


Proizvajalec orodij HAM Präzision dokazuje v svojem Performance Centru, da je mogoče z minimalnim sistemom mazanja AerosolMaster 4000 ATS podjetja KNOLL doseči popolne obdelovalne rezultate, ne le pri aluminiju in jeklu, temveč tudi pri titanu. Ključ do tega je aerosol, ki se nanese na rezilo orodja, preprečuje močno razvoj toplote in se nato praktično raztopi v zraku. Uporabniki tako dolgoročno odpirajo ogromno potenciala za prihranke.

Minimalna količina maziva (MMS) je še vedno v mnogih glavah zakoreninjena kot umazan in lepljiv postopek. Predsodek, s katerim se Raffael Eberle, ki skupaj s starši Petro in Günterjem Eberle vodi posle proizvajalca orodij HAM Präzision, odločno ne strinja: „Tega ne moremo reči. Odvisno je od pravega MMS sistema. Pri aerosolu suhega mazanja (ATS), ki ga ponuja KNOLL, se na primer ustvari ultrafina mešanica zraka in olja, ki med postopkom obdelave zagotavlja potrebno mazanje in hlajenje. Poraba je minimalna, dovolj je že en kozarček za žgane pijače maziva na uro. Tako ne more priti do lepljenja in umazanije.“
Izobraženi proizvodni tehnik natančno ve, o čem govori: „Nazadnje se intenzivno ukvarjamo z obdelavo kot področjem uporabe naših izdelkov.“ HAM Präzision – tovarna trdnih kovinskih orodij Andreas Maier GmbH v obšvabski občini Schwendi – proizvaja orodja iz trdnega kovine in polikristalnih diamantov (PKD) od leta 1969. „Imamo standardni asortiman, ki pokriva številne primere uporabe. Vendar se predvsem vidimo kot ponudniki rešitev za posebej zahtevne naloge obdelave. Našim strankam pomagamo optimizirati njihove procese, minimizirati časovne cikle in prihraniti pri menjavi orodij. Za to razvijamo posebna in kombinirana orodja, ki predstavljajo približno 70 odstotkov našega prihodka.“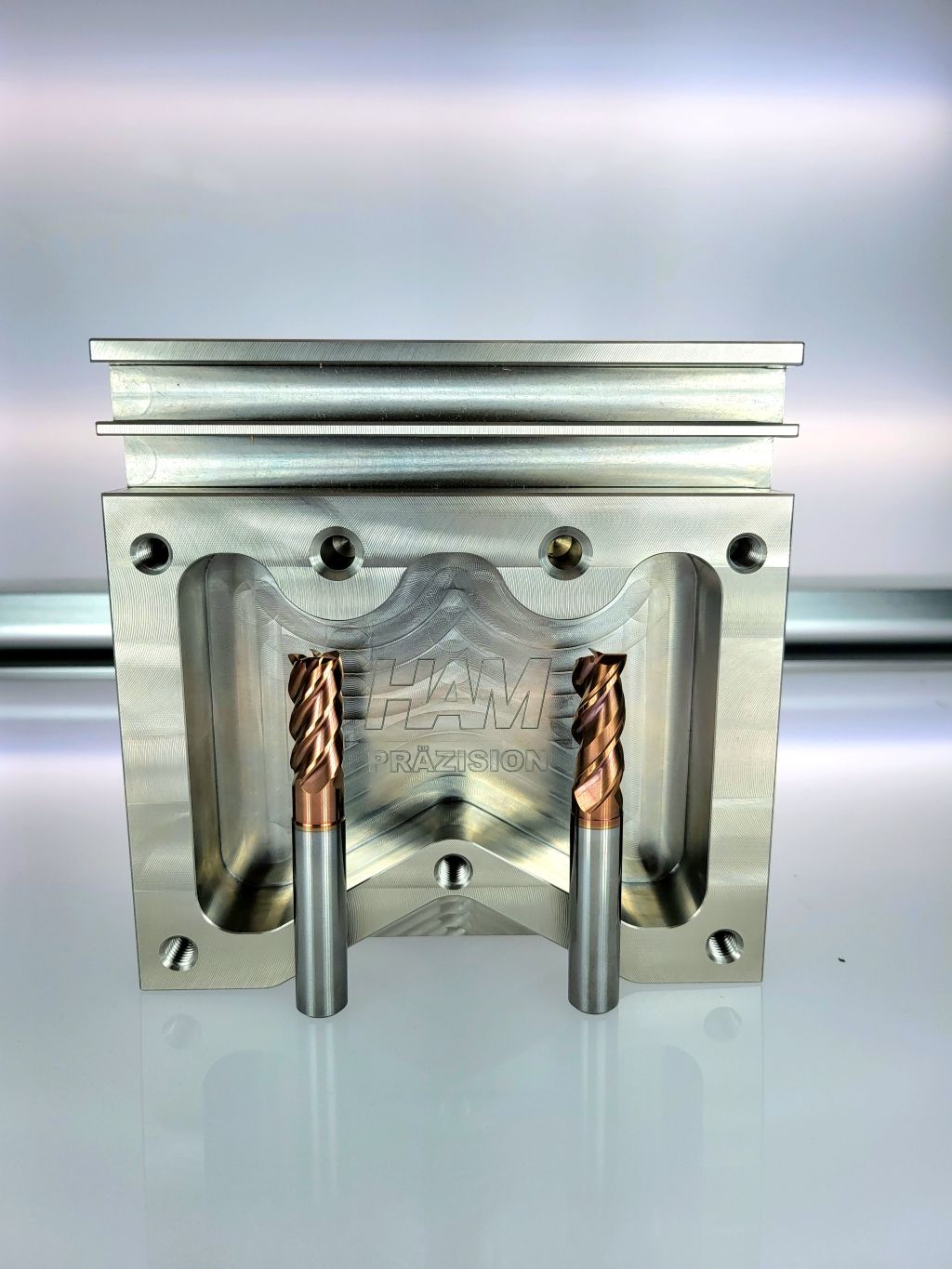
Navdušenje Raffaela Eberleja velja za analizo in optimizacijo procesov, kar ne le da naredi lastno proizvodnjo učinkovitejšo. „Naša izkušnja na tem področju je za mnoge stranke dragocena in jo je mogoče razvijati v skupnih projektih,“ je prepričan direktor podjetja HAM. Vendar pa je za to potrebno ustrezno poskusno področje in partnerska podjetja, ki so pripravljena sodelovati pri optimizirani procesni verigi. V tem okviru se je HAM leta 2019 odločil poiskati partnerje in z njimi ustanoviti Performance Center, ki prikazuje takšno procesno verigo – od digitalne komponente preko simulacije do dejanske obdelave na stroju.
HAM Performance Center zajema celotno procesno verigo.
„Iskali in našli smo primerne partnerje za Performance Center,“ poroča Raffael Eberle. „Danes so tukaj prisotni ugledni globalni igralci, kot so Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold in mnogi drugi, s katerimi pokrivamo celotno procesno verigo.“
Skupaj s temi podjetji HAM dela na različnih projektih in večkrat na leto organizira praktične delavnice o tehnologiji za optimizacijo proizvodnje. Direktor Günter Eberle, ki se predvsem ukvarja s tehničnimi nalogami, dodaja: „Seveda tudi sami uporabljamo HPC, da strankam pokažemo naše orodja iz trdnega karbida in PKD pod obdelavo ter demonstriramo vedenje rezanja in stabilnost procesov. Prav tako je HPC na voljo našim partnerjem za lastne poskuse ali za demonstracije v prisotnosti strank.“
Različne variante hlajenja in mazanja
Med osrednje elemente Performance centra spada 5-osno obdelovalno središče Hermle C 12 U in njegova oskrba s hladilno in mazalno tekočino. To zagotavlja podjetje KNOLL Maschinenbau s sistemom za filtracijo emulzije in sodobnim MMS sistemom AerosolMaster 4000 ATS. Tehnični strokovnjak za aplikacije HAM Marc Schäfer, ki spremlja vzpostavitev Performance centra od samega začetka, pojasnjuje: „Da bi se lahko spopadli z aktualnimi in prihodnjimi izzivi proizvodnje, je pomembno, da lahko obdelovalni proces upodobimo in primerjamo z različnimi variantami hlajenja in mazanja. Na našem Hermle C 12 U smo sposobni delati z emulzijo, pa tudi s zrakom – torej popolnoma suho – ali pa z aerosolnim suhim mazanjem ATS podjetja KNOLL.“
Izdelki KNOLL so že vrsto let prisotni v lastni proizvodnji HAM. Skoraj vsi obdelovalni centri so opremljeni s filtrirnimi napravami in transporterji za chips podjetja Bad Saulgauer. „Ko gre za popolno oskrbo in filtracijo KSS, je KNOLL naš prvi kontakt,“ poudarja Raffael Eberle. Zato so se odgovorni za HPC z veseljem odzvali na priporočilo Ralfa Spöckerja, odgovornega prodajnega vodje KNOLL za to področje, da se v Performance Centru na Hermle-BAZ dodatno namesti AerosolMaster. „To ni bil velik napor,“ potrjuje Marc Schäfer. „AerosolMaster je le relativno majhna, dodatna enota. Hermle je zagotovil potrebno vmesno povezavo, preostalo pa je bilo praktično plug & play.“
Odločilna razlika
Izkušnje, ki jih ima HAM z aerosolnim suhim mazanjem, so izključno pozitivne. „To je izjemno inovativna tehnologija,“ ocenjuje Marc Schäfer. „Razlikuje se od drugih MMS sistemov po posebej fini razpršitvi mazalnega sredstva.“
Benjamin Hailfinger, produktni vodja KNOLL za AerosolMaster, pojasnjuje: „Naš patentirani postopek zagotavlja, da iz sintetičnega olja in zraka nastane zelo fino, stabilno aerosol, ki ga tudi pri visokih vrtljajih neposredno prinašamo na rezilo orodja. Če bi bile kapljice olja večje – kot je to pri nekaterih drugih MMS sistemih – bi jih rotacija izmetavala navzven, kar bi imelo za posledico, da bi pristale ne na rezilu, temveč na steni stroja. Naš fino aerosol maže na pravem mestu in se pri tem nekako izhlapeva.“
Trajnostno in energetsko učinkovito

Marc Schäfer vidi uporabo KNOLL AerosolMaster kot dragoceno v več pogledih: „Po eni strani dosegamo želeno mazanje na rezilu orodja, kar podaljšuje življenjsko dobo orodij. Z porabo olja le 3 do 25 ml/h je postopek varčen z viri, trajnosten in energetsko učinkovit. Poleg tega prihranim čiščenje KSS, ne potrebujem merjenja pH in dodatkov, ki preprečujejo pojav glivic.“ Poleg tega ostane stroj čist, obdelovanci pa se pogosto lahko obdelujejo naprej brez predhodnega čiščenja.
Šäferjev kolega v HPC, aplikacijski tehnik Michael Schließer, dodaja primer: „Imeli smo del iz medicinske tehnike, ki je moral po konvencionalni obdelavi preiti skozi deset različnih čistilnih bazenov in testnih postaj. Po ATS obdelavi so bile potrebne le še štiri postaje.“
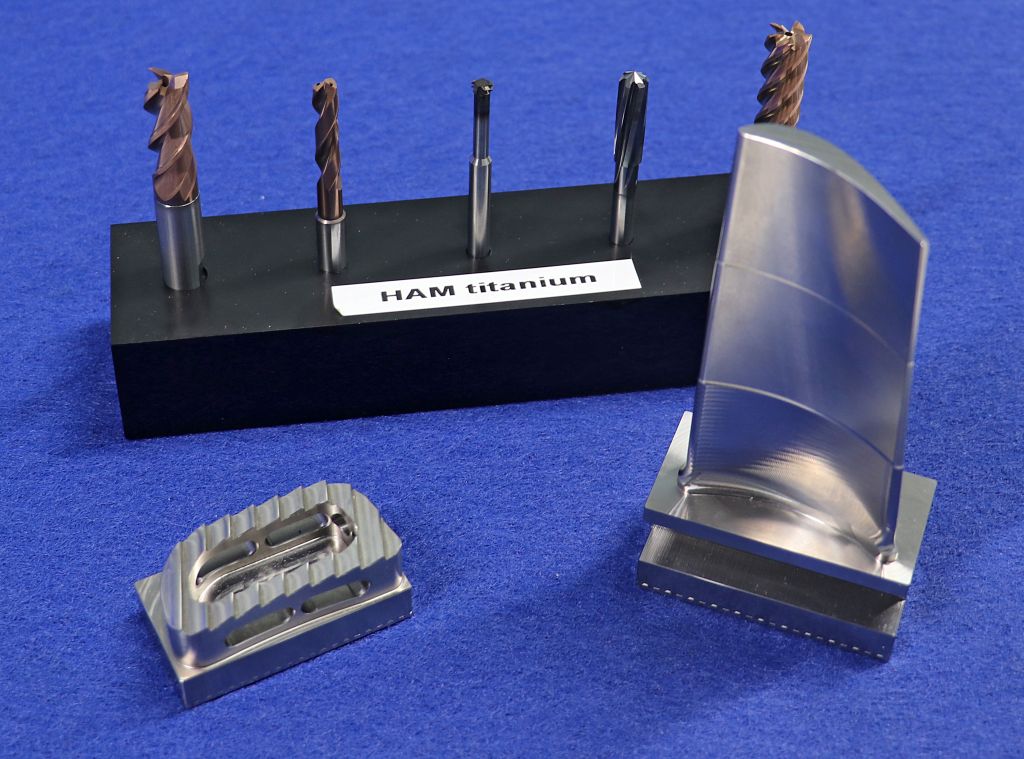
Günter Eberle opozarja, da „smo sposobni z KNOLL MMS sistemom zajeti skoraj vsako obdelavo, od aluminija do jekla in titana – kar večina obdelovalcev komaj verjame. A tukaj v živo kažemo, da je domnevno nemogoče pravzaprav mogoče.“
In KNOLL podpira HAM pri optimizaciji procesov, vse do izbire olja. ATS strokovnjak Hailfinger pojasnjuje: „Imamo širokopasovna olja v portfelju, ki so idealna za pogodbeno proizvodnjo, saj pokrivajo širok spekter aplikacij.
Za uporabnike, ki želijo najvišjo zmogljivost, ustvariti najfinejše površine in doseči dolgo življenjsko dobo orodij, lahko z ustreznimi dodatki ponudimo olje, prilagojeno materialu.“ Tako se je zgodilo pri obdelavi titana.
ATS tudi za težko obdelljive materiale

Ko je HAM razvijal novo linijo orodij za te zahtevne titanske zlitine, so želeli preizkusiti tudi aerosolno suho mazanje in rezultate primerjati z KSS emulzijo. Za to so aplikacijski tehniki zasnovali posebno komponento z različnimi obdelavami – od grobe obdelave z iMachining, polnimi utori, preko vrtanja in navojev do končne obdelave. „Z ATS smo lahko dosegli enake vrednosti rezanja kot z emulzijo in dosegli enake kakovosti površin in tolerance,“ se navdušuje Raffael Eberle.
Leta 2023 je HAM organiziral delavnico na temo obdelave titana. Sprva skeptična prisotna praksa se je spremenila v presenečenje, ki se je nadaljevalo z individualnimi vprašanji in nadaljnjimi pozitivnimi testi z drugimi težko obdelljivimi materiali.
Biti odprt za spremembe
„Še posebej v trenutnem času, ko je pritisk na stroške in zahteva se zmanjšanje CO2, bi moral vsak obdelovalec razmisliti o tej alternativi hladilnega maziva,“ pravi Raffael Eberle. „Saj če se odpovemo emulziji, ki predstavlja od 7 do 10 odstotkov stroškov obdelave, je potencial za prihranek večji kot pri orodju, ki predstavlja 4 do 6 odstotkov stroškov obdelave.“
HAM Precision je svoje standardne kataloge orodij zdaj splošno zasnoval za MMS. Poleg geometrijske zasnove so opremljeni z lastno razvito HSF (HybridSurfaceFinish), pripravo rezalnih robov in poliranjem površin. To zmanjšuje vpliv sil, zmanjšuje razvoj toplote, zagotavlja optimalen transport odrezkov in preprečuje nastanek nabranih robov. „Te lastnosti so pomembne pri vsaki obdelavi, pri minimalnem mazanju pa še posebej,“ pravi Raffael Eberle. Poleg tega HAM svedri za MMS obdelavo vsebujejo posebno konico, ki popolnoma tesni orodje proti nosilcu. Raffael Eberle pojasnjuje: „Nizek tlak le 10 bar, pri katerem deluje AerosolMaster, ne omogoča uhajanja ali zastoja medija. Z našo spremenjeno konico aerosol pride do 100 odstotkov na rez in doseže želeni uspeh.“
Kontakt:


