


Proizvođač alata HAM Präzision dokazuje u svom Performance Centru da se s minimalnim sustavom podmazivanja AerosolMaster 4000 ATS od KNOLL mogu postići savršeni rezultati obrade, ne samo u aluminiju i čeliku, već čak i u titanu. Ključ leži u aerosolu koji se stvara, koji se polaže na rezni rub alata, izbjegava snažan razvoj topline i zatim se praktički raspada u zrak. Korisnici tako dugoročno otvaraju ogroman potencijal za uštedu.

Minimalna količina podmazivanja (MMS) još uvijek je u mnogim glavama kao prljav i ljepljiv proces. Prejudice kojem Raffael Eberle, koji zajedno sa svojim roditeljima Petrom i Günterom Eberleom vodi poslove proizvođača alata HAM Präzision, jasno proturječi: „To se ne može reći. Sve ovisi o pravom MMS sustavu. U procesu suhog podmazivanja aerosolom (ATS) koji nudi KNOLL, na primjer, stvara se ultrafin mješavina zraka i ulja koja tijekom obrade osigurava potrebnu podmazivanje i hlađenje. Potrošnja je minimalna, dovoljno je čaša za rakiju podmazivača po satu. Tako ne može doći do lijepljenja i prljavštine.“
Obrazovani inženjer proizvodnje točno zna o čemu govori: „Na kraju krajeva, intenzivno se bavimo obradom kao područjem primjene naših proizvoda.“ HAM Preciznost – tvornica alata od tvrdog metala Andreas Maier GmbH u općini Schwendi u Oberschwaben – proizvodi alate od punog tvrdog metala i polikristalnih dijamanata (PKD) od 1969. godine. „Imamo standardni asortiman koji pokriva mnoge slučajeve primjene. No, prvenstveno se vidimo kao pružatelji rješenja za posebno zahtjevne zadatke obrade. Pomažemo našim kupcima da optimiziraju svoje procese, minimiziraju vrijeme ciklusa i smanje promjene alata. Za to razvijamo posebne i kombinirane alate koji čine ukupno oko 70 posto našeg volumena prihoda.“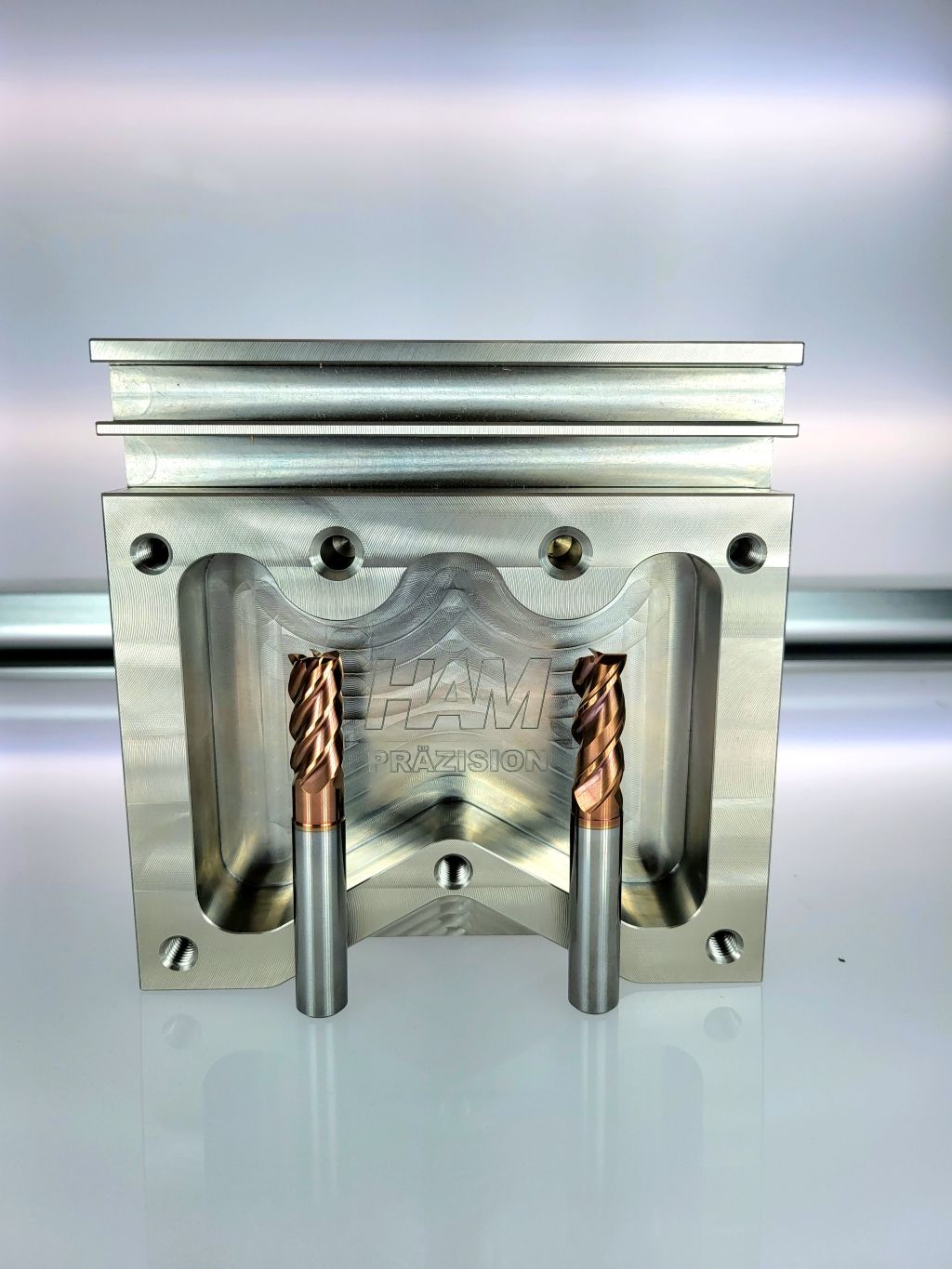
Oduševljenje Raffaela Eberlea usmjereno je na analizu i optimizaciju procesa, što ne samo da čini vlastitu proizvodnju učinkovitijom. „Naša iskustva u tom pogledu su vrijedna mnogim kupcima, a mogu se proširiti kroz zajedničke projekte“, uvjeren je direktor HAM-a. No, za to su potrebna odgovarajuća ispitna polja i partnerske tvrtke koje su spremne sudjelovati u optimiziranoj procesnoj mreži. Imajući to na umu, HAM je 2019. godine odlučio krenuti u potragu za partnerima i s njima uspostaviti Performance Center koji prikazuje takvu procesnu mrežu – od digitalnog dijela preko simulacije do stvarne obrade na stroju.
HAM Performance Center obuhvaća cijeli procesni lanac.
„Tražili smo i pronašli odgovarajuće partnere za Performance Center“, izvještava Raffael Eberle. „Danas su ovdje prisutni renomirani globalni igrači, poput Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold i mnogi drugi, s kojima možemo prikazati cijeli procesni lanac.“
Zajedno s tim tvrtkama, HAM radi na raznim projektima i nekoliko puta godišnje organizira praktične tehnološke radionice za optimizaciju proizvodnje. Direktor Günter Eberle, koji se prvenstveno bavi tehničkim zadacima, dodaje: „Naravno, sami koristimo HPC kako bismo klijentima prikazali naše alate od punog tvrdog metala i PKD-a pod obradom, kao i demonstrirali ponašanje rezanja i stabilnost procesa. Također, HPC je dostupan našim partnerima za vlastite pokuse ili za demonstracije u prisutnosti klijenata.“
Različite varijante hlađenja i podmazivanja
Među središnjim elementima Performance Centra su 5-osno obradno središte Hermle C 12 U i njegova opskrba KSS-om. To osigurava KNOLL Maschinenbau s postrojenjem za filtraciju KSS emulzije i modernim MMS sustavom AerosolMaster 4000 ATS. HAM-ov primjenjivač tehnologije Marc Schäfer, koji od samog početka prati izgradnju Performance Centra, jasno ističe: „Kako bismo se mogli suočiti s trenutnim i budućim proizvodnim izazovima, važno je da možemo prikazati i usporediti proces obrade s različitim varijantama hlađenja i podmazivanja. Na našem Hermle C 12 U sposobni smo raditi s emulzijom, ali i s zrakom – dakle potpuno suho – ili s aerosolnim suhim podmazivanjem ATS od KNOLL.“
KNOLL-ovi proizvodi prisutni su u HAM-ovoj vlastitoj proizvodnji već dugi niz godina. Gotovo svi obradni centri opremljeni su sustavima za filtraciju i odvlačenje strugotina tvrtke iz Bad Saulgaua. „Kada je u pitanju savršena opskrba KSS-om i filtracija, KNOLL je naš prvi kontakt“, naglašava Raffael Eberle. U skladu s tim, odgovorni za HPC rado su reagirali na preporuku Ralfa Spöckera, odgovornog KNOLL-ovog voditelja prodaje za područje, da se dodatno instalira AerosolMaster na Hermle-BAZ u Performance Centru. „To nije bio veliki trud“, potvrđuje Marc Schäfer. „AerosolMaster je samo relativno mala kutija koja se dodaje. Hermle je isporučio potrebnu sučelje, a ostatak je bio gotovo plug & play.“
Određujuća razlika
Iskustva koja je HAM stekao s aerosolnim suhim podmazivanjem su u potpunosti pozitivna. „To je izuzetno inovativna tehnologija“, ocjenjuje Marc Schäfer. „Razlikuje se od drugih MMS sustava po posebno finom raspršivanju podmazivača.“
Benjamin Hailfinger, KNOLL-ov produktni menadžer za AerosolMaster, pojašnjava: „Naša patentirana metoda osigurava da iz sintetičkog ulja i zraka nastaje vrlo fino, stabilno aerosol koje direktno dovodimo do rezne oštrice čak i pri visokim brzinama vrtnje. Da su kapljice ulja veće – kao što je slučaj kod nekih drugih MMS sustava – bile bi izbačene prema van rotacijom, što bi imalo za posljedicu da ne završe na oštrici, već na zidu stroja. Naš fino aerosol podmazuje na pravom mjestu i pritom se na neki način isparava.“
Održiv i energetski učinkovit

Marc Schäfer smatra da je korištenje KNOLL AerosolMastera vrijedno iz više razloga: „S jedne strane, postižemo željeno podmazivanje na reznoj ivici alata, što povećava trajnost alata. Potrošnja ulja od samo 3 do 25 ml/h čini proces štedljivim, održivim i energetski efikasnim. Također, štedi mi čišćenje KSS-a, ne trebam mjerenje pH vrijednosti i aditive koji sprečavaju gljivične infestacije.“ Osim toga, stroj ostaje čist, a radni komadi se često mogu dalje obrađivati bez prethodnog čišćenja.
Šäferov kolega u HPC-u, tehničar za primjenu Michael Schließer, dodaje primjer: „Imali smo komponentu iz medicinske tehnologije koja je nakon konvencionalne obrade morala proći kroz deset različitih bazena za čišćenje i kontrolnih stanica. Nakon ATS obrade, ostale su samo četiri stanice.“
Günter Eberle napominje da „smo u mogućnosti prikazati gotovo svaku obradu s KNOLL MMS sustavom, od aluminija preko čelika do titana – što većina obrađivača teško može povjerovati. Ali ovdje uživo pokazujemo da je navodno nemoguće zapravo moguće.“
I KNOLL podržava HAM u optimizaciji procesa sve do izbora ulja. ATS stručnjak Hailfinger objašnjava: „Imamo širokopojasna ulja u portfelju koja su idealna za izvođače radova, jer pokrivaju širok spektar primjena.
Za korisnike koji žele najvišu izvedbu, generiraju najfinije površine i žele visoku trajnost alata, možemo s odgovarajućim aditivima isporučiti ulje prilagođeno materijalu.“ Tako je bilo i za obradu titana.
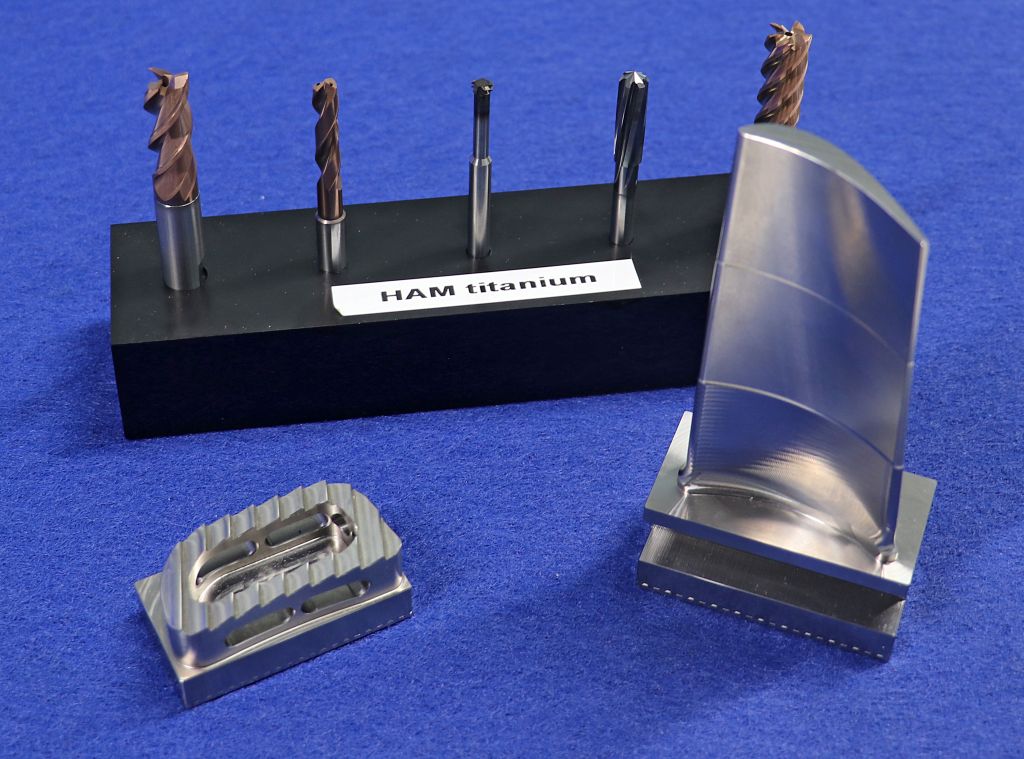
ATS također za teško obradive materijale

Kada je HAM razvijao novu liniju alata za ove izazovne titan legure, željeli su testirati i aerosolno suho podmazivanje i usporediti rezultate s KSS emulzijom. Za to su tehničari za primjenu dizajnirali posebnu komponentu s različitim obradama – od grubog rezanja s iMachining, punih utora, preko bušenja i navođenja do završne obrade. „Mogli smo s ATS-om postići iste brzine rezanja kao s emulzijom i postigli smo iste kvalitete površine i tolerancije“, oduševljeno ističe Raffael Eberle.
2023. HAM je organizovao radionicu na temu obrade titana. Početna skepsa prisutnih praktičara zamijenjena je zaprepaštenjem, koje se nastavilo individualnim upitima i daljnjim pozitivnim testovima s drugim teško obradivim materijalima.
Biti otvoren za promjene
„U trenutnoj situaciji, gdje postoji pritisak na troškove i zahtijeva se smanjenje CO2, svaki obrađivač trebao bi razmotriti ovu alternativu za rashladne tekućine“, kaže Raffael Eberle. „Jer ako se odreknete emulzije, koja čini između sedam i deset posto troškova obrade, postoji veći potencijal za uštedu nego kod alata, koji iznosi četiri do šest posto troškova obrade.“
HAM Precision je svoje standardne katalog alate sada generalno prilagodio MMS-u. Oni su dodatno uz geometrijski dizajn opremljeni vlastito razvijenim HSF (HybridSurfaceFinish), pripremom oštrice i poliranjem površine. To smanjuje pritisak, smanjuje razvoj topline, osigurava optimalan transport strugotine i sprječava stvaranje naslaga. „Ove karakteristike su važne za svaku obradu, ali su posebno važne kod minimalnog podmazivanja“, kaže Raffael Eberle. Osim toga, HAM bušaći alati za MMS obradu imaju posebnu fazu na dršci koja potpuno zatvara alat prema držaču. Raffael Eberle objašnjava: „Mali pritisak od samo 10 bara, s kojim AerosolMaster radi, ne dopušta pomicanje ili zagušenje medija. Zbog naše modificirane faze na dršci, aerosol dolazi do 100 posto do oštrice i postiže željeni uspjeh.“
Kontakt:


