


A szerszámgyártó HAM Präzision a teljesítményközpontjában bizonyítja, hogy a KNOLL AerosolMaster 4000 ATS minimális mennyiségű kenőrendszerével tökéletes megmunkálási eredmények érhetők el, nemcsak alumíniumban és acélban, hanem akár titánban is. A kulcs a létrehozott aeroszol, amely a szerszám élére rakódik, elkerüli a nagy hőfejlődést, majd szinte levegővé válik. A felhasználók így hosszú távon hatalmas megtakarítási potenciált fedezhetnek fel.

A minimális mennyiségű kenés (MMS) még mindig sokak fejében egy piszkos és ragadós folyamatként él. Ezt a sztereotípiát Raffael Eberle, aki szüleivel, Petra és Günter Eberlével együtt vezeti a HAM Präzision szerszámgyártó vállalatot, határozottan megcáfolja: „Ezt nem lehet így mondani. A megfelelő MMS rendszer a lényeg. A KNOLL által kínált aeroszol száraz kenési folyamat (ATS) például egy ultrafinom levegő-olaj keveréket állít elő, amely a forgácsolási folyamat során biztosítja a szükséges kenést és hűtést. A fogyasztás minimális, egy pohárnyi kenőanyag óránként elegendő. Így nem alakulhat ki ragadás és szennyeződés.”
A végzett gyártástechnikus pontosan tudja, miről beszél: „Végül is intenzíven foglalkozunk a forgácsolással, mint termékeink alkalmazási területével.” A HAM Präzision – a Hartmetallwerkzeugfabrik Andreas Maier GmbH az oberschwäbiai Schwendi községben – 1969 óta gyárt teljes keményfém és polikristályos gyémánt (PKD) szerszámokat. „Van egy standard termékválasztékunk, amely sok alkalmazási esetet lefed. De elsősorban olyan megoldásokat kínálunk, amelyek különösen igényes forgácsolási feladatokhoz szükségesek. Támogatjuk ügyfeleinket a folyamataik optimalizálásában, a ciklusidők minimalizálásában és a szerszámcserék csökkentésében. Ehhez különleges és kombinált szerszámokat fejlesztünk, amelyek összességében a bevételünk körülbelül 70 százalékát teszik ki.”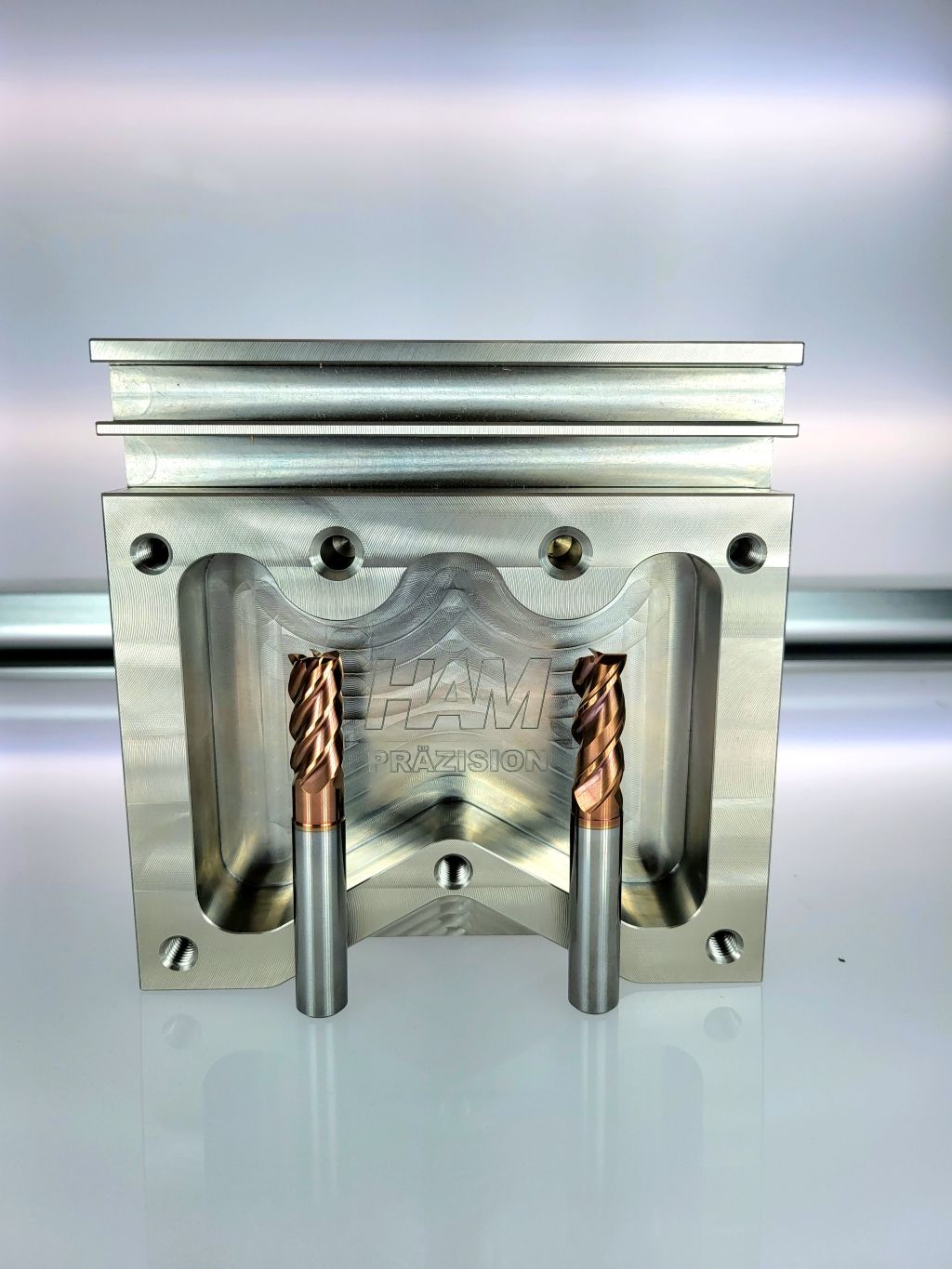
Raffael Eberle lelkesedése a folyamatok elemzésére és optimalizálására irányul, ami nemcsak a saját gyártást teszi hatékonyabbá. „Ami ezzel kapcsolatos tapasztalataink, azok sok ügyfél számára értékesek, és közös projektek keretében tovább fejleszthetők” – állítja a HAM ügyvezetője. Ehhez azonban megfelelő kísérleti területre és olyan partnercégekre van szükség, amelyek hajlandóak részt venni egy optimalizált folyamatlánc kidolgozásában. E háttérrel a HAM 2019-ben úgy döntött, hogy partnereket keres, és velük együtt létrehoz egy teljesítményközpontot, amely egy ilyen folyamatláncot ábrázol – a digitális alkatrésztől a szimuláción át a tényleges forgácsolásig a gépen.
A HAM Performance Center lefedi a teljes folyamatláncot.
„Megfelelő partnereket kerestünk és találtunk a Teljesítmény Központ számára“ – számolt be Raffael Eberle. „Ma itt neves globális szereplők vannak jelen, mint például a Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold és még sokan mások, akikkel a teljes folyamatláncot lefedjük.“
A HAM együttműködik ezekkel a vállalatokkal különböző projekteken, és évente többször gyakorlati technológiai workshopokat szervez a gyártás optimalizálása érdekében. Günter Eberle ügyvezető, aki főként a műszaki feladatokkal foglalkozik, hozzátette: „Természetesen mi magunk is használjuk a HPC-t, hogy ügyfeleinknek bemutassuk a teljes keményfém és PKD szerszámainkat forgácsolás közben, valamint a vágási viselkedést és a folyamatstabilitást. A HPC partnereink számára is rendelkezésre áll saját kísérleteikhez vagy bemutatókhoz ügyfelek jelenlétében.”
Különböző hűtési és kenési változatok
A teljesítményközpont központi elemei közé tartozik egy 5 tengelyes megmunkáló központ, a Hermle C 12 U, és annak KSS-ellátása. Ezt a KNOLL Maschinenbau biztosítja egy KSS-emulziós szűrőberendezéssel és a modern MMS-rendszerrel, az AerosolMaster 4000 ATS-sel. A HAM alkalmazástechnikai szakértője, Marc Schäfer, aki a teljesítményközpont felépítését a kezdetektől fogva kísérte, hangsúlyozza: „Ahhoz, hogy a jelenlegi és jövőbeli termelési kihívásoknak megfelelhessünk, fontos, hogy a forgácsolási folyamatot különböző hűtő-kenő variációkkal tudjuk ábrázolni és összehasonlítani. A Hermle C 12 U-nkon képesek vagyunk emulzióval dolgozni, de teljesen szárazon, levegővel is, vagy éppen a KNOLL aeroszol szárazkenésével, az ATS-sel.”
A KNOLL termékek már évek óta jelen vannak a HAM saját gyártásában. Szinte minden megmunkáló központot a bad saulgaui vállalat szűrőrendszereivel és forgácselszívókkal szereltek fel. „Ha a tökéletes KSS-ellátásról és szűrésről van szó, akkor a KNOLL a mi első számú partnerünk” - hangsúlyozza Raffael Eberle. Ennek megfelelően a HPC felelősei szívesen reagáltak Ralf Spöcker, a KNOLL területi értékesítési vezetőjének ajánlására, hogy a Hermle BAZ-ban a Performance Centerben telepítsék az AerosolMaster-t is. „Ez nem volt nagy munka” - erősíti meg Marc Schäfer. „Az AerosolMaster csak egy viszonylag kis, hozzáadandó doboz. A Hermle biztosította a szükséges interfészt, a többi pedig gyakorlatilag plug & play volt.”
A döntő különbség
A HAM által az aeroszol száraz kenés terén szerzett tapasztalatok egyértelműen pozitívak. „Ez egy rendkívül innovatív technológia” – véli Marc Schäfer. „Különbözik más MMS rendszerektől a kenőanyag különösen finom permetezésével.”
Benjamin Hailfinger, a KNOLL termékmenedzsere az AerosolMaster számára pontosítja: „Szabadalmaztatott eljárásunk biztosítja, hogy egy szintetikus olajból és levegőből egy nagyon finom, stabil aeroszol keletkezik, amelyet közvetlenül a szerszám élére juttatunk még magas fordulatszámok mellett is. Ha az olajcseppek nagyobbak lennének – ahogy azt néhány más MMS-rendszernél tapasztalhatjuk – a forgás következtében kifelé repülnének, ami azt eredményezné, hogy nem az élre, hanem a gép falára kerülnének. A mi finom aeroszolunk a megfelelő helyen ken, és közben gyakorlatilag elpárolog.”
Fenntartható és energiahatékony

Marc Schäfer a KNOLL AerosolMaster alkalmazását sok szempontból értékesnek tartja: „Egyrészt elérjük a kívánt kenést a szerszám élén, ami növeli a szerszámok élettartamát. Az olajfogyasztás mindössze 3-25 ml/h, így a folyamat erőforrás-takarékos, fenntartható és energiahatékony. Ezenkívül megspórolom a KSS tisztítását, nincs szükségem pH-érték mérésére és olyan adalékanyagokra, amelyek megakadályozzák a gombásodást.” Ráadásul a gép tiszta marad, és a munkadarabok gyakran előzetes tisztítás nélkül is továbbfeldolgozhatók.
Schäfer kollégája az HPC-nél, a alkalmazástechnikus Michael Schließer egy példát is hozzátesz: „Volt egy orvostechnikai alkatrészünk, amely a hagyományos megmunkálás után tíz különböző tisztítómedencén és ellenőrző állomáson kellett áthaladjon. Az ATS forgácsolás után már csak négy állomásra volt szükség.”
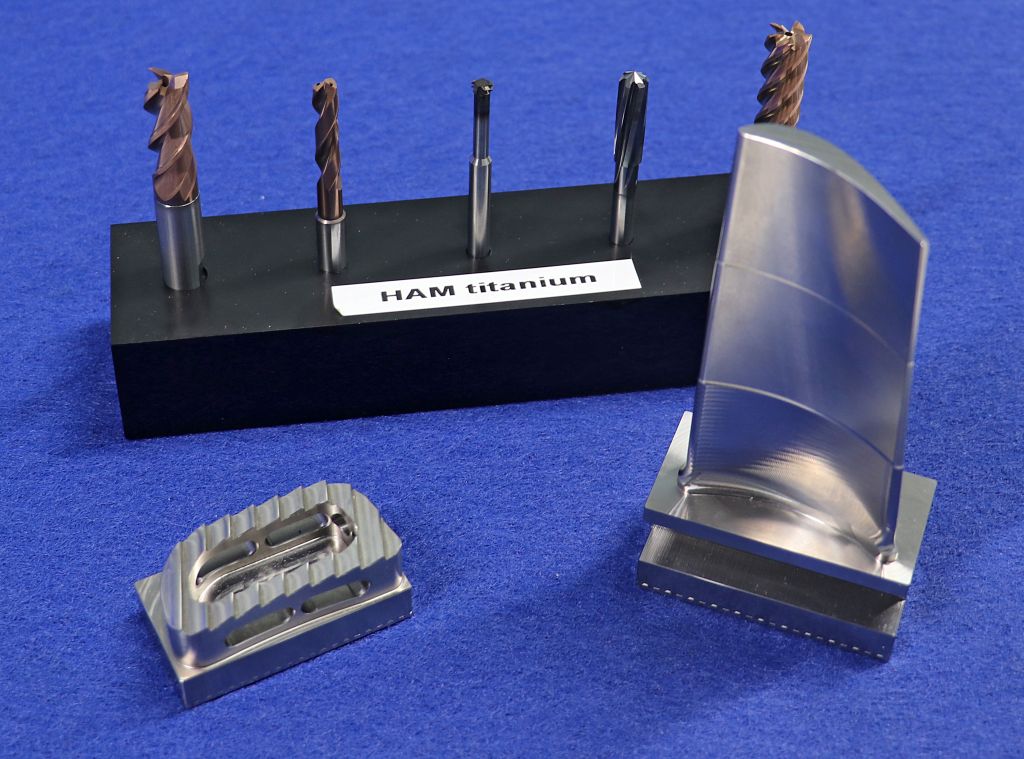
Günter Eberle hangsúlyozza, hogy „képesek vagyunk a KNOLL MMS rendszerrel szinte bármilyen forgácsolást megvalósítani, az alumíniumtól a acélon át a titánig – amit a legtöbb forgácsoló alig hisz el. De itt élőben megmutatjuk, hogy a látszólag lehetetlen valóban lehetséges.”
A KNOLL támogatja a HAM-et a folyamatoptimalizálásban egészen az olaj kiválasztásáig. Az ATS szakértő Hailfinger elmagyarázza: „Széles spektrumú olajaink vannak a portfólióban, amelyek ideálisak a bérgyártók számára, mert széles alkalmazási spektrumot fednek le.
Azok számára, akik a legmagasabb teljesítményt kívánják, finom felületet generálni és magas szerszámélettartamot elérni, megfelelő adalékanyagokkal egy anyaghoz igazított olajat tudunk biztosítani.” Ez történt a titán megmunkálása során.
ATS nehezen forgácsolható anyagokhoz is

Amikor a HAM egy új szerszámtermékcsaládot fejlesztett ki ezekhez a kihívást jelentő titánötvözetekhez, azt is szerették volna tesztelni az aeroszol szárazkenést és az eredményeket összehasonlítani a KSS-emulzióval. Ehhez az alkalmazástechnikusok egy speciális alkatrészt terveztek különféle megmunkálásokkal – a marástól az iMachiningon, a teljes horonyon, a fúráson és a menetes fúráson át a simításig. „Az ATS-sel ugyanazokat a vágási értékeket tudtuk elérni, mint az emulzióval, és ugyanazokat a felületi minőségeket és toleranciákat is elértük” – mondja Raffael Eberle lelkesen.
2023-ban a HAM workshopot tartott a titán megmunkálásáról. A jelenlévő gyakorlati szakemberek kezdeti szkepticizmája csodálkozássá alakult, amely egyéni megkeresésekben és további pozitív tesztekben folytatódott más nehezen forgácsolható anyagokkal.
Nyitottak lenni a változásokra
„Különösen a jelenlegi időszakban, amikor költségnyomás van, és a CO2-csökkentés szükséges, minden forgácsolónak érdemes megfontolnia ezt a hűtő-kenőanyag alternatívát” – mondja Raffael Eberle. „Mert ha lemondunk az emulzióról, amely a forgácsolási folyamat költségeinek hét-tíz százalékát teszi ki, akkor több megtakarítási potenciál áll rendelkezésre, mint a szerszámnál, amely a forgácsolási költségek négy-hat százalékát jelenti.”
A HAM Precision azóta általánosan MMS-kompatibilissé tette a standard katalógus szerszámait. Ezek geometriai kialakításuk mellett a saját fejlesztésű HSF (HybridSurfaceFinish) technológiával is rendelkeznek, amely egy vágóél-előkészítést és felületpolírozást tartalmaz. Ez csökkenti a terhelést, csökkenti a hőfejlődést, biztosítja az optimális forgácseltávolítást és megakadályozza a felrakódást. „Ezek a tulajdonságok minden forgácsolásnál fontosak, de a minimális mennyiségű kenésnél különösen” – mondja Raffael Eberle. Ezenkívül a HAM fúrók MMS megmunkáláshoz speciális szárfázissal rendelkeznek, amely teljesen lezárja a szerszámot a tartóhoz képest. Raffael Eberle elmagyarázza: „A KNOLL AerosolMaster 10 bar nyomással működik, ami nem engedi meg a közeg elmozdulását vagy megakadását. A módosított szárfázisunk révén az aeroszol 100%-ban eljut a vágóélhez, és elérjük a kívánt eredményt.”
Kapcsolat:


