


Il produttore di utensili HAM Precision dimostra nel suo Performance Center che con il sistema di lubrificazione a minima quantità AerosolMaster 4000 ATS di KNOLL si possono ottenere risultati di lavorazione perfetti, non solo in alluminio e acciaio, ma anche in titanio. La chiave è l'aerosol generato, che si deposita sulla lama dell'utensile, evitando un forte sviluppo di calore e poi praticamente si dissolve nell'aria. Gli utenti possono così sbloccare un enorme potenziale di risparmio a lungo termine.

La lubrificazione a minima quantità (MMS) è ancora nella mente di molti come un processo sporco e appiccicoso. Un pregiudizio che Raffael Eberle, che insieme ai suoi genitori Petra e Günter Eberle gestisce l'azienda produttrice di utensili HAM Precision, contraddice nettamente: „Non si può dire così. Dipende dal giusto sistema MMS. Nel processo di lubrificazione secca ad aerosol (ATS) offerto da KNOLL, ad esempio, si genera una miscela di aria e olio ultrafine, che durante il processo di lavorazione garantisce la lubrificazione e il raffreddamento necessari. Il consumo è minimo, un bicchierino di lubrificante all'ora è sufficiente. Così non si può formare né incollaggio né sporcizia.”
Il tecnico di produzione sa esattamente di cosa sta parlando: „Dopotutto, ci occupiamo intensamente della lavorazione come campo di applicazione dei nostri prodotti.” HAM Precision – la fabbrica di utensili in carburo cementato Andreas Maier GmbH nel comune di Schwendi in Oberschwaben – produce utensili in carburo pieno e diamanti policristallini (PKD) dal 1969. „Abbiamo una gamma standard che copre molti casi d'uso. Ma ci consideriamo principalmente fornitori di soluzioni per compiti di lavorazione particolarmente impegnativi. Supportiamo i nostri clienti nell'ottimizzare i loro processi, minimizzare i tempi di ciclo e risparmiare sui cambi utensile. Per questo sviluppiamo utensili speciali e combinati, che costituiscono circa il 70% del nostro volume d'affari.”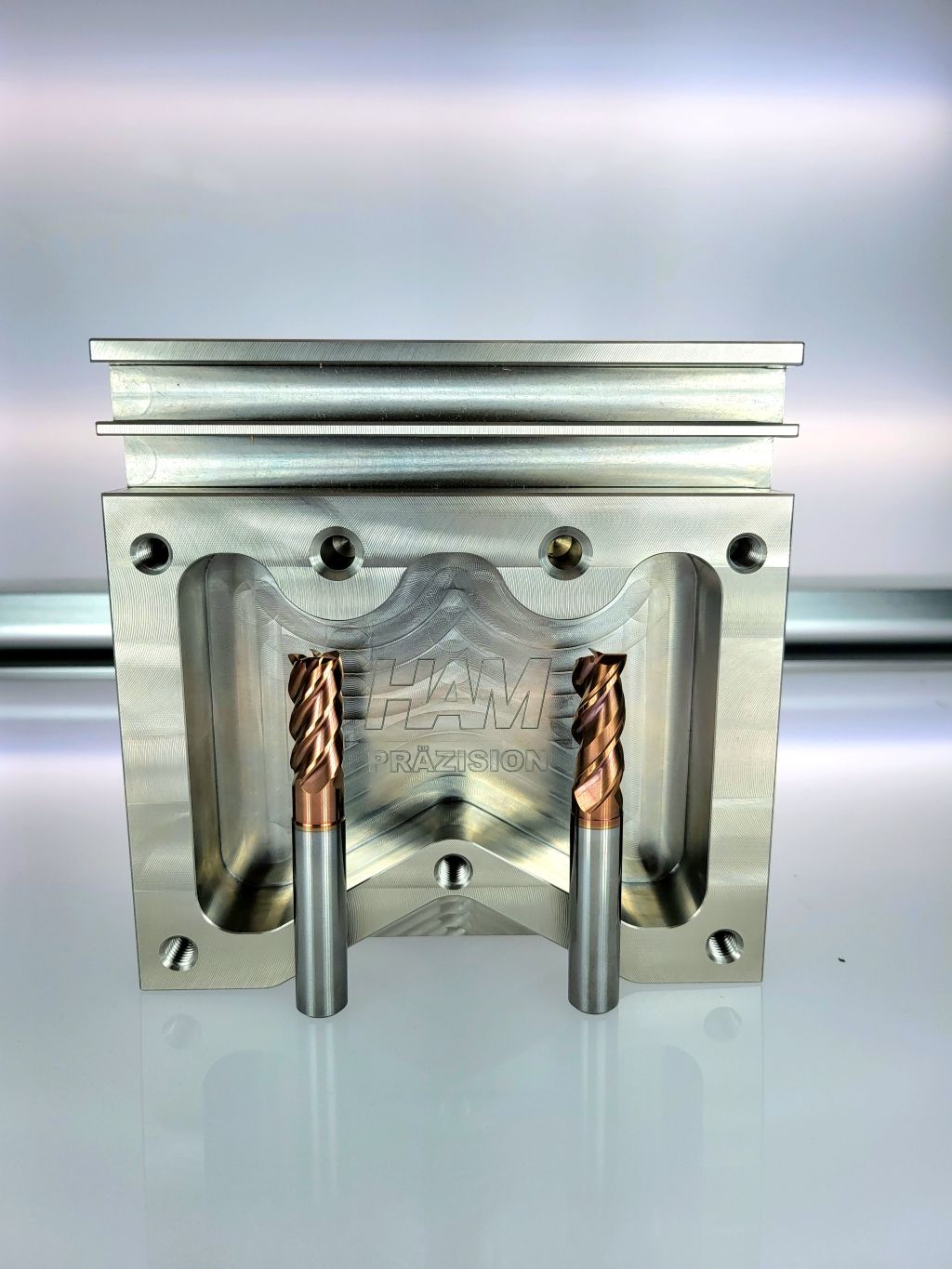
L'entusiasmo di Raffael Eberle è rivolto all'analisi e all'ottimizzazione dei processi, il che non rende solo la propria produzione più efficiente. „Le nostre esperienze in questo campo sono preziose per molti clienti e possono essere ampliate in progetti comuni”, è convinto il direttore di HAM. Tuttavia, è necessario un campo di prova adatto e aziende partner pronte a collaborare a una catena di processo ottimizzata. In questo contesto, HAM ha deciso nel 2019 di cercare partner e di istituire con loro un Performance Center che rappresenti una tale catena di processo – dal pezzo digitale alla simulazione fino alla lavorazione effettiva sulla macchina.
Il Performance Center HAM rappresenta l'intera catena di processo
„Abbiamo cercato e trovato partner adatti per il Performance Center”, riporta Raffael Eberle. „Oggi sono rappresentati qui rinomati attori globali, come Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold e molti altri, con i quali rappresentiamo l'intera catena di processo.”
Insieme a queste aziende, HAM lavora a vari progetti e organizza più volte all'anno workshop pratici sulla tecnologia per l'ottimizzazione della produzione. Il direttore Günter Eberle, che si occupa principalmente di questioni tecniche, aggiunge: „Naturalmente utilizziamo noi stessi l'HPC per mostrare ai clienti i nostri utensili in carburo pieno e PKD sotto truciolo e per dimostrare il comportamento di taglio e la stabilità del processo. Inoltre, l'HPC è a disposizione dei nostri partner per prove proprie o per dimostrazioni in presenza di clienti.”
Diverse varianti di raffreddamento e lubrificazione
Tra gli elementi centrali del Performance Center ci sono un centro di lavorazione a 5 assi Hermle C 12 U e il suo approvvigionamento KSS. Questo è fornito da KNOLL Maschinenbau con un impianto di filtrazione per emulsione KSS e il moderno sistema MMS AerosolMaster 4000 ATS. Il tecnico applicativo di HAM Marc Schäfer, che ha seguito la creazione del Performance Center fin dall'inizio, chiarisce: „Per affrontare le sfide produttive attuali e future, è importante che possiamo rappresentare e confrontare il processo di lavorazione con diverse varianti di raffreddamento e lubrificazione. Sulla nostra Hermle C 12 U siamo in grado di lavorare con emulsione, ma anche con aria – quindi completamente a secco – o con la lubrificazione secca ad aerosol ATS di KNOLL.”
I prodotti KNOLL sono presenti da molti anni nella produzione interna di HAM. Quasi tutti i centri di lavorazione sono dotati di impianti di filtrazione e trasportatori di trucioli dell'azienda di Bad Saulgau. „Quando si tratta di approvvigionamento e filtrazione KSS perfetti, KNOLL è il nostro primo interlocutore”, sottolinea Raffael Eberle. Di conseguenza, i responsabili dell'HPC hanno accolto con favore la raccomandazione di Ralf Spöcker, il responsabile vendite di zona di KNOLL, di installare anche l'AerosolMaster nel centro di lavorazione Hermle dell'HPC. „Non è stato un grande sforzo”, conferma Marc Schäfer. „L'AerosolMaster è solo un piccolo box da aggiungere. Hermle ha fornito l'interfaccia necessaria e il resto era praticamente plug & play.”
La differenza decisiva
Le esperienze che HAM ha avuto con la lubrificazione secca ad aerosol sono complessivamente positive. „È una tecnologia estremamente innovativa”, giudica Marc Schäfer. „Si distingue da altri sistemi MMS per la particolare finezza della nebulizzazione del lubrificante.”
Benjamin Hailfinger, product manager di KNOLL per l'AerosolMaster, precisa: „Il nostro processo brevettato garantisce che da un olio sintetico e aria si generi un aerosol molto fine e stabile, che portiamo direttamente al tagliente anche a elevate velocità. Se le gocce d'olio fossero più grandi – come avviene in alcuni altri sistemi MMS – verrebbero centrifugate verso l'esterno dalla rotazione, con l'effetto che non atterrebbero sul tagliente, ma sulla parete della macchina. Il nostro aerosol fine lubrifica nel posto giusto e si vaporiza in un certo senso.”
Sostenibile ed energeticamente efficiente

Marc Schäfer considera l'uso del KNOLL AerosolMaster prezioso sotto molti aspetti: "Da un lato otteniamo la lubrificazione desiderata sul bordo dell'utensile, il che aumenta la durata degli utensili. Con un consumo di olio di soli 3-25 ml/h, il processo è rispettoso delle risorse, sostenibile ed energeticamente efficiente. Inoltre, risparmio sulla pulizia del KSS, non ho bisogno di misurazioni del pH e di additivi per prevenire la formazione di funghi." Inoltre, la macchina rimane pulita e i pezzi possono spesso essere lavorati ulteriormente senza una pulizia preliminare.
Il collega di Schäfer nell'HPC, il tecnico applicativo Michael Schließer, aggiunge un esempio: "Avevamo un componente della tecnologia medica che doveva passare attraverso dieci diversi bacini di pulizia e stazioni di prova dopo la lavorazione convenzionale. Dopo la lavorazione ATS, erano solo quattro stazioni."
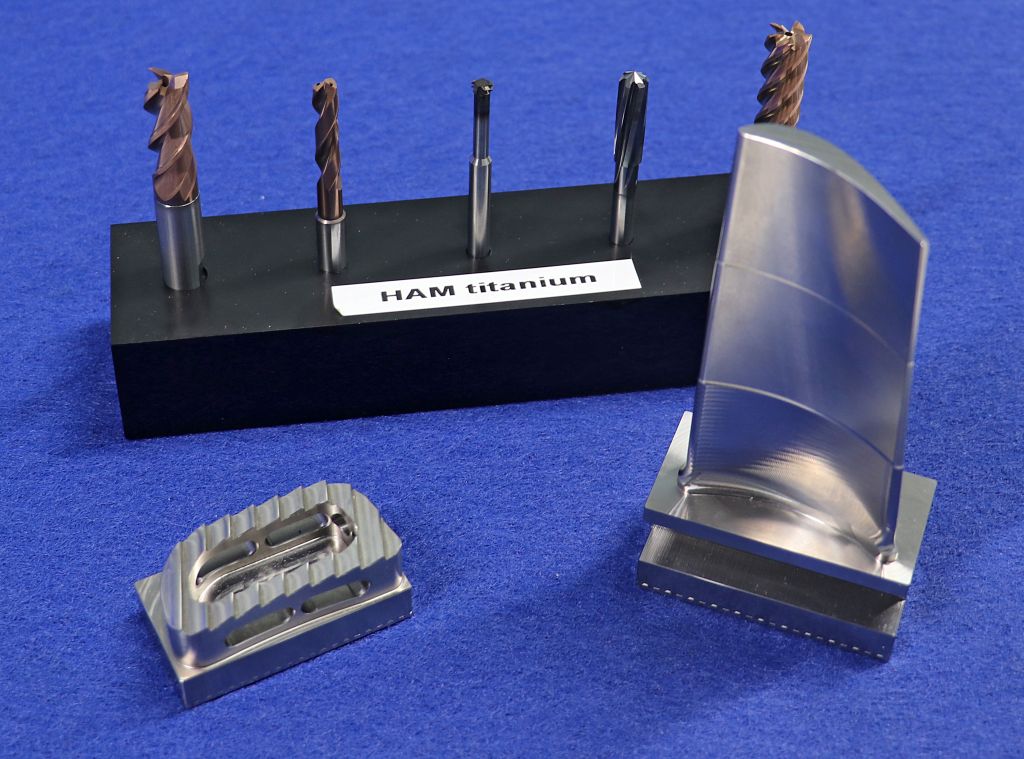
Günter Eberle sottolinea che "siamo in grado di rappresentare quasi ogni lavorazione con il sistema KNOLL MMS, dall'alluminio all'acciaio fino al titanio - cosa che la maggior parte dei tornitori fatica a credere. Ma qui dimostriamo dal vivo che ciò che sembra impossibile è assolutamente possibile."
E KNOLL supporta HAM nell'ottimizzazione dei processi fino alla scelta dell'olio. L'esperto ATS Hailfinger spiega: "Abbiamo oli a banda larga nel nostro portafoglio, ideali per i produttori a contratto, poiché coprono un ampio spettro di applicazioni.
Per gli utenti che desiderano la massima performance, generare superfici fini e ottenere elevate durate degli utensili, possiamo fornire un olio su misura per il materiale con additivi appropriati." Così è avvenuto per la lavorazione del titanio.
ATS anche per materiali difficili da lavorare

Quando HAM ha sviluppato una nuova linea di utensili per queste leghe di titanio impegnative, volevano anche testare la lubrificazione a secco ad aerosol e confrontare i risultati con l'emulsione KSS. A tal fine, i tecnici applicativi hanno progettato un componente speciale con vari tipi di lavorazione - dalla sgrossatura con iMachining, fresature complete, forature e filettature fino alla finitura. "Siamo riusciti a ottenere gli stessi valori di taglio con ATS come con l'emulsione e abbiamo raggiunto anche le stesse qualità superficiali e tolleranze", si mostra entusiasta Raffael Eberle.
Nel 2023, HAM ha poi organizzato un workshop sulla lavorazione del titanio. Lo scetticismo iniziale dei praticanti presenti è stato sostituito da uno stupore che si è tradotto in richieste individuali e ulteriori test positivi con altri materiali difficili da lavorare.
Essere aperti ai cambiamenti
"Proprio in questo periodo attuale, in cui c'è pressione sui costi e si richiede la riduzione delle emissioni di CO2, ogni tornitore dovrebbe considerare questa alternativa al lubrificante refrigerante", afferma Raffael Eberle. "Perché se si rinuncia all'emulsione, che rappresenta comunque il sette-dieci percento dei costi del processo di lavorazione, c'è un potenziale di risparmio maggiore rispetto all'utensile, che incide per il quattro-sei percento sui costi di lavorazione."
HAM Precision ha ora progettato i suoi utensili standard del catalogo in modo che siano generalmente compatibili con MMS. Sono dotati, oltre alla progettazione geometrica, di un HSF (HybridSurfaceFinish) appositamente sviluppato, una preparazione del bordo di taglio e una lucidatura della superficie. Questo riduce l'impatto della forza, riduce lo sviluppo di calore, garantisce un trasporto ottimale dei trucioli e previene la formazione di bordi di attacco. "Queste caratteristiche sono importanti in qualsiasi lavorazione, ma particolarmente nella lubrificazione a minima quantità", afferma Raffael Eberle. Inoltre, gli utensili da foratura HAM per la lavorazione MMS presentano una speciale fase del gambo che sigilla completamente l'utensile rispetto al portautensile. Raffael Eberle spiega: "La bassa pressione di soli 10 bar con cui lavora l'AerosolMaster non consente deviazioni o accumuli del mezzo. Grazie alla nostra fase del gambo modificata, l'aerosol arriva al 100% al bordo di taglio e ottiene il successo desiderato."
Contatto:


