


El fabricante de herramientas HAM Präzision demuestra en su Performance Center que con el sistema de lubricación de mínima cantidad AerosolMaster 4000 ATS de KNOLL se pueden lograr resultados de mecanizado perfectos, no solo en aluminio y acero, sino también en titanio. La clave es el aerosol generado, que se deposita en el filo de la herramienta, evita un fuerte desarrollo de calor y luego se disuelve prácticamente en el aire. Los usuarios así descubren un enorme potencial de ahorro a largo plazo.

La lubricación de mínima cantidad (MMS) aún está arraigada en muchas mentes como un proceso sucio y pegajoso. Un prejuicio que Raffael Eberle, quien dirige junto a sus padres Petra y Günter Eberle los negocios del fabricante de herramientas HAM Präzision, contradice claramente: “No se puede decir eso. Depende del sistema MMS correcto. En el proceso de lubricación en seco por aerosol (ATS) ofrecido por KNOLL, por ejemplo, se genera una mezcla de aire y aceite ultrafina que proporciona la lubricación y refrigeración necesarias durante el proceso de mecanizado. El consumo es mínimo, un vaso de chupito de medio de lubricación por hora es suficiente. Así no puede haber pegado ni suciedad.”
El ingeniero de producción sabe exactamente de qué habla: “Al fin y al cabo, nos ocupamos intensamente del mecanizado como campo de aplicación de nuestros productos.” HAM Präzision – la fábrica de herramientas de carburo de tungsteno Andreas Maier GmbH en el municipio de Schwendi en Oberschwaben – produce desde 1969 herramientas de carburo sólido y diamantes policristalinos (PKD). “Tenemos una gama estándar que cubre muchos casos de uso. Pero nos vemos principalmente como proveedores de soluciones para tareas de mecanizado especialmente exigentes. Apoyamos a nuestros clientes en la optimización de sus procesos, minimización de tiempos de ciclo y reducción de cambios de herramienta. Para ello, desarrollamos herramientas especiales y combinadas que representan aproximadamente el 70 por ciento de nuestro volumen de ventas.”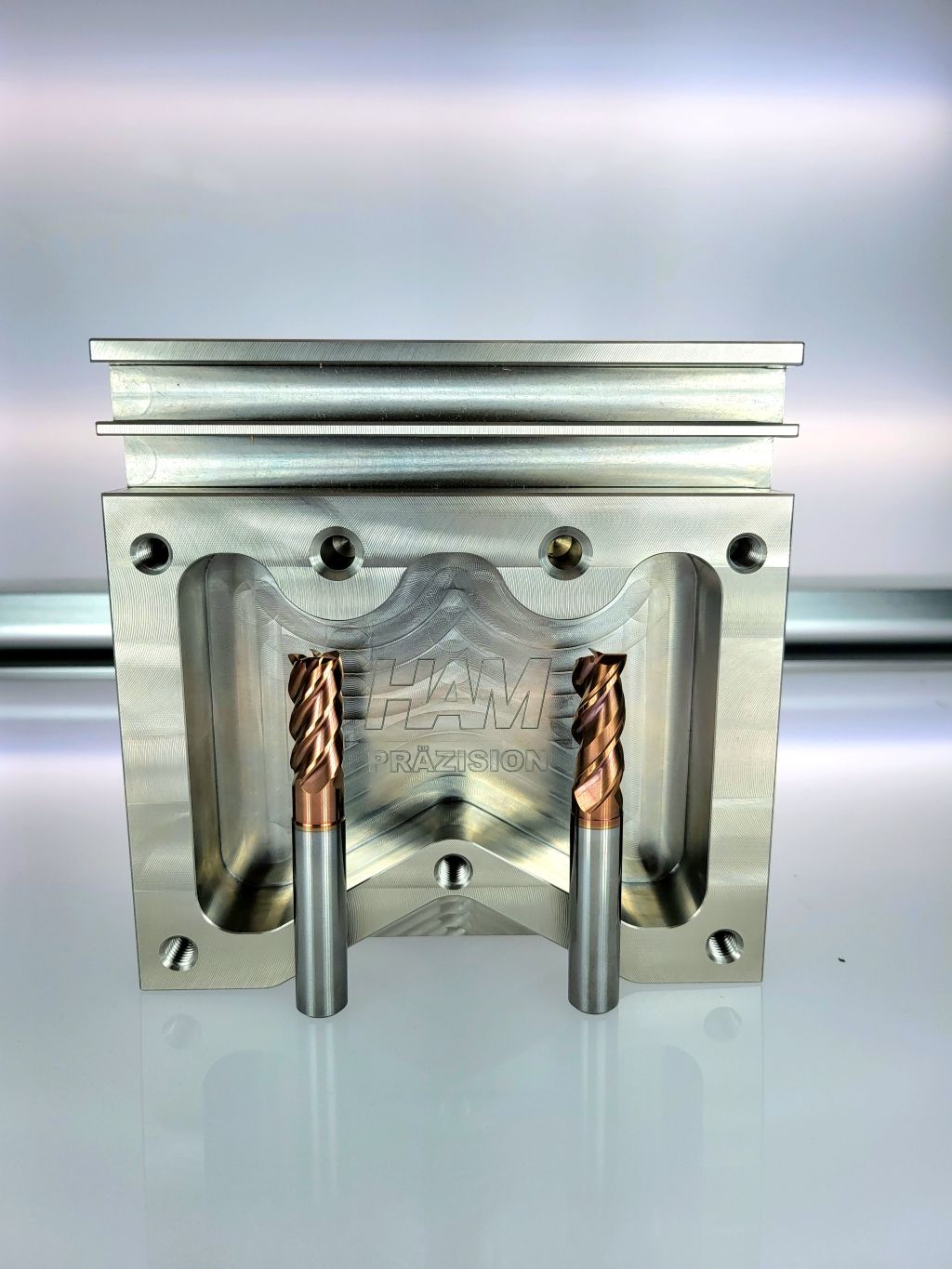
La pasión de Raffael Eberle se centra en el análisis y optimización de procesos, lo que no solo hace que su propia producción sea más eficiente. “Nuestra experiencia en este sentido es valiosa para muchos clientes, y se puede expandir en proyectos conjuntos”, está convencido el director de HAM. Pero para ello se necesita un campo de pruebas adecuado y empresas asociadas dispuestas a colaborar en una cadena de procesos optimizada. En este contexto, HAM decidió en 2019 buscar socios y establecer con ellos un Performance Center que represente tal cadena de procesos – desde la pieza digital hasta la simulación y el mecanizado real en la máquina.
El HAM Performance Center representa toda la cadena de procesos
“Hemos buscado y encontrado socios adecuados para el Performance Center”, informa Raffael Eberle. “Hoy en día, aquí están representados jugadores globales de renombre, como Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold y muchos más, con los que representamos toda la cadena de procesos.”
Junto con estas empresas, HAM trabaja en varios proyectos y organiza varias veces al año talleres de tecnología prácticos para la optimización de la producción. El director Günter Eberle, quien se ocupa principalmente de tareas técnicas, añade: “Por supuesto, utilizamos el HPC nosotros mismos para mostrar a los clientes nuestras herramientas de carburo sólido y PKD bajo viruta, así como para demostrar el comportamiento de corte y la estabilidad del proceso. Asimismo, el HPC está disponible para nuestros socios para sus propias pruebas o para demostraciones en presencia de clientes.”
Variantes de refrigeración y lubricación
Entre los elementos centrales del Performance Center se encuentran un centro de mecanizado de 5 ejes Hermle C 12 U y su suministro de KSS. Este es proporcionado por KNOLL Maschinenbau con una planta de filtración de emulsión KSS y el moderno sistema MMS AerosolMaster 4000 ATS. El técnico de aplicación de HAM, Marc Schäfer, quien ha acompañado la creación del Performance Center desde el principio, aclara: “Para poder enfrentar los desafíos de producción actuales y futuros, es importante que podamos representar y comparar el proceso de mecanizado con diferentes variantes de refrigeración y lubricación. En nuestra Hermle C 12 U, somos capaces de trabajar con emulsión, pero también de mecanizar completamente en seco o con la lubricación en seco por aerosol ATS de KNOLL.”
Los productos de KNOLL han estado presentes en la producción propia de HAM durante muchos años. Casi todos los centros de mecanizado están equipados con sistemas de filtración y transportadores de virutas de la empresa de Bad Saulgau. “Cuando se trata de un suministro y filtración KSS perfectos, KNOLL es nuestro primer contacto”, enfatiza Raffael Eberle. En consecuencia, los responsables del HPC respondieron con gusto a la recomendación de Ralf Spöcker, el gerente de ventas regional de KNOLL, de instalar además el AerosolMaster en el centro de mecanizado Hermle en el Performance Center. “No fue un gran esfuerzo”, confirma Marc Schäfer. “El AerosolMaster es solo una caja relativamente pequeña que se debe agregar. Hermle proporcionó la interfaz necesaria, y el resto fue prácticamente plug & play.”
La diferencia decisiva
Las experiencias que HAM ha tenido con la lubricación en seco por aerosol son en general positivas. “Es una tecnología extremadamente innovadora”, opina Marc Schäfer. “Se diferencia de otros sistemas MMS en la pulverización especialmente fina del medio de lubricación.”
Benjamin Hailfinger, gerente de producto de KNOLL para el AerosolMaster, precisa: “Nuestro procedimiento patentado asegura que de un aceite sintético y aire se genere un aerosol muy fino y estable, que llevamos directamente al filo de la herramienta incluso a altas velocidades de rotación. Si las gotas de aceite fueran más grandes – como ocurre en algunos otros sistemas MMS – serían lanzadas hacia afuera por la rotación, con el efecto de que no aterrizarían en el filo, sino en la pared de la máquina. Nuestro fino aerosol lubrica en el lugar correcto y se evapora de alguna manera.”
Sostenible y energéticamente eficiente

Marc Schäfer considera el uso del KNOLL AerosolMaster valioso en muchos aspectos: “Por un lado, logramos la lubricación deseada en el filo de la herramienta, lo que aumenta la vida útil de las herramientas. Con un consumo de aceite de solo 3 a 25 ml/h, el proceso es respetuoso con los recursos, sostenible y eficiente en energía. Además, me ahorro la limpieza del KSS, no necesito medir el pH ni aditivos que prevengan el moho.” Además, la máquina se mantiene limpia, y las piezas a menudo se pueden seguir procesando sin limpieza previa.
El colega de Schäfer en HPC, el técnico de aplicaciones Michael Schließer, añade un ejemplo: “Tuvimos una pieza de la tecnología médica que, tras un procesamiento convencional, tuvo que pasar por diez diferentes tanques de limpieza y estaciones de prueba. Después del mecanizado ATS, solo fueron cuatro estaciones.”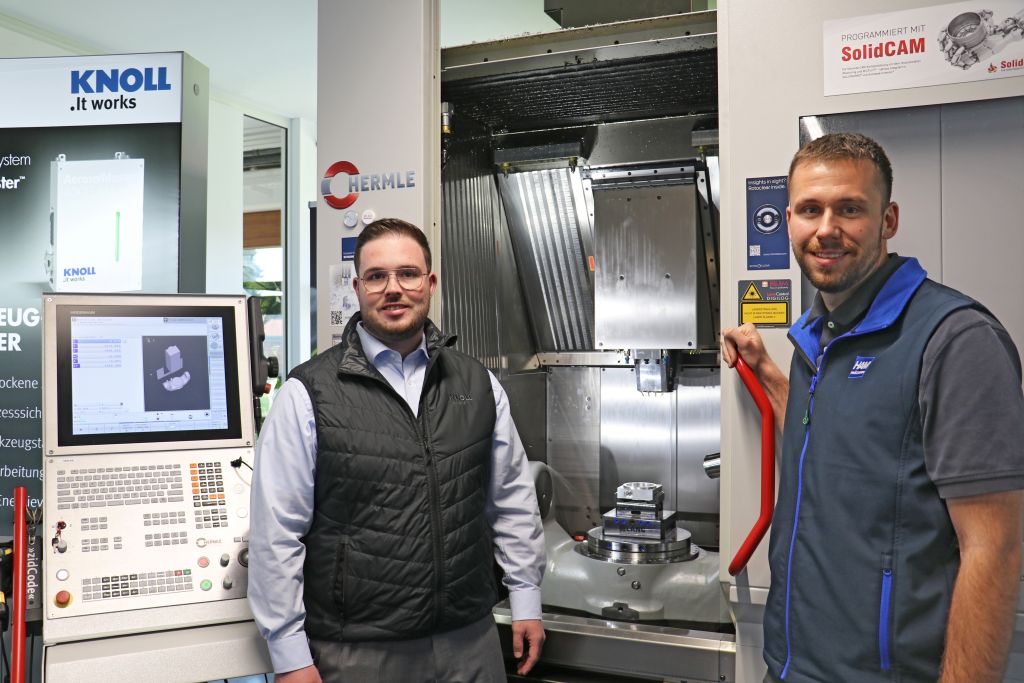
Günter Eberle señala que “somos capaces de representar casi cualquier mecanizado con el sistema KNOLL MMS, desde aluminio hasta acero y titanio, lo que la mayoría de los mecanizadores apenas pueden creer. Pero aquí mostramos en vivo que lo que parece imposible es, de hecho, posible.”
Y KNOLL apoya a HAM en la optimización de procesos hasta la selección del aceite. El especialista en ATS Hailfinger explica: “Tenemos aceites de amplio espectro en el portafolio, que son ideales para los fabricantes por contrato, ya que cubren un amplio rango de aplicaciones.
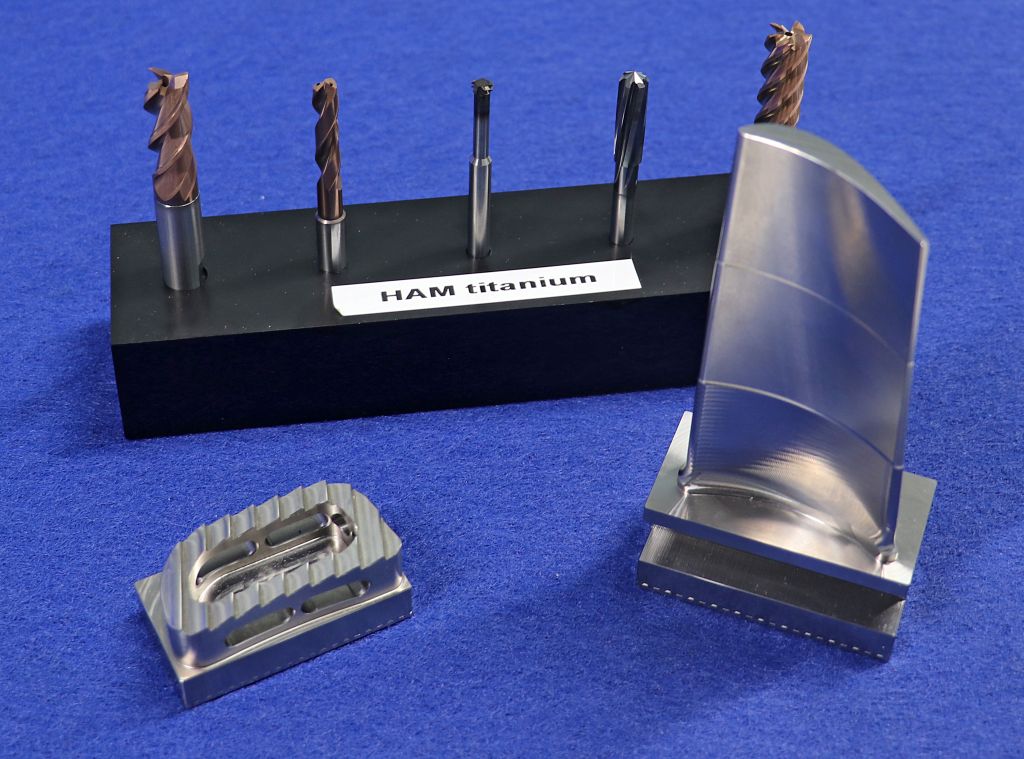
Para los usuarios que desean el máximo rendimiento, generar superficies finas y lograr largas vidas útiles de las herramientas, podemos proporcionar un aceite personalizado para el material con los aditivos correspondientes.” Esto se aplica al mecanizado de titanio.
ATS también para materiales difíciles de mecanizar

Cuando HAM desarrolló una nueva línea de herramientas para estas desafiantes aleaciones de titanio, también quisieron probar la lubricación en seco por aerosol y comparar los resultados con la emulsión KSS. Para ello, los técnicos de aplicaciones diseñaron una pieza especial con diversos procesos de mecanizado: desde el desbaste con iMachining, ranuras completas, pasando por perforación y roscado, hasta el acabado. “Pudimos operar con ATS con los mismos valores de corte que con emulsión y logramos las mismas calidades de superficie y tolerancias”, se muestra entusiasmado Raffael Eberle.
En 2023, HAM organizó un taller sobre el mecanizado de titanio. La escepticismo inicial de los prácticos presentes se transformó en asombro, que continuó con consultas individuales y más pruebas positivas con otros materiales difíciles de mecanizar.
Estar abierto a cambios
“Particularmente en la actualidad, donde hay presión de costos y se exige reducción de CO2, cada mecanizador debería considerar esta alternativa de refrigerante”, dice Raffael Eberle. “Porque si se prescinde de la emulsión, que representa entre el siete y el diez por ciento del costo del proceso de mecanizado, hay más potencial de ahorro que con la herramienta, que representa entre el cuatro y el seis por ciento de los costos de mecanizado.”
HAM Precision ha diseñado sus herramientas de catálogo estándar para que sean generalmente aptas para MMS. Además de la geometría, están equipadas con el HSF (HybridSurfaceFinish) desarrollado específicamente, una preparación del filo de corte y pulido de superficies. Esto reduce la fuerza de impacto, disminuye el desarrollo de calor, asegura un transporte óptimo de virutas y evita el desgaste por acumulación. “Estas características son importantes en cualquier mecanizado, pero especialmente en el mecanizado con mínima cantidad de lubricante”, dice Raffael Eberle. Además, las herramientas de perforación de HAM para el mecanizado MMS tienen una fase de vástago especial que sella completamente la herramienta contra el portaherramientas. Raffael Eberle explica: “La baja presión de solo 10 bar, con la que trabaja el AerosolMaster, no permite que el medio se desplace o se acumule. Gracias a nuestra fase de vástago modificada, el aerosol llega al 100 por ciento al filo y logra el éxito deseado.”
Contacto:


