


Firma Schrimpf GmbH miała jeszcze możliwości do poprawy w obróbce łożysk z żeliwa szarego: długie czasy obróbcze spotykały się z krótkimi czasami eksploatacji. Aby zoptymalizować procesy, zespół ISCAR przygotował pakiet narzędzi do roughingu, finishingu i wiercenia. Dzięki frezowi o umiarkowanej prędkości NEOFEED, frezowi płaskiemu TANGFIN oraz wiertłu z wymiennym grotem QUICK3CHAM, wykonawca usług obróbczych może szybciej i efektywniej obrabiać komponenty, a także korzystać z dłuższych czasów eksploatacji.

W 1960 roku Bernhard Schrimpf Senior założył firmę jako warsztat tokarski w garażu i jednoosobową działalność. W ciągu ostatnich sześciu dekad firma rodzinna stale zdrowo się rozwijała. Obecnie trzecią generację kieruje Bernhard Schrimpf GmbH z dyrektorem zarządzającym Christianem Schrimpfem. „W ostatnich latach intensywnie inwestowaliśmy w naszych pracowników i park maszynowy,” mówi Christian Schrimpf. „Na przykład zakupiliśmy szereg centrów frezarsko-tokarskich 5-osiowych, a teraz możemy także obrabiać duże części o średnicy do 1.750 milimetrów i dzięki technologii mocowania magnetycznego stabilnie mocować cienkościenne elementy z dużą precyzją i minimalnym odkształceniem.”
Zespół składający się z dwunastu osób produkuje na nowoczesnym parku maszynowym części według rysunków dla klientów z ogólnego przemysłu maszynowego, technologii medycznej, przemysłu zbrojeniowego oraz sektora energii odnawialnej. „Od prototypu po serię, mamy wszystko”, wyjaśnia Fabian Scharfenecker, kierownik produkcji i szkoleń w firmie Schrimpf. „Pracujemy zarówno z materiałami specjalnymi, duplexowymi czy superduplexowymi, jak i ze stalami, stalą nierdzewną i odlewkami.”
Proces szlifowania jako wprowadzenie

Dla klienta z branży maszynowej zespół pod kierownictwem Christiana Schrimpfa i Fabiana Scharfeneckera miał za zadanie obrobić małą serię 20 odlewów z żeliwa szarego w postaci łożysk. Odlewy o wymiarach 800 × 800 × 400 milimetrów musiały być szlifowane i wykańczane ze wszystkich stron, a także wymagały wykonania 20 otworów na każdy element.
Na początku Schrimpf korzystał z narzędzi standardowych, aby obrabiać skomplikowane komponenty – na przykład do roughingu używał sześciokrawędziowego freza narożnego od konkurenta ISCAR. Z umiarkowanym sukcesem – ani czas obróbczy, ani czas eksploatacji nie były dobre.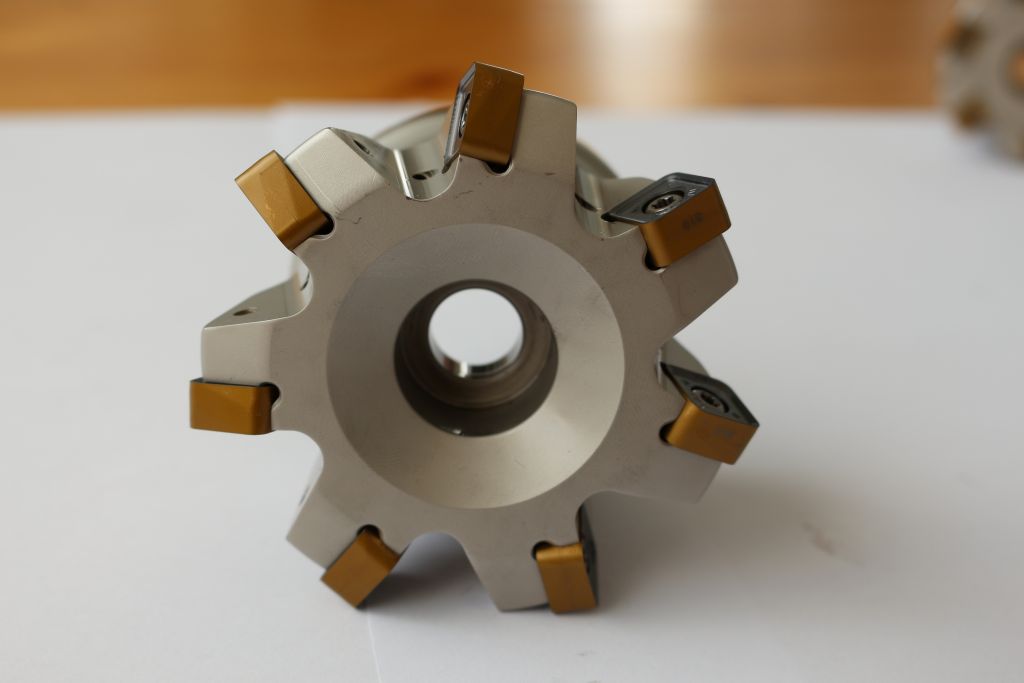
„Musieliśmy obracać płytę dwa razy na stronę. Ostatecznie na zegarze było prawie 72 minuty czystej obróbki wstępnej na każdy element“, opowiada kierownik produkcji. „Nie wspominając już o ilości zużytych płyt.“ Sytuacja była podobna podczas wykańczania i wiercenia. Potrzebne było lepsze rozwiązanie. Właśnie wtedy Benjamin Bognar, doradztwo techniczne i sprzedaż w ISCAR, oraz jego kolega Steffen Grau, doradztwo i sprzedaż, byli na miejscu u Schrimpfa.
„Już przy wejściu do hali mogliśmy usłyszeć, że proces nie przebiega tak, jak powinien“, mówi Benjamin Bognar. Wraz z Fabianem Scharfeneckerem i Christianem Schrimpfem przyjrzeli się zadaniu i szybko zaprezentowali bardziej efektywne rozwiązanie – NEOFEED do szlifowania. Frez jest wyposażony w dwustronne, kwadratowe wkładki skrawające z ośmioma krawędziami skrawającymi. Położenie wkładki skrawającej zapewnia łagodne cięcie i redukuje siły skrawania.
„W firmie Schrimpf narzędzie działa jako frez o umiarkowanym posuwie z kątem natarcia 22 stopni i sześcioma zębami“, wyjaśnia Steffen Grau. „Dzięki temu możemy optymalnie wykorzystać maszynę, która ma ogromną moc, ale nie jest zbyt dynamiczna.“ Dzięki NEOFEED firma Schrimpf frezuje blok teraz z posuwem 3000 milimetrów w jednym przejściu, co zajmuje zaledwie 13 minut. „Przeliczając, oszczędzamy na serii około 20 godzin“, cieszy się Fabian Scharfenecker. A także w kolejnych etapach obróbczych czekały na wykorzystanie możliwości optymalizacji. „Skoro już byliśmy przy tym, wzięliśmy się również za wykańczanie i wiercenie“, żartuje Benjamin Bognar.
Lepsze powierzchnie w połowie czasu

Dotychczas Schrimpf do wykańczania dużych powierzchni używał tego samego sześciokrawędziowego freza narożnego, co do roughingu. W związku z tym wykańczanie każdego elementu trwało prawie 23 minuty i za każdym razem kosztowało zestaw wkładek skrawających. Rozwiązaniem był frez płaski z rodziny TANGFIN firmy ISCAR. „W frezie TANGFIN wkładki skrawające są zamontowane w sposób schodkowy, jak w schodach. Dzięki przesunięciu o 0,05 milimetra na każdą krawędź, praktycznie tylko jedna krawędź obrabia powierzchnię, a obróbka przebiega płynnie i bez wibracji” – mówi Steffen Grau.
„W połączeniu z szerokim ostrzem szlifującym, użytkownik osiąga za pomocą TANGFIN bardzo wysoką jakość powierzchni – i to bez regulowanych miejsc na wkładki.” Wykonawca może teraz uzyskać posuw taśmy wynoszący 1.528 milimetrów – w przypadku starego rozwiązania wynosił on zaledwie 802 milimetry. „To naprawdę imponujące, jak szybko możemy pracować narzędziami w odlewie,” potwierdza Fabian Scharfenecker. „Słyszeć wióry uderzające o tarczę to po prostu wspaniałe uczucie.”
Schrimpf potrzebuje z TANGFIN tylko 13 minut na wygładzenie elementu, czterokrotnie wydłużył czas eksploatacji narzędzia i osiąga lepszą jakość powierzchni.
Wysoka wydajność dzięki wiertłu trzypłatkowemu

„Otwór w środku jest już obecny, gdy otrzymujemy surowiec”, mówi z przymrużeniem oka, wskazując na wewnętrzną średnicę 580 milimetrów. „20 rdzeniowych otworów wprowadzamy w ostatnim etapie obróbki.” Jego zespół potrzebował dotychczas około dziesięciu minut z jednoskrawędziowym wiertłem wymiennym od konkurencji. „A po dwóch elementach było po wszystkim, a operator musiał wymienić wkładkę”, mówi Steffen Grau. „Zaproponowaliśmy zamiast tego użycie naszego wiertła QUICK3CHAM.” ISCAR opracował QUICK3CHAM jako system wiertła wymiennego z trzema ostrzami i głębokościami wiercenia do 10×D.
Wiertło wykonane z wysokiej jakości stali posiada polerowane rowki mocujące. Wewnętrzne doprowadzenie chłodziwa umożliwia skuteczne chłodzenie bezpośrednio w miejscu obróbki. Wiertła składają się z odpornego materiału skrawającego IC908, co zapewnia długie czasy eksploatacji i małe zużycie. Polerowane rowki mocujące pozwalają na bezproblemowe usuwanie wiórów. Dzięki QUICK3CHAM Schrimpf może wprowadzać otwory w nieco ponad minutę w sposób bezpieczny dla procesu. „Niestety, nie mogliśmy wydłużyć czasu eksploatacji – wcześniej skończyły się części”, mówi Benjamin Bognar z uśmiechem.
„Możemy teraz efektywnie obrabiać złożony element w dwóch mocowaniach, oszczędzamy koszty narzędzi i zwolniliśmy miejsce na maszynie”, cieszy się Christian Schrimpf. „Współpraca z ISCAR była jak zawsze doskonała – szybka reakcja, dobre pomysły i wymiana na równym poziomie. Jeśli chodzi o optymalizację procesów, ISCAR jest po prostu jednym z najlepszych partnerów dla nas.”
Kontakt:


 Freude statt Frust")