


Schrimpf GmbH had room for improvement in machining bearing housings made of gray cast iron: long machining times met short tool lives. To optimize the processes, the ISCAR team put together a tool package for roughing, finishing, and drilling. With the Moderate-Feed cutter NEOFEED, the TANGFIN face mill, and the interchangeable head drill QUICK3CHAM, the contract manufacturer can machine the components faster and more efficiently while also benefiting from longer tool lives.

In 1960, Bernhard Schrimpf Senior founded the company as a garage turning shop and one-man operation. Over the past six decades, the family business has steadily grown healthily. Now, the third generation, led by managing director Christian Schrimpf, runs Bernhard Schrimpf GmbH. 'In recent years, we have invested heavily in our employees and the machine park,' says Christian Schrimpf. 'For example, we have acquired a series of 5-axis milling-turning centers, can now also turn large parts up to 1,750 millimeters in diameter, and thanks to magnetic clamping technology, can also securely clamp thin-walled parts accurately and with low distortion.'
The twelve-member team manufactures parts according to drawings for customers from general mechanical engineering, medical technology, defense, and the renewable energy sector. 'From prototypes to series, everything is included,' explains Fabian Scharfenecker, production and training manager at Schrimpf. 'We also work with special materials, duplex or super duplex, as well as steels, stainless steel, and castings.'
Roughing process as an entry point

For a customer from the machine engineering sector, the team led by Christian Schrimpf and Fabian Scharfenecker was to process a small series of 20 gray cast iron bearing housings. The 800 × 800 × 400 millimeter large cast blanks had to be roughened and finished on all sides, plus 20 holes per part.
Initially, Schrimpf used existing tools to machine the complex components – for roughing, for example, a six-edged corner cutter from an ISCAR competitor. With moderate success – neither machining nor tool life was good.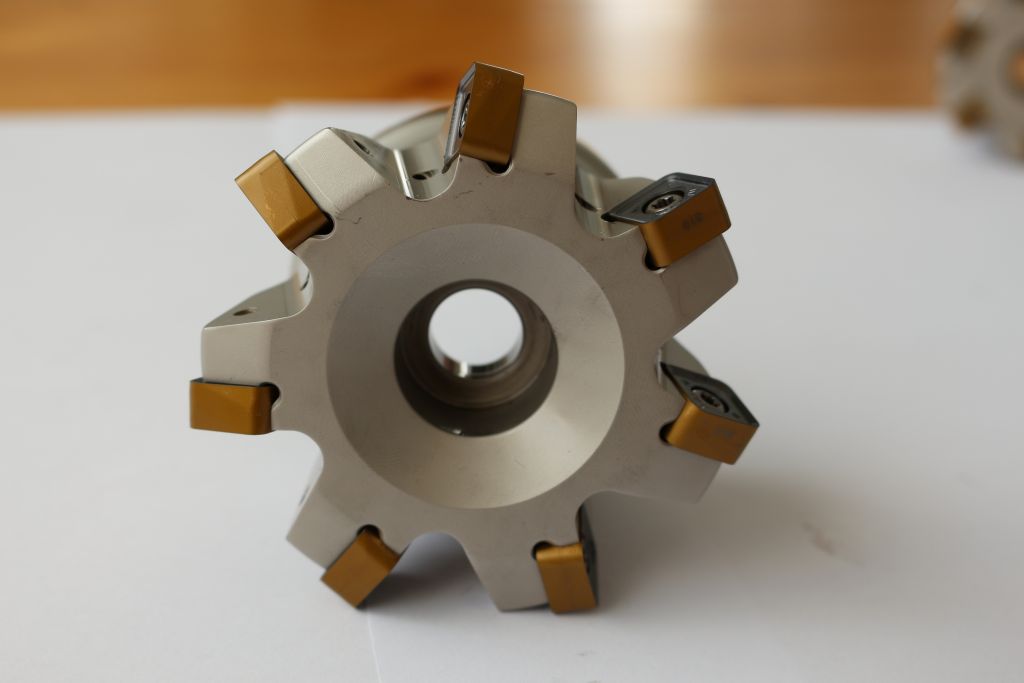
'We had to turn the plate twice on each side. In the end, there were almost 72 minutes of pure rough machining per component,' says the production manager. 'Not to mention the amount of worn plates.' The situation was similar for finishing and drilling. A better solution had to be found. It was fortunate that Benjamin Bognar, technical consulting and sales at ISCAR, and his colleague, Steffen Grau, consulting and sales, were on-site at Schrimpf.
'We could already hear upon entering the hall that the process was not running as it should,' says Benjamin Bognar. Together with Fabian Scharfenecker and Christian Schrimpf, they looked at the task and were able to quickly present a more efficient solution – the NEOFEED for roughing. The cutter is equipped with double-sided, square indexable inserts with eight cutting edges. The installation position of the indexable insert ensures a smooth cut and reduces cutting forces.
'At Schrimpf, the tool is used as a Moderate-Feed cutter with a rake angle of 22 degrees and six teeth,' explains Steffen Grau. 'This allows us to optimally utilize the machine, which has extreme power but is not very dynamic.' With the NEOFEED, Schrimpf now roughs the block completely in one pass with a feed rate of 3,000 millimeters and only needs about 13 minutes for it. 'Extrapolated, we save about 20 hours on the batch,' says Fabian Scharfenecker. And there was also optimization potential waiting to be tapped in the other machining steps. 'Since we were already at it, we also tackled the finishing and drilling,' jokes Benjamin Bognar.
Better surfaces in half the time

Until now, Schrimpf used the same six-edged corner cutter for the fine machining of the large surfaces as for roughing. This made the finishing per component take almost 23 minutes and cost a set of indexable inserts each time. The solution was a face mill from ISCAR's TANGFIN family. 'With the TANGFIN cutter, the indexable inserts are mounted in a stepped manner like a staircase. Due to the offset of 0.05 millimeters per edge, practically only one edge machines the surface, resulting in a smooth and vibration-free machining process,' explains Steffen Grau.
'In combination with the wide finishing edge, the user achieves very high surface qualities with the TANGFIN – and that without adjustable insert seats.' The contract manufacturer can achieve a feed rate of 1,528 millimeters – with the old solution, it was only 802 millimeters. 'It is impressive how quickly we can machine cast with the tools,' confirms Fabian Scharfenecker. 'Hearing the chips hitting the plate is just great.'
With the TANGFIN, Schrimpf now only needs 13 minutes to finish a component, has quadrupled the tool life, and also achieves better surface qualities.
High productivity thanks to three-edged drill

"The hole in the middle is already there when we receive the blank," he says with a wink, pointing to the 580 millimeter large inner diameter. "We will create the 20 core holes in the last machining step." So far, his team needed about ten minutes with a single-edged indexable insert drill from a competitor. "And after two components, that was it, and the operator had to change the insert," says Steffen Grau. "We suggested using our QUICK3CHAM indexable head drill instead." ISCAR developed the QUICK3CHAM as an indexable head drilling system with three cutting edges and drilling depths up to 10×D.
The drill body made of high-quality steel features polished clamping grooves. The internal coolant supply allows for effective cooling directly at the machining site. The drill heads are made from the durable cutting material type IC908 for long tool life and low wear. The polished clamping grooves allow for problem-free chip evacuation. With the QUICK3CHAM, Schrimpf can reliably create the holes in just over a minute. "Unfortunately, we couldn't extend the tool life – the parts ran out before that," says Benjamin Bognar with a grin.
"We can now efficiently machine the complex component completely in two setups, save tool costs, and have freed up capacity on the machine," says Christian Schrimpf. "The collaboration with ISCAR was excellent as always – quick response, good ideas, and a peer-level exchange. When it comes to process optimizations, ISCAR is simply one of our top contacts."
Contact:


