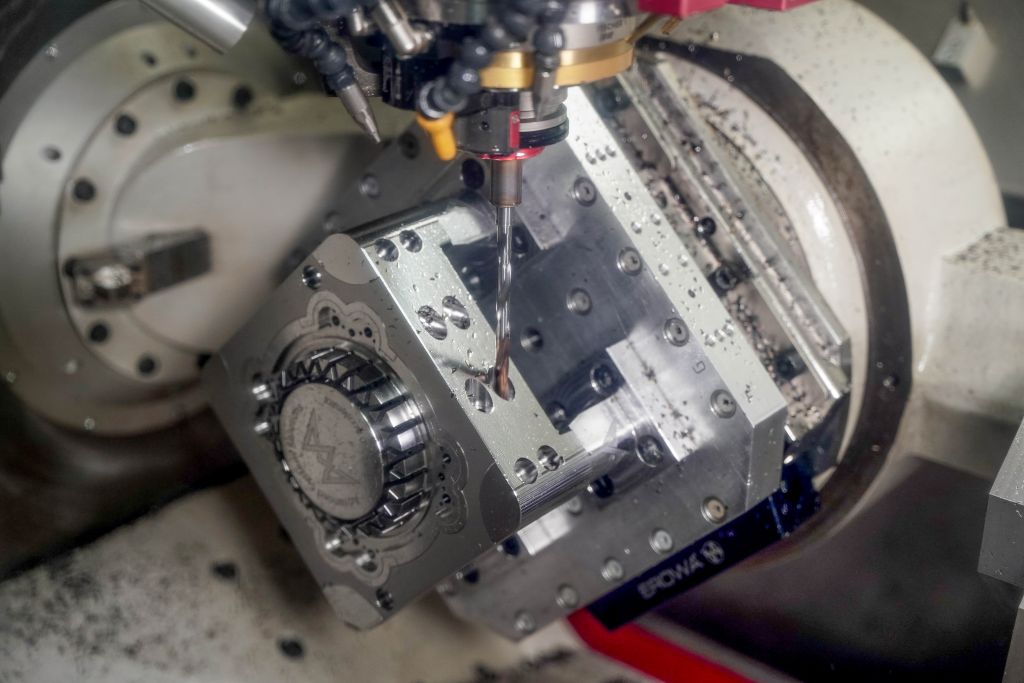
Poleg alternative ravnega brušenja, obdelave površin, je bila v Soltau predstavljena kot druga sistemska rešitev tudi izvlečna vrtanja. Rešitev, ki je še posebej inovativna in je bila za tekaško komoro, ki jo je razvila Rotzoll, pri MOLDINO celo prijavljena za patent. „Z uporabo posebne vrtalne strategije in kasnejšim frezanjem tekaške komore ter vstopne poševnine smo lahko bistveno izboljšali možnost montaže izvlečnih elementov,“ poroča Schadeck.
In da bi lahko njihovo proizvodnjo – tudi v živo – demonstrirali, je imela primerna komponenta 76 izmetnikov v tipičnem premeru od 2,5 do 5 mm s toleranco H7. Za to je Rotzoll razvil poseben vrtalni cikel. „S tem je mogoče z izbranim MOLDINO NSBH svedrom, odvisno od globine, reproducirati več sto izmetnih vrtin v kakovosti H7. In to procesno varno v avtomatizirani proizvodnji,“ poudarja Rotzoll. Uporabiti je mogoče skoraj vsa hlajenja, razen zraka.
V nadzornih sistemih Röders je ta vrtalni cikel že integriran, prav tako v Hypermill (OpenMind), sledili naj bi še drugi ponudniki CAM.
Stroški so se vsaj prepolovili.
Kakšen je torej zaključek, tudi glede na čas in stroške? V tem trenutku je Schadeck spregovoril o metodi Production50 (P50), ki jo je razvilo podjetje MOLDINO. Na P50 je temeljila tudi primerjava obeh sistemskih rešitev, in sicer planirno frezanje v primerjavi s ploskim brušenjem in izvlečnim vrtanjem s konvencionalnim postopkom, pri katerem se uporablja plosko brušenje in žično erodiranje.
„V primerjavi z brušenjem stranskih površin je prednost pri času in stroških pri frezanju precejšnja,“ pravi Schadeck. „Končni rezultat kaže, da lahko s frezanjem stranskih površin v primerjavi z ravnim brušenjem prihranimo več kot 60 odstotkov časa in več kot 50 odstotkov stroškov.“ Drug vidik je, da se ravno brušenje skorajda ne da avtomatizirati. Še ugodnejša je bila situacija pri sistemu za izvlečne luknje. „Tukaj je prednost pri času še bolj očitna, in sicer 84 odstotkov, v zvezi z vsemi izvlečnimi elementi.
Prav tako pri stroških, ki pri frezanju znašajo le nekaj več kot tretjina v primerjavi z žičnim erodiranjem, Schadeck povzame razlike. To pomeni 65-odstotno prihranek stroškov.
»Danes smo videli, kako lahko s pomembno hitrejšimi procesi in odpravo čakalnih dob drastično znižamo procesne stroške,« povzema Schadeck dan. In tu je še tema avtomatizacije, ki jo dodatno spodbuja naraščajoča pomanjkljivost strokovnjakov.
»Predstavljene sistemske rešitve lahko znatno prispevajo k še učinkovitejši uporabi avtomatizacije.«
Kontakt:


