


Producent narzędzi HAM Präzision udowadnia w swoim Centrum Wydajności, że za pomocą systemu smarowania minimalną ilością AerozolMaster 4000 ATS od KNOLL można osiągnąć doskonałe wyniki obróbcze, nie tylko w aluminium i stali, ale nawet w tytanie. Kluczem do tego jest wytwarzane aerozol, które osadza się na krawędzi narzędzia, zapobiega silnemu rozwojowi ciepła, a następnie niemalże rozpuszcza się w powietrzu. Użytkownicy tym samym otwierają sobie długoterminowe ogromne możliwości oszczędnościowe.

Minimalna ilość smarowania (MMS) wciąż jest w wielu umysłach postrzegana jako brudny i lepiący się proces. To uprzedzenie, któremu Raffael Eberle, który razem z rodzicami Petrą i Günterem Eberle prowadzi interesy producenta narzędzi HAM Präzision, zdecydowanie zaprzecza: „Nie można tego tak powiedzieć. Wszystko zależy od odpowiedniego systemu MMS. W przypadku oferowanego przez KNOLL procesu smarowania na sucho w aerozolu (ATS) wytwarzana jest na przykład ultradrobna mieszanka powietrza i oleju, która podczas procesu obróbczo-skrawającego zapewnia niezbędne smarowanie i chłodzenie. Zużycie jest minimalne, wystarczy kieliszek medium smarnego na godzinę. W ten sposób nie może powstać żadne przyklejanie ani brud.”
Wykształcony inżynier produkcji dokładnie wie, o czym mówi: „W końcu intensywnie zajmujemy się obróbką skrawaniem jako obszarem zastosowań naszych produktów.” HAM Präzision – fabryka narzędzi węglikowych Andreas Maier GmbH w gminie Schwendi w Oberschwaben – produkuje narzędzia z pełnego węglika i diamentów polikrystalicznych (PKD) od 1969 roku. „Mamy standardowy asortyment, który pokrywa wiele przypadków zastosowań. Ale przede wszystkim postrzegamy się jako dostawcę rozwiązań dla szczególnie wymagających zadań obróbczych. Wspieramy naszych klientów w optymalizacji ich procesów, minimalizacji czasów taktowych i oszczędzaniu na wymianie narzędzi. W tym celu opracowujemy narzędzia specjalne i kombinowane, które stanowią około 70 procent naszego wolumenu sprzedaży.”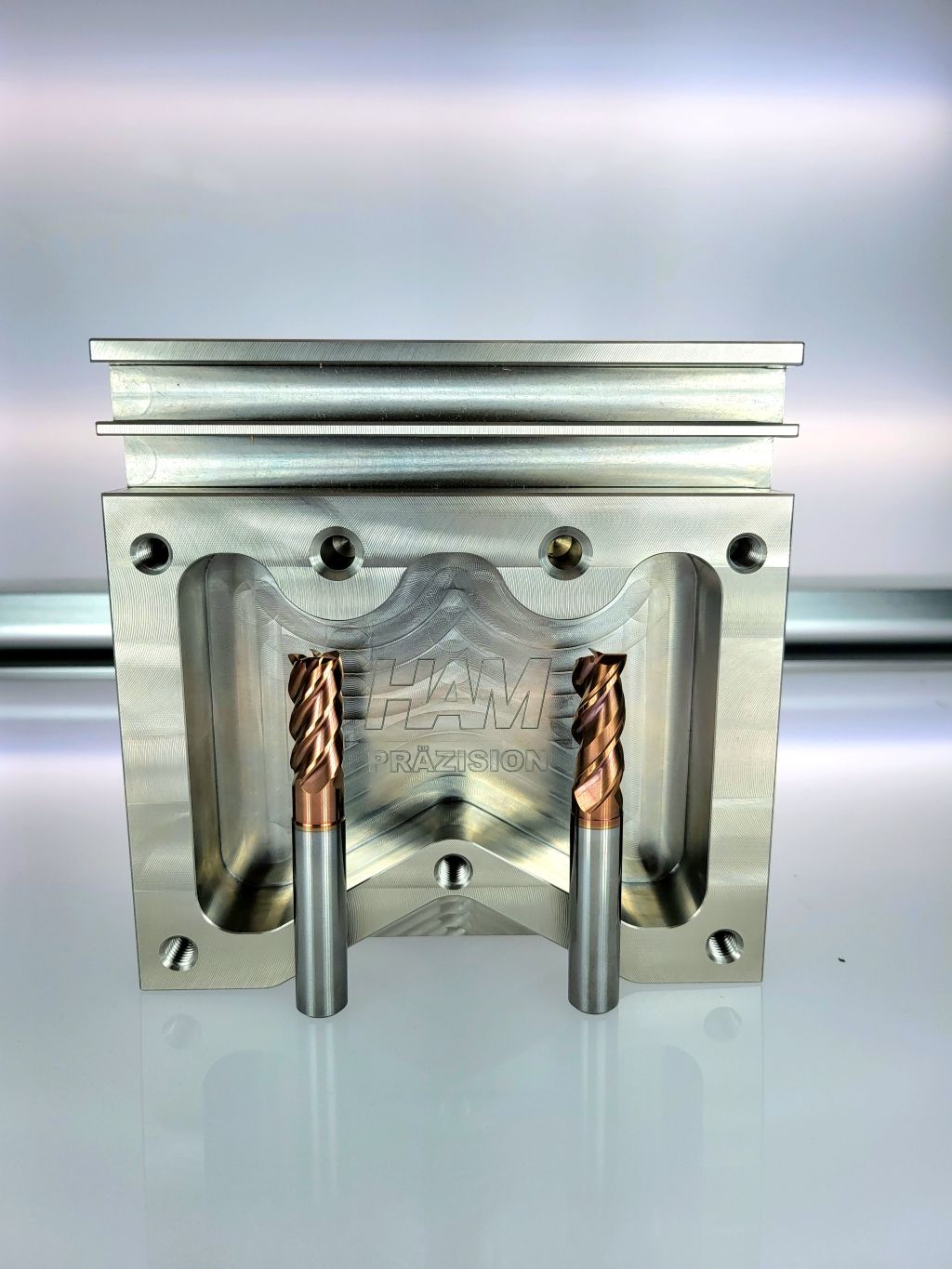
Entuzjazm Raffaela Eberle'a dotyczy analizy procesów i optymalizacji, co nie tylko czyni własną produkcję bardziej efektywną. „Nasze doświadczenia w tej dziedzinie są cenne dla wielu klientów i można je rozwijać w ramach wspólnych projektów”, jest przekonany dyrektor zarządzający HAM. Jednak do tego potrzebne jest odpowiednie pole doświadczalne oraz firmy partnerskie, które są gotowe współpracować nad zoptymalizowanym łańcuchem procesów. W tym kontekście HAM postanowiło w 2019 roku rozpocząć poszukiwania partnerów i z nimi utworzyć Centrum Wydajności, które odwzorowuje taki łańcuch procesów – od cyfrowego elementu przez symulację aż po rzeczywiste skrawanie na maszynie.
Centrum Wydajności HAM obejmuje cały proces produkcji.
„Szukaliśmy i znaleźliśmy odpowiednich partnerów dla Centrum Wydajności“, relacjonuje Raffael Eberle. „Dziś są tutaj obecne renomowane globalne firmy, takie jak Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold i wiele innych, z którymi możemy odwzorować cały proces produkcji.“
Wspólnie z tymi firmami HAM pracuje nad różnymi projektami i organizuje kilka razy w roku praktyczne warsztaty technologiczne mające na celu optymalizację produkcji. Dyrektor zarządzający Günter Eberle, który zajmuje się głównie zadaniami technicznymi, dodaje: „Oczywiście sami korzystamy z HPC, aby pokazać klientom nasze narzędzia z pełnego węglika i PKD w trakcie obróbki oraz zademonstrować zachowanie ostrza i stabilność procesu. HPC jest również dostępne dla naszych partnerów do własnych prób lub do demonstracji w obecności klientów.”
Różne warianty chłodzenia i smarowania
Do centralnych elementów Centrum Wydajności należy pięcioosiowe centrum obróbcze Hermle C 12 U oraz jego zasilanie KSS. Zapewnia je firma KNOLL Maschinenbau z systemem filtracji emulsji KSS oraz nowoczesnym systemem MMS AerosolMaster 4000 ATS. Technik aplikacji HAM, Marc Schäfer, który od początku towarzyszy budowie Centrum Wydajności, podkreśla: „Aby móc sprostać aktualnym i przyszłym wyzwaniom produkcyjnym, ważne jest, abyśmy mogli odwzorować i porównać proces obróbczy z różnymi wariantami chłodzenia i smarowania. Na naszym Hermle C 12 U jesteśmy w stanie pracować z emulsją, ale także całkowicie na sucho – czyli z powietrzem – lub z użyciem suchego smarowania aerozolowego ATS od KNOLL.”
Produkty KNOLL są obecne w produkcji własnej HAM od wielu lat. Niemal wszystkie centra obróbcze są wyposażone w systemy filtracyjne i podajniki wiórów firmy z Bad Saulgau. „Gdy chodzi o idealne zaopatrzenie w KSS i filtrację, KNOLL jest naszym pierwszym kontaktem”, podkreśla Raffael Eberle. W związku z tym odpowiedzialni za HPC chętnie zareagowali na rekomendację Ralfa Spöckera, odpowiedzialnego przedstawiciela handlowego KNOLL, aby dodatkowo zainstalować AerosolMaster w Hermle-BAZ w Centrum Wydajności. „To nie był duży wysiłek”, potwierdza Marc Schäfer. „AerosolMaster to tylko stosunkowo mała skrzynka do dostarczenia. Hermle dostarczyło wymaganą interfejs, a reszta była praktycznie plug & play.”
Decydująca różnica
Doświadczenia, jakie HAM zdobył z aerozolowym smarowaniem na sucho, są zdecydowanie pozytywne. „To niezwykle innowacyjna technologia,” ocenia Marc Schäfer. „Różni się ona od innych systemów MMS szczególnie drobną mgiełką medium smarnego.”
Benjamin Hailfinger, menedżer produktu KNOLL dla AerosolMaster, precyzuje: „Nasza opatentowana metoda zapewnia, że z syntetycznego oleju i powietrza powstaje bardzo drobna, stabilna aerozol, którą dostarczamy bezpośrednio na krawędź narzędzia nawet przy wysokich prędkościach obrotowych. Gdyby krople oleju były większe – jak to ma miejsce w niektórych innych systemach MMS – byłyby wyrzucane na zewnątrz w wyniku rotacji, co skutkowałoby tym, że lądowałyby nie na krawędzi, lecz na ściance maszyny. Nasz drobny aerozol smaruje w odpowiednim miejscu i w pewnym sensie paruje.”
Zrównoważony i energooszczędny

Marc Schäfer uważa zastosowanie KNOLL AerosolMaster za wartościowe z wielu względów: „Po pierwsze, osiągamy pożądane smarowanie na ostrzu narzędzia, co zwiększa trwałość narzędzi. Dzięki zużyciu oleju wynoszącemu tylko 3 do 25 ml/h proces jest oszczędny w zasoby, zrównoważony i energooszczędny. Oszczędzam również na czyszczeniu KSS, nie potrzebuję pomiaru pH ani dodatków zapobiegających rozwojowi grzybów.” Dodatkowo maszyna pozostaje czysta, a detale często można obrabiać dalej bez wcześniejszego czyszczenia.
Kolega Schäfera w HPC, technik aplikacji Michael Schließer, dodaje przykład: „Mieliśmy element z branży medycznej, który po konwencjonalnej obróbce musiał przejść przez dziesięć różnych zbiorników do czyszczenia i stacji kontrolnych. Po obróbce ATS pozostały tylko cztery stacje.”
Günter Eberle zwraca uwagę, że „jesteśmy w stanie zrealizować prawie każdą obróbkę skrawaniem za pomocą systemu KNOLL MMS, od aluminium przez stal po tytan – co większość obróbców skrawaniem ma trudności w uwierzeniu. Ale pokazujemy tutaj na żywo, że to, co wydaje się niemożliwe, jest jak najbardziej możliwe.”
A KNOLL wspiera HAM w optymalizacji procesów, aż po wybór oleju. Specjalista ATS, Hailfinger, wyjaśnia: „Mamy w ofercie oleje wielozadaniowe, które są idealne dla zleceniodawców, ponieważ obejmują szeroki zakres zastosowań.
Dla użytkowników, którzy oczekują najwyższej wydajności, chcą uzyskać najdelikatniejsze powierzchnie i długie czasy eksploatacji narzędzi, możemy dostarczyć olej dostosowany do materiału z odpowiednimi dodatkami. Tak było w przypadku obróbki tytanu.
ATS również dla trudnoskrawnych materiałów.

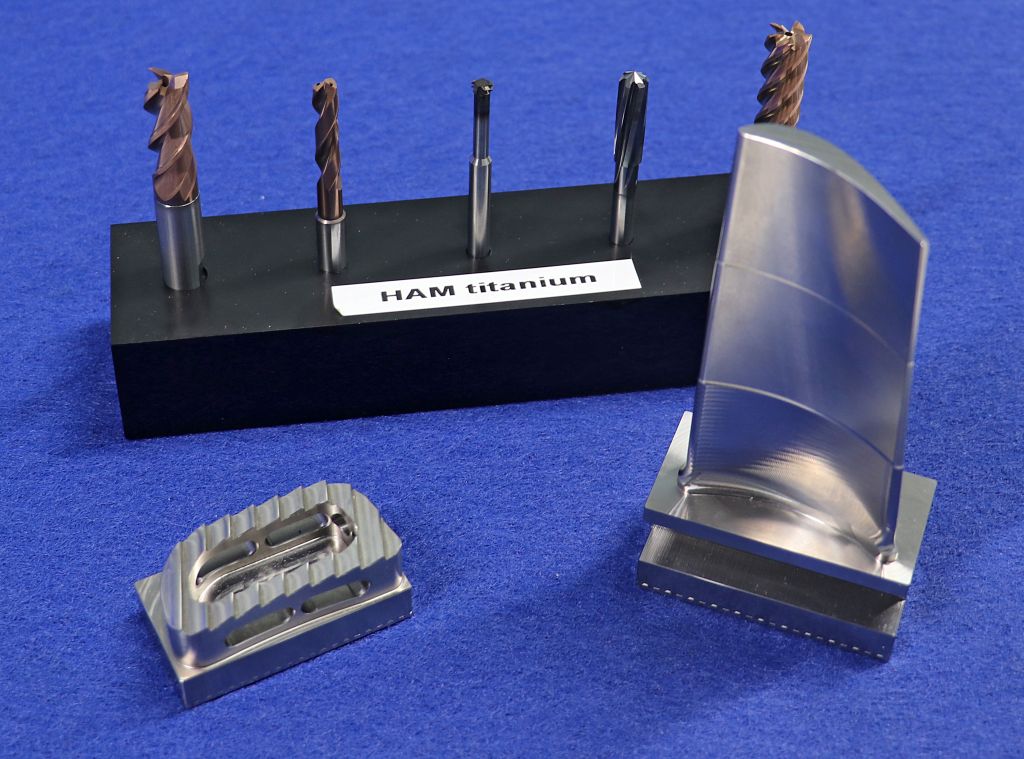
Kiedy HAM opracował nową linię narzędzi do trudnych stopów tytanu, postanowili również przetestować aerozolowe smarowanie na sucho i porównać wyniki z emulsją KSS. W tym celu inżynierowie aplikacji zaprojektowali specjalny element z różnymi operacjami – od roughingu z iMachining, przez frezowanie pełnych rowków, wiercenie i gwintowanie, aż po wykańczanie. „Z ATS mogliśmy uzyskać te same parametry skrawania, co z emulsją, osiągając również te same jakości powierzchni i tolerancje”, z entuzjazmem mówi Raffael Eberle.
W 2023 roku HAM zorganizował warsztaty na temat obróbki tytanu. Początkowa sceptycyzm obecnych praktyków ustąpił miejsca zdumieniu, które przejawiało się w indywidualnych zapytaniach i dalszych pozytywnych testach z innymi trudnymi do obróbki materiałami.
Być otwartym na zmiany
„Szczególnie w obecnych czasach, gdy panuje presja kosztowa i wymagana jest redukcja CO2, każdy obróbkarz powinien rozważyć tę alternatywę dla chłodziw i smarów“, mówi Raffael Eberle. „Ponieważ rezygnując z emulsji, która stanowi od siedmiu do dziesięciu procent kosztów procesu obróbczej, można znaleźć większy potencjał oszczędności niż w przypadku narzędzi, które stanowią od czterech do sześciu procent kosztów obróbczych.“
HAM Präzision zaprojektował swoje standardowe narzędzia katalogowe tak, aby były kompatybilne z MMS. Oprócz geometrii, zostały one wyposażone w opracowaną przez nas technologię HSF (HybridSurfaceFinish), która obejmuje przygotowanie krawędzi skrawających oraz polerowanie powierzchni. To zmniejsza wpływ siły, redukuje rozwój ciepła, zapewnia optymalny transport wiórów i zapobiega powstawaniu krawędzi narzędzi. „Te właściwości są ważne w każdej obróbce skrawaniem, ale szczególnie w przypadku minimalnej ilości smarowania,” mówi Raffael Eberle. Dodatkowo narzędzia wiertarskie HAM do obróbki MMS mają specjalne fazy na trzonie, które całkowicie uszczelniają narzędzie w stosunku do uchwytu. Raffael Eberle wyjaśnia: „Niski ciśnienie wynoszące zaledwie 10 bar, z jakim działa AerosolMaster, nie pozwala na uchylanie się ani gromadzenie medium. Dzięki naszej zmodyfikowanej fazie na trzonie, aerozol dociera w 100 procentach do krawędzi skrawającej i osiąga pożądany efekt.”
Kontakt:


