


Le fabricant d'outils HAM Précision prouve dans son Performance Center qu'il est possible d'obtenir des résultats d'usinage parfaits avec le système de lubrification à faible quantité AerosolMaster 4000 ATS de KNOLL, non seulement dans l'aluminium et l'acier, mais même dans le titane. La clé réside dans l'aérosol produit, qui se dépose sur la coupe de l'outil, évite un fort développement de chaleur et se dissout ensuite presque dans l'air. Les utilisateurs découvrent ainsi un énorme potentiel d'économies à long terme.

La lubrification à faible quantité (MMS) est encore ancrée dans de nombreux esprits comme un processus sale et collant. Un préjugé que Raffael Eberle, qui dirige avec ses parents Petra et Günter Eberle les affaires du fabricant d'outils HAM Précision, conteste fermement : « On ne peut pas dire cela. Cela dépend du bon système MMS. Avec le processus de lubrification à sec par aérosol (ATS) proposé par KNOLL, par exemple, un mélange d'air et d'huile ultrafin est produit, qui assure la lubrification et le refroidissement nécessaires lors du processus d'usinage. La consommation est minimale, un verre à liqueur de lubrifiant par heure suffit. Ainsi, il ne peut y avoir ni collage ni salissure. »
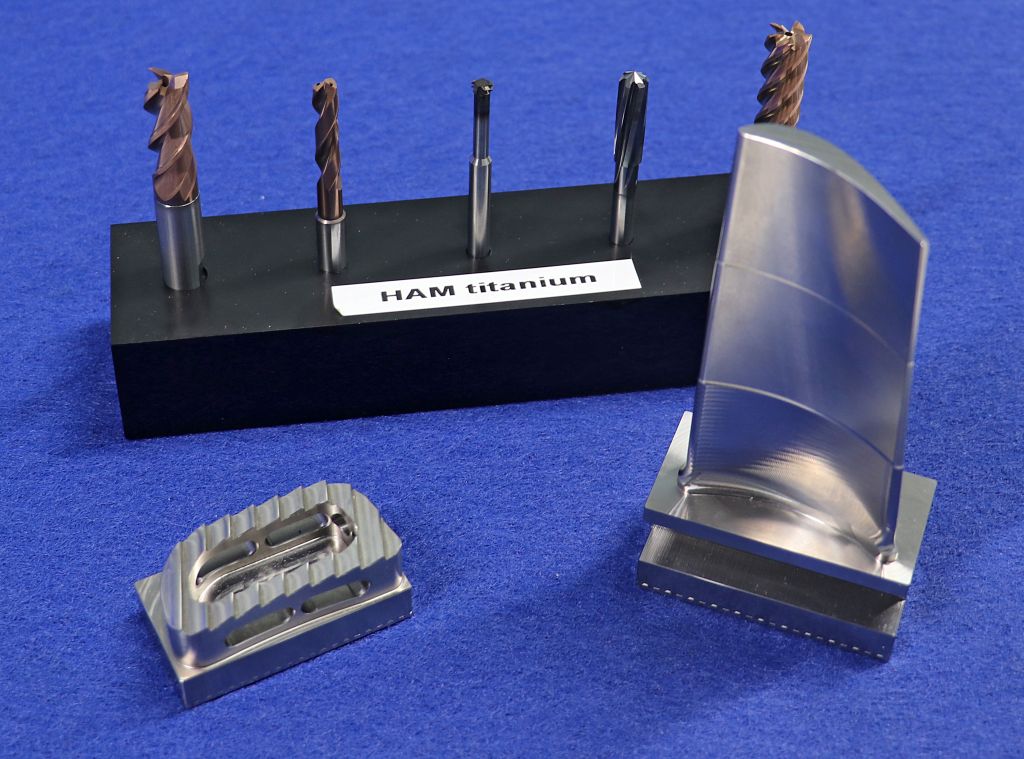
Le technicien en production diplômé sait exactement de quoi il parle : « Après tout, nous nous occupons intensivement de l'usinage en tant que domaine d'application de nos produits. » HAM Précision – l'usine d'outils en carbure de tungstène Andreas Maier GmbH dans la commune de Schwendi en Souabe – produit depuis 1969 des outils en carbure plein et en diamants polycristallins (PKD). « Nous avons une gamme standard qui couvre de nombreux cas d'utilisation. Mais nous nous voyons avant tout comme un fournisseur de solutions pour des tâches d'usinage particulièrement exigeantes. Nous aidons nos clients à optimiser leurs processus, à minimiser les temps de cycle et à réduire les changements d'outils. Pour cela, nous développons des outils spéciaux et combinés qui représentent environ 70 % de notre volume d'affaires. »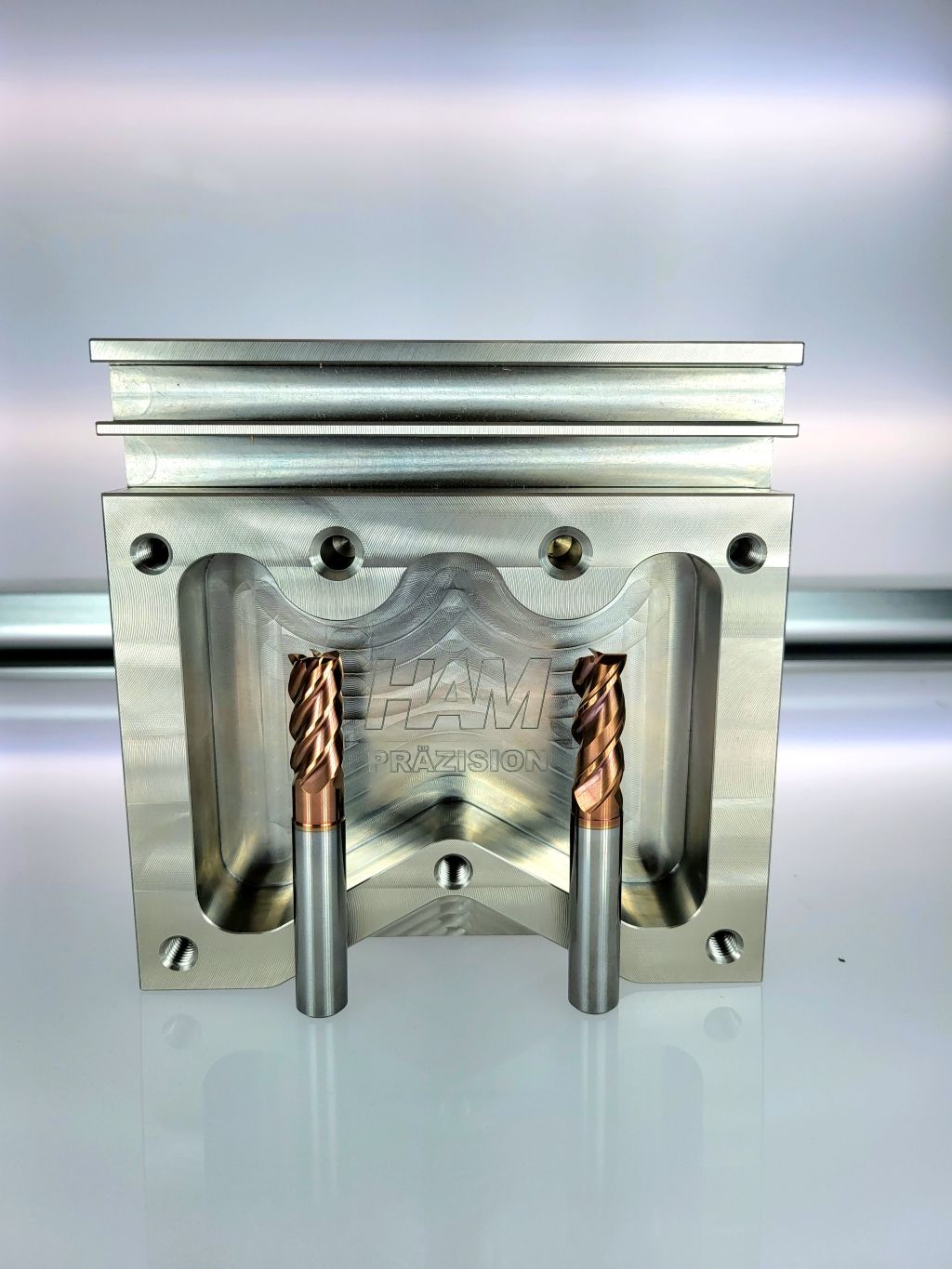
L'enthousiasme de Raffael Eberle se porte sur l'analyse et l'optimisation des processus, ce qui rend non seulement sa propre fabrication plus efficace. « Nos expériences à cet égard sont précieuses pour de nombreux clients, et elles peuvent être développées dans des projets communs », en est convaincu le directeur général de HAM. Mais cela nécessite un champ d'essai approprié et des entreprises partenaires prêtes à collaborer à une chaîne de processus optimisée. Dans ce contexte, HAM a décidé en 2019 de partir à la recherche de partenaires et de créer avec eux un Performance Center qui représente une telle chaîne de processus – de la pièce numérique à la simulation jusqu'à l'usinage réel sur la machine.
Le HAM Performance Center représente l'ensemble de la chaîne de processus
« Nous avons cherché et trouvé des partenaires appropriés pour le Performance Center », rapporte Raffael Eberle. « Aujourd'hui, des acteurs mondiaux renommés sont présents ici, comme Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold et bien d'autres, avec lesquels nous représentons l'ensemble de la chaîne de processus. »
En collaboration avec ces entreprises, HAM travaille sur divers projets et organise plusieurs fois par an des ateliers technologiques pratiques pour optimiser la fabrication. Le directeur général Günter Eberle, qui s'occupe principalement des questions techniques, ajoute : « Bien sûr, nous utilisons nous-mêmes le HPC pour présenter à nos clients nos outils en carbure plein et PKD sous copeaux, ainsi que pour démontrer le comportement de coupe et la stabilité des processus. De même, le HPC est à la disposition de nos partenaires pour leurs propres essais ou pour des démonstrations en présence de clients. »
Différentes variantes de refroidissement et de lubrification
Les éléments centraux du Performance Center comprennent un centre d'usinage à 5 axes Hermle C 12 U et son approvisionnement en KSS. Celui-ci est fourni par KNOLL Maschinenbau avec une installation de filtration d'émulsion KSS et le système MMS moderne AerosolMaster 4000 ATS. Marc Schäfer, technicien d'application chez HAM, qui a accompagné la création du Performance Center depuis le début, précise : « Pour faire face aux défis de production actuels et futurs, il est important que nous puissions représenter et comparer le processus d'usinage avec différentes variantes de refroidissement et de lubrification. Sur notre Hermle C 12 U, nous sommes capables de travailler avec de l'émulsion, mais aussi à l'air – donc complètement à sec – ou avec la lubrification à sec par aérosol ATS de KNOLL. »
Les produits KNOLL sont présents depuis de nombreuses années dans la production propre de HAM. Pratiquement tous les centres d'usinage sont équipés d'installations de filtration et de convoyeurs à copeaux de l'entreprise de Bad Saulgau. « Quand il s'agit de l'approvisionnement et de la filtration KSS parfaits, KNOLL est notre premier interlocuteur », souligne Raffael Eberle. En conséquence, les responsables du HPC ont volontiers réagi à la recommandation de Ralf Spöcker, le responsable des ventes régionales de KNOLL, d'installer en plus l'AerosolMaster sur le centre d'usinage Hermle dans le Performance Center. « Ce n'était pas un gros effort », confirme Marc Schäfer. « L'AerosolMaster est juste une petite boîte à ajouter. Hermle a fourni l'interface requise, et le reste était presque plug & play. »
La différence décisive
Les expériences que HAM a faites avec la lubrification à sec par aérosol sont globalement positives. « C'est une technologie extrêmement innovante », juge Marc Schäfer. « Elle se distingue des autres systèmes MMS par la pulvérisation particulièrement fine du lubrifiant. »
Benjamin Hailfinger, chef de produit KNOLL pour l'AerosolMaster, précise : « Notre procédé breveté garantit qu'un aérosol très fin et stable est créé à partir d'une huile synthétique et d'air, que nous amenons directement à la coupe de l'outil même à des vitesses élevées. Si les gouttes d'huile étaient plus grosses – comme c'est le cas avec certains autres systèmes MMS – elles seraient projetées vers l'extérieur par la rotation, avec pour effet qu'elles n'atterrissent pas sur la coupe, mais sur le mur de la machine. Notre fin aérosol lubrifie au bon endroit et s'évapore en quelque sorte. »
Durable et économe en énergie

Marc Schäfer considère l'utilisation du KNOLL AerosolMaster comme précieuse à plusieurs égards : « D'une part, nous obtenons la lubrification souhaitée sur le tranchant de l'outil, ce qui augmente la durée de vie des outils. Avec une consommation d'huile de seulement 3 à 25 ml/h, le processus est économe en ressources, durable et écoénergétique. Je n'ai également pas besoin de nettoyer le KSS, ni de mesurer le pH, ni d'utiliser des additifs pour prévenir la moisissure. » De plus, la machine reste propre et les pièces peuvent souvent être retravaillées sans nettoyage préalable.
Le collègue de Schäfer au HPC, le technicien d'application Michael Schließer, ajoute un exemple : « Nous avions une pièce de technologie médicale qui devait passer par dix bacs de nettoyage et stations de test après un usinage conventionnel. Après l'usinage ATS, il n'y avait plus que quatre stations. »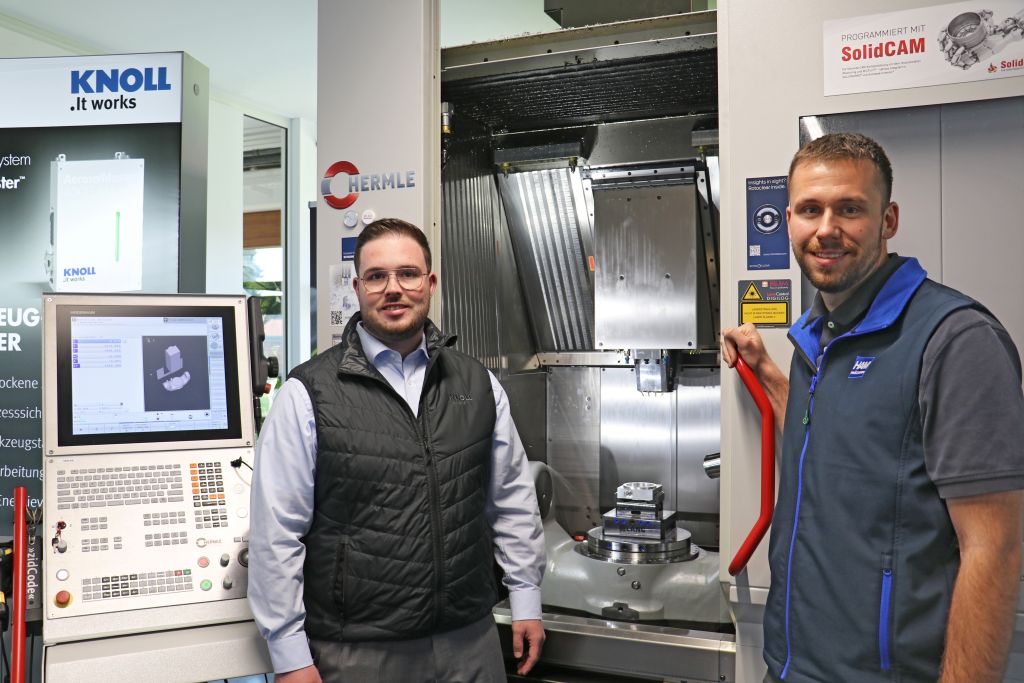
Günter Eberle souligne que « nous sommes capables de représenter presque tous les usinages avec le système KNOLL MMS, de l'aluminium à l'acier en passant par le titane – ce que la plupart des usiners ont du mal à croire. Mais nous montrons ici en direct que ce qui semble impossible est tout à fait possible. »
Et KNOLL soutient HAM dans l'optimisation des processus jusqu'à la sélection de l'huile. L'expert ATS Hailfinger explique : « Nous avons des huiles à large spectre dans notre portefeuille, qui sont idéales pour les sous-traitants car elles couvrent un large éventail d'applications.
Pour les utilisateurs qui souhaitent des performances maximales, générer des surfaces fines et obtenir de longues durées de vie des outils, nous pouvons fournir une huile sur mesure pour le matériau avec des additifs appropriés. » Cela a été fait pour l'usinage du titane.
ATS également pour des matériaux difficiles à usiner

Lorsque HAM a développé une nouvelle ligne de produits d'outils pour ces alliages de titane difficiles, ils ont également voulu tester la lubrification à sec par aérosol et comparer les résultats avec l'émulsion KSS. Pour cela, les techniciens d'application ont conçu une pièce spéciale avec diverses opérations – du brutage avec iMachining, des rainures pleines, en passant par le perçage et le taraudage jusqu'à l'ébauche. « Nous avons pu utiliser les mêmes valeurs de coupe avec ATS qu'avec l'émulsion et avons également atteint les mêmes qualités de surface et tolérances », se réjouit Raffael Eberle.
En 2023, HAM a ensuite organisé un atelier sur le thème de l'usinage du titane. Le scepticisme initial des praticiens présents a cédé la place à une étonnement qui s'est poursuivi par des demandes individuelles et d'autres tests positifs avec d'autres matériaux difficiles à usiner.
Être ouvert aux changements
« Surtout en cette période actuelle, où la pression des coûts est forte et la réduction des CO2 est exigée, chaque usinage devrait envisager cette alternative de lubrifiant », déclare Raffael Eberle. « Car si l'on se passe d'émulsion, qui représente tout de même sept à dix pour cent des coûts du processus d'usinage, il y a plus de potentiel d'économies que pour l'outil, qui représente quatre à six pour cent des coûts d'usinage. »
HAM Précision a désormais conçu ses outils de catalogue standard pour être compatibles avec le MMS. Ils sont en plus de la conception géométrique dotés du HSF (HybridSurfaceFinish) développé en interne, d'une préparation des arêtes de coupe et d'un polissage de surface. Cela réduit l'impact de la force, diminue le développement de chaleur, assure un transport optimal des copeaux et évite les arêtes de construction. « Ces caractéristiques sont importantes pour tout usinage, mais particulièrement pour la lubrification minimale », déclare Raffael Eberle. De plus, les outils de perçage HAM pour l'usinage MMS contiennent une phase de tige spéciale qui scelle complètement l'outil par rapport à la prise. Raffael Eberle explique : « La faible pression de seulement 10 bars avec laquelle l'AerosolMaster fonctionne ne permet pas de fuite ou d'accumulation du médium. Grâce à notre phase de tige modifiée, l'aérosol atteint 100 % de la coupe et obtient le succès souhaité. »
Contact :


