


A Schrimpf GmbH a szürkeöntvényből készült csapágyházak megmunkálásánál még volt lehetőség a fejlődésre: a hosszú megmunkálási idők rövid állásidőkkel találkoztak. A folyamatok optimalizálása érdekében az ISCAR csapata egy szerszámcsomagot állított össze marásra, simításra és fúrásra. A Moderate-Feed maró NEOFEED, a TANGFIN síkmaró és a QUICK3CHAM cserélhető fejű fúró segítségével a bérgyártó gyorsabban és hatékonyabban tudja megmunkálni az alkatrészeket, és emellett hosszabb állásidőkből is profitál.

1960-ban Bernhard Schrimpf Senior megalapította a vállalatot, mint garázsforgácsoló üzemet és egyemberes vállalkozást. Az elmúlt hat évtizedben a családi vállalkozás folyamatosan egészségesen növekedett. Jelenleg a harmadik generáció, Christian Schrimpf ügyvezető irányítja a Bernhard Schrimpf GmbH-t. „Az utóbbi években jelentős összegeket fektettünk be munkatársainkba és a gépparkba” - mondja Christian Schrimpf. „Például számos 5-tengelyes maró-forgácsoló központot szereztünk be, most már 1.750 milliméter átmérőjű nagy alkatrészeket is tudunk forgatni, és a mágneses rögzítési technológiának köszönhetően a vékony falú alkatrészeket pontosan és torzulásmentesen tudjuk stabilan rögzíteni.”
A tizenkét fős csapat a modern gépparkon rajz alapján készít alkatrészeket az általános gépipar, az orvostechnika, a fegyveripar és a megújuló energia szektor ügyfelei számára. „A prototípustól a sorozatig mindent csinálunk” - magyarázza Fabian Scharfenecker, a Schrimpf gyártási és képzési vezetője. „Különleges anyagokkal, duplexszel vagy szuperduplexszel, valamint acélokkal, rozsdamentes acélokkal és öntvényekkel is dolgozunk.”
Zúzó folyamat mint belépési pont

Egy gépipari ügyfél számára Christian Schrimpf és Fabian Scharfenecker csapata 20 darab szürkeöntvény csapágyház kisorozatát dolgozta fel. A 800 × 800 × 400 milliméter méretű öntvény alapanyagokat minden oldalról meg kellett marniuk és simítaniuk, emellett 20 furatot is kellett készíteniük alkatrészenként.
Először Schrimpf meglévő szerszámokat használt a komplex alkatrészek megmunkálásához – például egy ISCAR piaci versenytárs hatélű sarkikését a durva megmunkáláshoz. Közepes sikerrel – sem a megmunkálási, sem a kopási idő nem volt jó.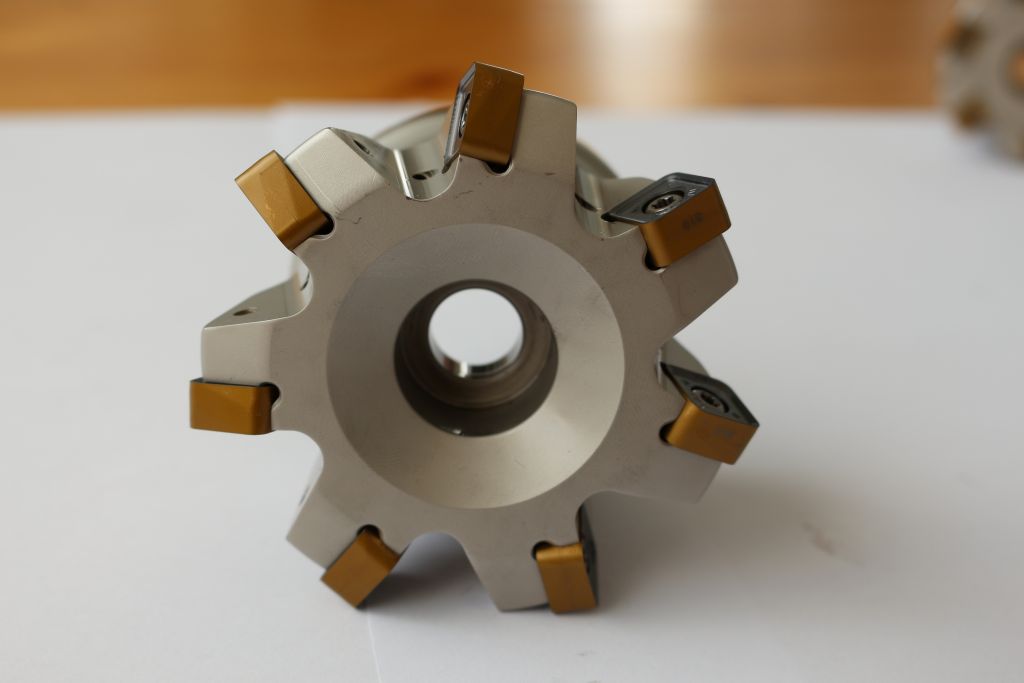
„Oldalanként kétszer kellett megfordítanunk a lemezt. Végül közel 72 perc tiszta marási idő volt alkatrészenként,” meséli a gyártási vezető. „A kopott lemezek mennyiségéről nem is beszélve.” Hasonló volt a helyzet a simítás és fúrás során is. Jobb megoldásra volt szükség. Jól jött, hogy Benjamin Bognar, az ISCAR műszaki tanácsadója és értékesítési munkatársa, valamint kollégája, Steffen Grau, tanácsadás és értékesítés terén, éppen a Schrimpfnél tartózkodtak.
„Már a csarnokba lépve hallottuk, hogy a folyamat nem úgy működik, ahogy kellene“ – mondja Benjamin Bognar. Fabian Scharfeneckerrel és Christian Schrimpf-fal közösen megnézték a feladatot, és gyorsan bemutattak egy hatékonyabb megoldást – a NEOFEED-et a durva megmunkáláshoz. A maró dupla oldalas, négyzet alakú váltólapkákkal van felszerelve, amelyek nyolc vágóéllel rendelkeznek. A váltólapka beépítési helyzete sima vágást biztosít, és csökkenti a vágóerőket.
„A Schrimpfnél a szerszám moderált előtolású maróként működik, 22 fokos szögben és hat foggal“, magyarázza Steffen Grau. „Így a gépet, amely ugyan rendkívüli teljesítménnyel bír, de nem túl dinamikus, optimálisan tudjuk kihasználni.“ A NEOFEED-del Schrimpf most egyetlen menetben 3.000 milliméteres előtolással teljesen megmunkálja a blokkot, és ehhez mindössze 13 percre van szüksége. „Ha ezt az időt összeadjuk, körülbelül 20 órát spórolunk meg a sorozaton“, örül Fabian Scharfenecker. És a további megmunkálási lépésekben is várta az optimalizálási lehetőség, hogy előkerüljön. „Mivel már ott voltunk, az utolsó simítást és fúrást is azonnal elvégeztük“, tréfálkozik Benjamin Bognar.
Jobb felületek a felére csökkentett idő alatt

Eddig Schrimpf a nagy felületek finom megmunkálásához ugyanazt a hatélű sarokmarót használta, mint a durva megmunkáláshoz. Így a felületkezelés alkatrészenként majdnem 23 percet vett igénybe, és minden alkalommal egy készlet fordítható vágóél került költségbe. A megoldás egy síkmaró volt az ISCAR TANGFIN családjából. „A TANGFIN marónál a fordítható vágóélek lépcsőzetesen vannak elhelyezve. A 0,05 milliméteres eltolás miatt gyakorlatilag csak egy vágóél végzi a felületet, a megmunkálás simán és rezgésmentesen zajlik” – tudja Steffen Grau.
„A széles simítóéllel együttműködve a felhasználó a TANGFIN-nel nagyon magas felületi minőséget ér el – és mindezt állítható lapkafoglalatok nélkül.“ A bérgyártó így 1.528 milliméteres szalagelőtolást tud végezni – a régi megoldással csupán 802 millimétert tudtak. „Már lenyűgöző, hogy milyen gyorsan tudunk az eszközökkel öntvényen dolgozni,“ erősíti meg Fabian Scharfenecker. „Csodálatos hallani, ahogy a forgácsok csapódnak a tárcsához.“
Schrimpf csak 13 percet igényel a TANGFIN-nel egy alkatrész megmunkálásához, a szerszám élettartamát négyszeresére tudta növelni, és jobb felületi minőséget is elér.
Magas termelékenység háromélű fúróval

„A középső lyuk már benne van, amikor megkapjuk a nyersanyagot”, mondja egy kacsintással, és a 580 milliméteres belső átmérőre mutat. „A 20 maglyukat az utolsó megmunkálási lépésben készítjük el.” Ehhez a csapata eddig körülbelül tíz percet töltött egy egyélű váltólapkás fúróval egy piaci versenytárstól. „És két alkatrész után vége volt, a munkásnak le kellett cserélnie a lapkát”, mondja Steffen Grau. „Javasoltuk, hogy inkább a QUICK3CHAM váltószárfúrót használjuk.” Az ISCAR a QUICK3CHAM-ot három élű váltószárfúró rendszerként fejlesztette ki, 10×D mélységig.
A kiváló minőségű acélból készült fúrótest polírozott befogónyílásokkal rendelkezik. A belső hűtőfolyadék-ellátás lehetővé teszi a hatékony hűtést közvetlenül a megmunkálási helyen. A fúrószárak az IC908 kopásálló vágószerszám típusból készülnek, hosszú élettartammal és alacsony kopással. A polírozott befogónyílások problémamentes forgácselszívást tesznek lehetővé. A QUICK3CHAM-mal Schrimpf körülbelül egy perc alatt biztonságosan el tudja készíteni a fúrásokat. „Sajnos a szerszám élettartamát nem tudtuk kihasználni – előbb elfogytak a darabok”, mondja Benjamin Bognar, és mosolyog.
„Most már hatékonyan, két rögzítéssel teljesen meg tudjuk munkálni a bonyolult alkatrészt, spórolunk a szerszámköltségeken, és kapacitást szabadítottunk fel a gépen”, örül Christian Schrimpf. „Az ISCAR-ral való együttműködés mindig kiváló – gyors reakció, jó ötletek és egyenrangú eszmecsere. Ha a folyamatoptimalizálásról van szó, az ISCAR egyszerűen az egyik legjobb partner számunkra.”
Kapcsolat:


 Freude statt Frust")