


Schrimpf GmbH avea încă loc de îmbunătățire în prelucrarea carcaselor de rulmenți din fontă: timpii lungi de prelucrare se întâlneau cu timpi scurți de utilizare. Pentru a optimiza procesele, echipa ISCAR a creat un pachet de unelte pentru prelucrarea brută, finisare și găurire. Cu freza cu alimentare moderată NEOFEED, freza plană TANGFIN și burghiul cu cap schimbabil QUICK3CHAM, furnizorul de servicii de prelucrare poate prelucra componentele mai repede și mai eficient și beneficiază, de asemenea, de timpi de utilizare mai lungi.

În 1960, Bernhard Schrimpf Senior a înființat compania ca un atelier de prelucrare în garaj și o afacere de un singur om. În ultimele șase decenii, compania de familie a crescut constant și sănătos. Între timp, cu Christian Schrimpf ca director general, a treia generație conduce Bernhard Schrimpf GmbH. „În ultimii ani, am investit masiv în angajații noștri și în parcul de mașini“, spune Christian Schrimpf. „De exemplu, am achiziționat o serie de centre de prelucrare prin frezare și strunjire cu 5 axe, putem acum să strunjim piese mari cu un diametru de până la 1.750 de milimetri și, datorită tehnologiei de prindere prin magnet, putem de asemenea să fixăm cu precizie și fără deformare piese cu pereți subțiri.“
Echipa formată din douăsprezece persoane produce, folosind un parc de mașini modern, piese conform desenelor pentru clienți din domeniul ingineriei generale, tehnologiei medicale, apărării și sectorul energiei regenerabile. „De la prototip la serie, avem totul”, explică Fabian Scharfenecker, șeful producției și al formării la Schrimpf. „Lucrăm de asemenea cu materiale speciale, duplex sau superduplex, precum și cu oțeluri, oțel inoxidabil și fontă.”
Procesul de șlefuire ca intrare

Pentru un client din domeniul construcțiilor de mașini, echipa condusă de Christian Schrimpf și Fabian Scharfenecker a trebuit să prelucreze o mică serie de 20 de carcase de rulmenți din fontă. Materiile prime de turnare, cu dimensiunile de 800 × 800 × 400 milimetri, au necesitat șlefuire și finisare pe toate laturile, plus 20 de găuri pentru fiecare piesă.
Inițial, Schrimpf a folosit unelte existente pentru a prelucra componentele complexe – de exemplu, un frezare cu șase tăișuri de la un competitor ISCAR pentru prelucrarea brută. Cu un succes moderat – nici timpul de prelucrare, nici durata de viață nu au fost bune.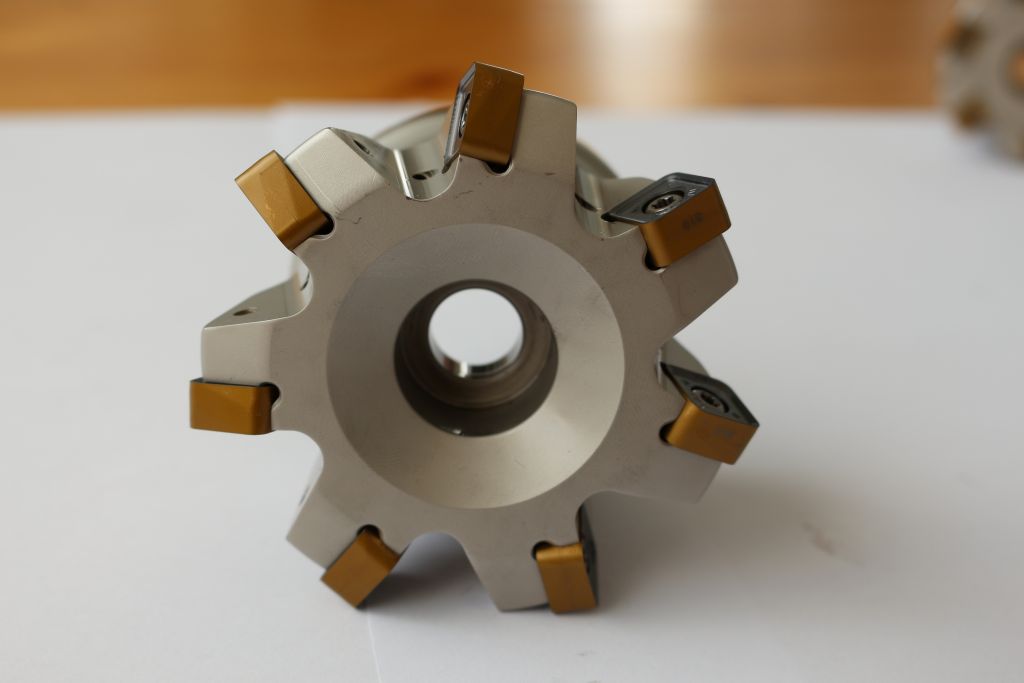
„A trebuit să întoarcem placa de două ori pe fiecare parte. În final, am avut aproape 72 de minute de prelucrare brută pentru fiecare componentă“, povestește șeful de producție. „De cantitatea de plăci uzate nici nu mai vorbim.“ Situația a fost similară și la finisare și găurire. Era nevoie de o soluție mai bună. Așa că a fost o coincidență fericită că Benjamin Bognar, consultanță tehnică și vânzări la ISCAR, și colegul său, Steffen Grau, consultanță și vânzări, erau chiar la Schrimpf.
„Am intrat în hala, am putut auzi că procesul nu decurge așa cum ar trebui“, spune Benjamin Bognar. Împreună cu Fabian Scharfenecker și Christian Schrimpf, au analizat sarcina și au reușit rapid să prezinte o soluție mai eficientă – NEOFEED pentru prelucrarea brută. Freza este echipată cu plăci de tăiere cu două fețe, pătrate, cu opt margini de tăiere. Poziția de montare a plăcii de tăiere asigură o tăiere lină și reduce forțele de tăiere.
„La Schrimpf, uneltele sunt utilizate ca freze cu alimentare moderată, cu un unghi de înclinare de 22 de grade și șase dinți“, explică Steffen Grau. „Astfel, putem utiliza optim mașina, care are o putere extremă, dar nu este foarte dinamică.“ Cu NEOFEED, Schrimpf prelucrează blocul acum cu o alimentare de 3.000 de milimetri într-o singură trecere și are nevoie de doar aproape 13 minute. „Estimăm că economisim aproximativ 20 de ore pe lot“, se bucură Fabian Scharfenecker. Și în etapele ulterioare de prelucrare, aștepta un potențial de optimizare care să fie valorificat. „Cum eram deja la lucru, ne-am ocupat imediat și de finisare și găurire“, glumește Benjamin Bognar.
Suprafețe mai bune în jumătate din timp

Până acum, Schrimpf a folosit pentru prelucrarea fină a suprafețelor mari același frezor cu șase tăișuri ca pentru prelucrarea brută. Astfel, finisarea pe fiecare componentă dura aproape 23 de minute și costa de fiecare dată un set de plăci de tăiere reversibile. Soluția a fost un frezor plan din familia TANGFIN de la ISCAR. „La frezorul TANGFIN, plăcile de tăiere reversibile sunt montate în trepte, ca pe o scară. Datorită decalajului de 0,05 milimetri pe fiecare tăiș, practic doar un tăiș prelucrează suprafața, iar procesul decurge lin și fără vibrații”, știe Steffen Grau.
„În interacțiune cu tăișul lat de finisare, utilizatorul obține cu TANGFIN o calitate a suprafeței foarte ridicată – și asta fără suporturi de plăci ajustabile.“ Furnizorul de servicii de prelucrare poate astfel să realizeze un avans pe bandă de 1.528 de milimetri – cu soluția veche erau doar 802 milimetri. „Este cu adevărat impresionant cât de repede putem lucra cu uneltele în turnare“, confirmă Fabian Scharfenecker. „Să auzi chipsurile lovindu-se de disc este pur și simplu minunat.“
Schrimpf are nevoie de doar 13 minute pentru a finisa o piesă cu TANGFIN, a reușit să își quadrupleze durata de viață a uneltelor și obține, de asemenea, calități superioare ale suprafeței.
Productivitate ridicată datorită burghiului cu trei tăișuri

„Gaura din mijloc este deja acolo când primim semifabricatul“, spune el cu un zâmbet și arată la diametrul interior de 580 de milimetri. „Cele 20 de găuri de bază le facem în ultimul pas de prelucrare.“ Până acum, echipa sa a avut nevoie de aproximativ zece minute cu un burghiu cu un singur tăiș de la un competitor. „Și după două componente, s-a terminat, iar muncitorul a trebuit să schimbe placa“, spune Steffen Grau. „Am propus să folosim în schimb burghiul nostru cu cap de schimb QUICK3CHAM.“ ISCAR a dezvoltat QUICK3CHAM ca un sistem de burghiu cu cap de schimb cu trei tăișuri și adâncimi de forare de până la 10×D.
Corpul de foraj din oțel de înaltă calitate dispune de caneluri de prindere polizate. Alimentarea interioară cu lichid de răcire permite o răcire eficientă direct la locul de prelucrare. Capetele de foraj sunt fabricate dintr-un material de tăiere rezistent, IC908, pentru durate lungi de viață și uzură redusă. Canelurile de prindere polizate permit o evacuare fără probleme a așchiilor. Cu QUICK3CHAM, Schrimpf poate realiza găurile în puțin peste un minut, în condiții de siguranță procesuală. „Din păcate, nu am putut extinde durata de viață – părțile s-au terminat înainte”, spune Benjamin Bognar zâmbind.
„Acum putem prelucra eficient componenta complexă în două fixări, economisind costurile cu uneltele și eliberând capacitate pe mașină“, se bucură Christian Schrimpf. „Colaborarea cu ISCAR a fost, ca de obicei, excelentă – reacție rapidă, idei bune și un schimb de opinii la egalitate. Când vine vorba de optimizarea proceselor, ISCAR este pur și simplu unul dintre cei mai buni parteneri pentru noi.“
Contact:


 Freude statt Frust")