


Виробник інструментів HAM Präzision доводить у своєму Центрі продуктивності, що за допомогою системи мінімального змащення AerosolMaster 4000 ATS від KNOLL можна досягти ідеальних результатів обробки не лише в алюмінії та сталі, а навіть у титані. Ключем до цього є створений аерозоль, який осідає на ріжучій кромці інструменту, запобігає сильному нагріванню і потім фактично розчиняється в повітрі. Користувачі таким чином відкривають для себе довгостроковий величезний потенціал економії.

Мінімальна кількість мастила (MMS) досі в багатьох умах асоціюється з брудним і липким процесом. Це упередження, з яким рішуче не погоджується Раффаель Еберле, який разом з батьками Петрою та Гюнтером Еберле керує бізнесом виробника інструментів HAM Präzision: «Це не зовсім так. Все залежить від правильного MMS-системи. Наприклад, у процесі аерозольного сухого змащення (ATS), що пропонується компанією KNOLL, створюється ультратонка суміш повітря та олії, яка забезпечує необхідне змащення та охолодження під час процесу обробки. Споживання мінімальне, достатньо одного шотного стаканчика мастила на годину. Таким чином, не може виникнути ні залипання, ні бруд.»
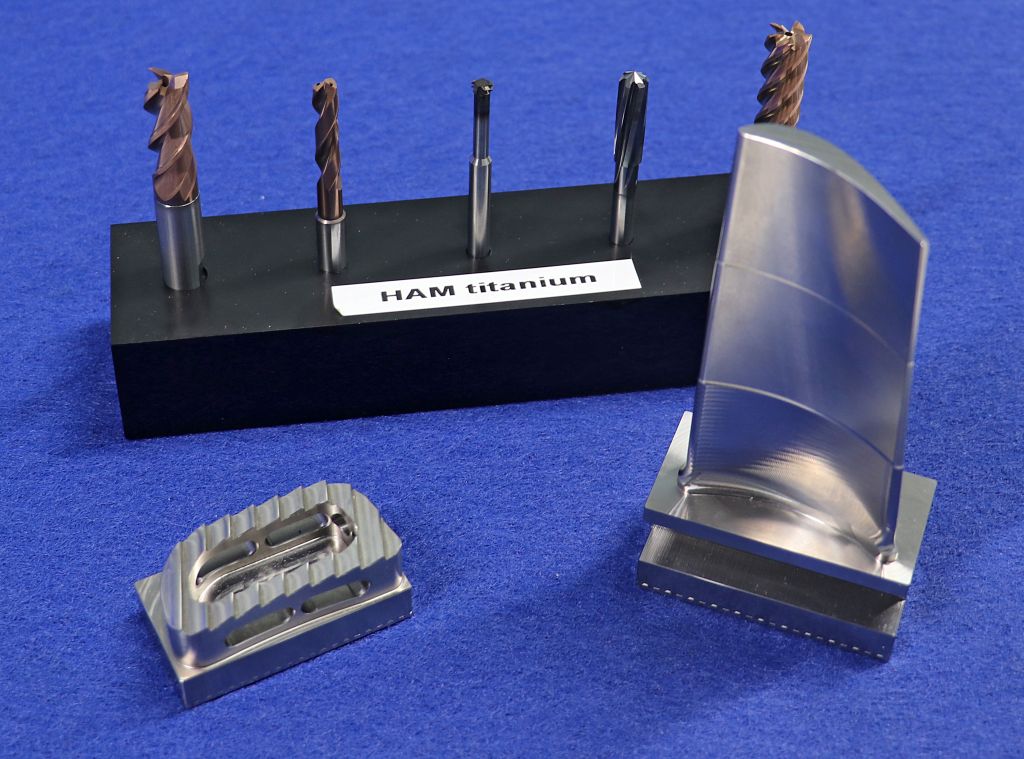
Випускник факультету виробничих технологій точно знає, про що говорить: «Зрештою, ми активно займаємося обробкою як сферою застосування наших продуктів». HAM Präzision – фабрика твердосплавних інструментів Andreas Maier GmbH у обершвабському муніципалітеті Швенді – виробляє інструменти з цільного твердого сплаву та полі кристалічних алмазів (PKD) з 1969 року. «У нас є стандартний асортимент, який охоплює багато випадків використання. Але ми в першу чергу бачимо себе як постачальників рішень для особливо складних завдань обробки. Ми підтримуємо наших клієнтів у оптимізації їхніх процесів, мінімізації часу циклу та економії на заміні інструментів. Для цього ми розробляємо спеціальні та комбіновані інструменти, які складають близько 70 відсотків нашого обсягу продажів».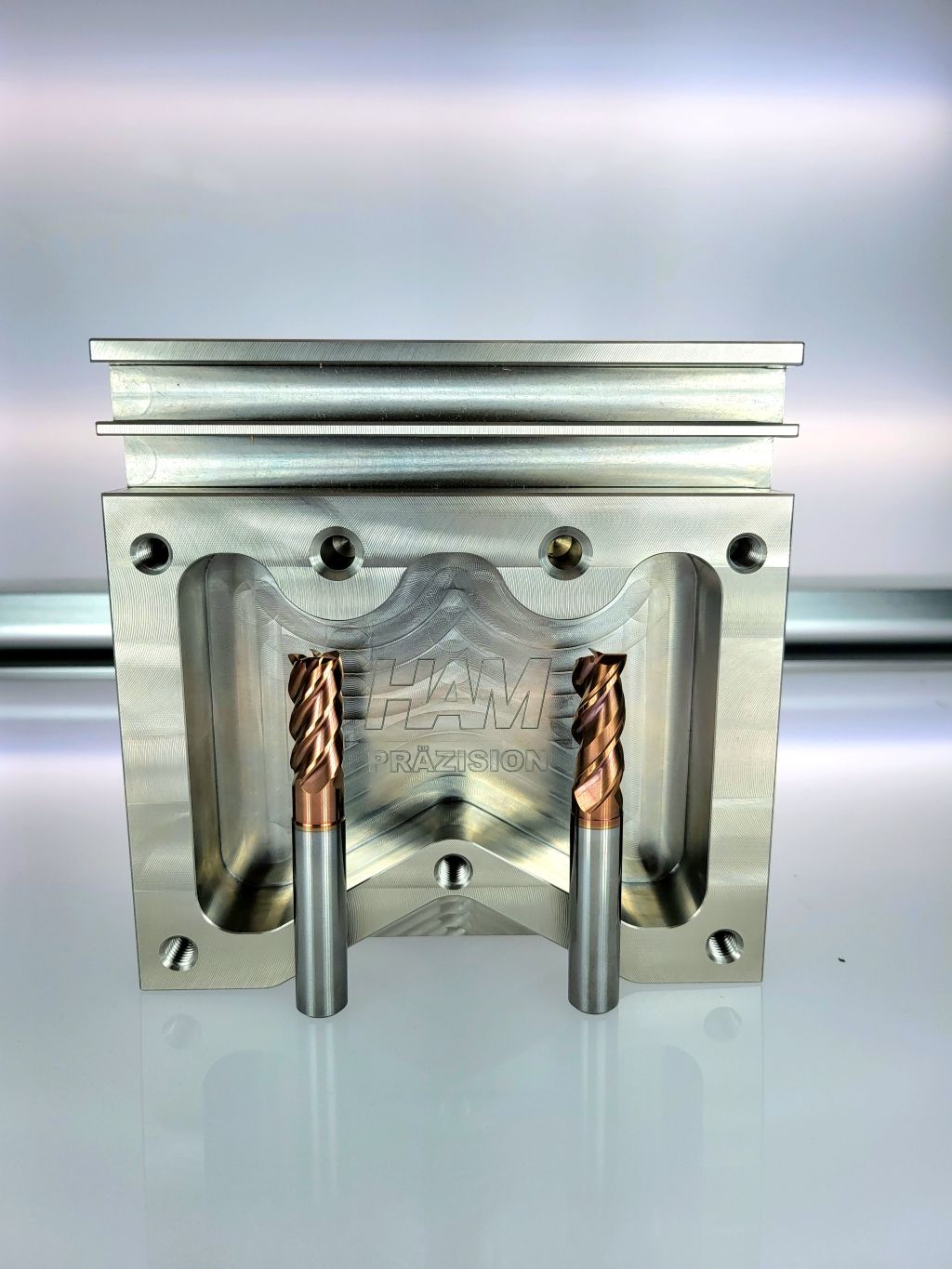
Захоплення Раффаеля Еберле полягає в аналізі процесів та їх оптимізації, що робить не лише власне виробництво ефективнішим. «Наші досвіди в цій сфері є цінними для багатьох клієнтів, і їх можна розширити в спільних проектах», - впевнений директор HAM. Але для цього потрібне відповідне випробувальне поле та партнерські компанії, які готові працювати над оптимізованим процесом. У цьому контексті HAM вирішила в 2019 році розпочати пошук партнерів і створити з ними Центр продуктивності, який відображає таку процесну ланцюг – від цифрової деталі через симуляцію до фактичної обробки на верстаті.
Центр продуктивності HAM охоплює весь процес виробництва.
„Ми шукали і знайшли відповідних партнерів для Центру продуктивності“, повідомляє Раффаель Еберле. „Сьогодні тут представлені відомі глобальні гравці, такі як Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold та багато інших, з якими ми можемо відобразити весь процесний ланцюг.“
Разом з цими компаніями HAM працює над різними проектами та проводить кілька разів на рік практично орієнтовані технологічні семінари для оптимізації виробництва. Директор Гюнтер Еберле, який переважно займається технічними завданнями, додає: «Звісно, ми самі використовуємо HPC, щоб демонструвати нашим клієнтам наші повноциліндрові та PKD інструменти під час обробки, а також демонструвати поведінку різання та стабільність процесу. Також HPC доступний нашим партнерам для власних випробувань або для демонстрацій у присутності клієнтів.»
Різні варіанти охолодження та змащення
До центральних елементів Центру продуктивності належать 5-осьовий обробний центр Hermle C 12 U та його постачання охолоджуючої рідини. Це забезпечує компанія KNOLL Maschinenbau з установкою фільтрації емульсії для охолоджуючої рідини та сучасною системою MMS AerosolMaster 4000 ATS. Технік з застосування HAM Марк Шефер, який з самого початку супроводжував створення Центру продуктивності, зазначає: «Щоб впоратися з поточними та майбутніми викликами виробництва, важливо, щоб ми могли відображати та порівнювати процес обробки з різними варіантами охолодження та змащення. На нашому Hermle C 12 U ми здатні працювати з емульсією, але також і з повітрям – тобто повністю сухою обробкою – або ж з аерозольним сухим змащенням ATS від KNOLL.»
Продукти KNOLL вже багато років присутні у власному виробництві HAM. Практично всі обробні центри оснащені фільтраційними системами та транспортером стружки компанії з Бад Зальгау. «Коли мова йде про ідеальне постачання та фільтрацію охолоджуючої рідини, KNOLL є нашим першим партнером», - підкреслює Раффаель Еберле. Відповідно, відповідальні за HPC з радістю відреагували на рекомендацію Ральфа Шпекера, відповідального регіонального менеджера з продажу KNOLL, додатково встановити AerosolMaster на Hermle-BAZ у Центрі продуктивності. «Це не було великим зусиллям», - підтверджує Марк Шефер. «AerosolMaster - це лише відносно маленький, додатковий блок. Hermle забезпечила необхідний інтерфейс, а решта була фактично plug & play.»
Вирішальна різниця
Досвід, який компанія HAM отримала з аерозольним сухим змащенням, в цілому позитивний. «Це надзвичайно інноваційна технологія», - оцінює Марк Шефер. «Вона відрізняється від інших MMS-систем особливо тонким розпиленням змащувального середовища».
Бенджамін Хайльфінгер, менеджер продукту KNOLL для AerosolMaster, уточнює: «Наш запатентований процес забезпечує утворення дуже тонкого, стабільного аерозолю з синтетичного масла та повітря, який ми також безпосередньо подаємо на ріжучу кромку при високих обертах. Якби масляні краплі були більшими – як це має місце в деяких інших MMS-системах – вони б викидалися назовні під час обертання, внаслідок чого потрапляли б не на ріжучу кромку, а на стінку машини. Наш тонкий аерозоль змащує в потрібному місці і при цьому, можна сказати, випаровується.»
Сталий та енергоефективний

Марко Шефер вважає використання KNOLL AerosolMaster цінним з багатьох причин: «По-перше, ми досягаємо бажаного змащення на ріжучій кромці інструмента, що збільшує термін служби інструментів. Споживання олії всього 3 до 25 мл/год робить процес ресурсозберігаючим, стійким і енергоефективним. Я також економлю на очищенні KSS, не потребую вимірювання pH і жодних добавок, які запобігають грибковим ураженням.» Крім того, машина залишається чистою, а деталі часто можна обробляти далі без попереднього очищення.
Колега Шефера в HPC, технік з обробки Майкл Шліфер, наводить приклад: «У нас була деталь з медичної техніки, яка після традиційної обробки проходила десять різних очищувальних ванн і контрольних станцій. Після ATS-обробки їх залишилося лише чотири.»
Гюнтер Еберле зазначає, що «ми здатні відобразити практично будь-яку обробку з KNOLL MMS-системою, від алюмінію до сталі та титану – що більшість обробників навряд чи можуть повірити. Але ми показуємо тут наживо, що нібито неможливе цілком можливе.»
І KNOLL підтримує HAM у оптимізації процесів, включаючи вибір олії. Фахівець ATS Хайльфінгер пояснює: «У нас є універсальні олії в портфоліо, які ідеально підходять для контрактних виробників, оскільки охоплюють широкий спектр застосувань.
Для користувачів, які бажають найвищої продуктивності, генерувати найтонші поверхні та досягати високих термінів служби інструментів, ми можемо запропонувати олію, що відповідає матеріалу, з відповідними добавками.» Так сталося для обробки титану.
ATS також для важко оброблюваних матеріалів

Коли HAM розробила нову лінію інструментів для цих складних титанових сплавів, вони також хотіли протестувати аерозольне сухе змащення і порівняти результати з емульсією KSS. Для цього техніки з обробки розробили спеціальну деталь з різними обробками – від грубої обробки з iMachining, повних пазів, через свердління та різьблення до фінішної обробки. «Ми змогли з ATS досягти тих самих швидкостей різання, що й з емульсією, і досягли також тих самих якостей поверхні та допусків», - з ентузіазмом зазначає Раффаель Еберле.
У 2023 році HAM провела семінар на тему обробки титану. Початкова скептичність присутніх практиків змінилася на подив, яке продовжилося в індивідуальних запитах та подальших позитивних тестах з іншими важко оброблюваними матеріалами.
Бути відкритим до змін
«Особливо в нинішній час, коли існує тиск на витрати і вимагається зменшення CO2, кожен обробник повинен розглянути цю альтернативу охолоджуючого змащення», - говорить Раффаель Еберле. «Адже якщо відмовитися від емульсії, яка становить від семи до десяти відсотків витрат на обробку, є більше потенціалу для економії, ніж з інструментом, який коштує чотири до шести відсотків витрат на обробку.»
HAM Precision тепер загалом зробила свої стандартні каталогічні інструменти придатними для MMS. Вони додатково до геометричного оформлення оснащені спеціально розробленим HSF (HybridSurfaceFinish), підготовкою ріжучих країв та поліруванням поверхні. Це зменшує вплив сили, знижує тепловиділення, забезпечує оптимальний відведення стружки та запобігає утворенню наростів. «Ці властивості важливі при будь-якій обробці, але особливо при мінімальному змащенні», - говорить Раффаель Еберле. Крім того, свердлильні інструменти HAM для обробки MMS мають спеціальний конус, який повністю герметизує інструмент від патрона. Раффаель Еберле пояснює: «Низький тиск всього 10 бар, з яким працює AerosolMaster, не дозволяє середовищу уникати або осідати. Завдяки нашому модифікованому конусу аерозоль досягає 100 відсотків на ріжучій кромці і досягає бажаного успіху.»
Контакт:


