


La société Schrimpf GmbH avait encore des marges d'amélioration dans le traitement des logements de roulements en fonte grise : de longs temps de traitement étaient confrontés à de courtes durées de vie des outils. Pour optimiser les processus, l'équipe d'ISCAR a constitué un ensemble d'outils pour l'ébauche, le finissage et le perçage. Avec le fraiseur à avance modérée NEOFEED, le fraiseur à plat TANGFIN et le perceur à tête interchangeable QUICK3CHAM, le sous-traitant peut traiter les composants plus rapidement et plus efficacement tout en bénéficiant de durées de vie des outils plus longues.

En 1960, Bernhard Schrimpf Senior a fondé l'entreprise en tant qu'atelier de tournage dans un garage et en tant qu'entreprise individuelle. Au cours des six dernières décennies, l'entreprise familiale a connu une croissance saine et continue. Aujourd'hui, la troisième génération, dirigée par le directeur général Christian Schrimpf, gère la Bernhard Schrimpf GmbH. « Au cours des dernières années, nous avons investi massivement dans nos employés et notre parc de machines », déclare Christian Schrimpf. « Par exemple, nous avons acquis une série de centres d'usinage tournage-fraisage à 5 axes, nous pouvons désormais tourner de grandes pièces jusqu'à 1 750 millimètres de diamètre et, grâce à la technologie de serrage magnétique, nous pouvons également maintenir des pièces minces de manière précise et sans déformation. »
L'équipe de douze personnes fabrique sur un parc de machines moderne des pièces selon les dessins pour des clients issus de l'ingénierie générale, de la technologie médicale, de l'armement et du secteur des énergies renouvelables. « Du prototype à la série, tout y est », explique Fabian Scharfenecker, responsable de la production et de la formation chez Schrimpf. « Nous travaillons également avec des matériaux spéciaux, du duplex ou super duplex, ainsi qu'avec des aciers, de l'acier inoxydable et de la fonte. »
Processus de dégrossissage comme introduction

Pour un client du secteur de la construction mécanique, l'équipe dirigée par Christian Schrimpf et Fabian Scharfenecker devait usiner une petite série de 20 carters de roulements en fonte grise. Les pièces brutes de fonderie mesurant 800 × 800 × 400 millimètres devaient être ébauchées et finies sur toutes les faces, avec en plus 20 perçages par pièce.
Tout d'abord, Schrimpf a utilisé des outils existants pour usiner les composants complexes – par exemple, un fraise à coins à six arêtes d'un concurrent d'ISCAR pour l'ébauche. Avec un succès modéré – ni le temps d'usinage ni la durée de vie de l'outil n'étaient satisfaisants.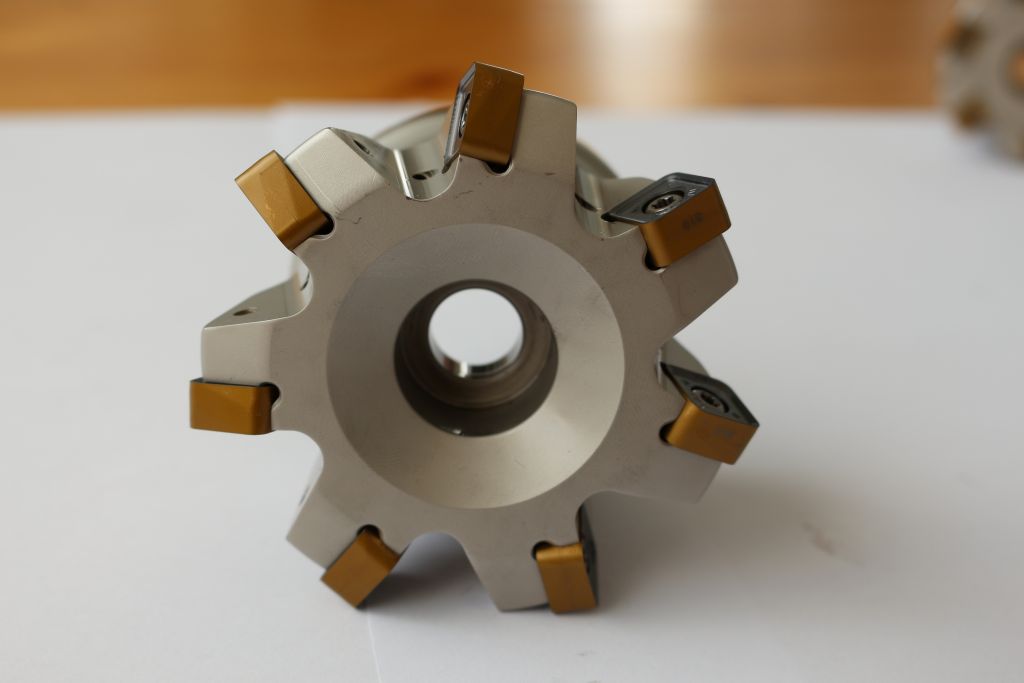
« Nous devions tourner la plaque deux fois par côté. Au final, nous avons enregistré presque 72 minutes de fraisage brut par pièce », raconte le responsable de la production. « Sans parler de la quantité de plaques usées. » La situation était similaire pour le finissage et le perçage. Une meilleure solution devait être trouvée. Il se trouve que Benjamin Bognar, conseiller technique et commercial chez ISCAR, et son collègue, Steffen Grau, conseil et vente, étaient justement sur place chez Schrimpf.
« Dès notre entrée dans la halle, nous avons pu entendre que le processus ne se déroulait pas comme il le fallait », déclare Benjamin Bognar. Avec Fabian Scharfenecker et Christian Schrimpf, ils ont examiné la tâche et ont rapidement pu présenter une solution plus efficace : le NEOFEED pour l'ébauche. L'outil de fraisage est équipé de plaquettes de coupe à double face et de forme carrée avec huit arêtes de coupe. La position d'installation de la plaquette de coupe a permis d'obtenir une coupe douce et de réduire les forces de coupe.
« Chez Schrimpf, l'outil est un fraiseur à alimentation modérée avec un angle d'attaque de 22 degrés et six dents », explique Steffen Grau. « Ainsi, nous pouvons utiliser au mieux la machine, qui a certes une puissance extrême, mais qui n'est pas très dynamique. » Avec le NEOFEED, Schrimpf usinait maintenant le bloc en une seule passe à une avance de 3 000 millimètres et n'avait besoin que de 13 minutes. « En gros, nous économisons environ 20 heures par lot », se réjouit Fabian Scharfenecker. Et même pour les autres étapes de traitement, un potentiel d'optimisation attendait d'être exploité. « Comme nous y étions, nous avons également décidé de nous attaquer au finissage et au perçage », plaisante Benjamin Bognar.
Meilleures surfaces en moitié moins de temps

Jusqu'à présent, Schrimpf utilisait pour le fraisage de finition des grandes surfaces la même fraise à six arêtes que pour l'ébauche. Cela prenait presque 23 minutes par pièce et coûtait à chaque fois un jeu de plaquettes indexables. La solution a été une fraise plane de la famille TANGFIN d'ISCAR. « Sur la fraise TANGFIN, les plaquettes indexables sont montées de manière décalée comme sur un escalier. Grâce au décalage de 0,05 millimètre par arête, pratiquement une seule arête réalise la surface, le traitement se déroule de manière fluide et sans vibrations », explique Steffen Grau.
« En interaction avec la coupe à large finition, l'utilisateur atteint avec le TANGFIN des qualités de surface très élevées - et ce sans sièges de plaquettes réglables. Le sous-traitant peut ainsi réaliser une avance de 1.528 millimètres - avec l'ancienne solution, il n'y avait que 802 millimètres. "C'est vraiment impressionnant de voir à quelle vitesse nous pouvons travailler avec les outils dans la fonte", confirme Fabian Scharfenecker. "Entendre les copeaux frapper la disque est tout simplement génial." »
Schrimpf n'a besoin que de 13 minutes avec le TANGFIN pour le finissage d'une pièce, a pu quadrupler la durée de vie et atteint également de meilleures qualités de surface.
Haute productivité grâce à un foret à trois arêtes.

« Le trou au milieu est déjà présent lorsque nous recevons le brut », dit-il en clin d'œil en montrant le diamètre intérieur de 580 millimètres. « Les 20 trous centraux seront réalisés lors de la dernière étape de traitement. » Pour cela, son équipe avait besoin d'environ dix minutes avec un perceur à plaquette interchangeable à une dent d'un concurrent. « Et après deux pièces, c'était fini, et l'opérateur devait changer la plaquette », dit Steffen Grau. « Nous avons proposé d'utiliser à la place notre perceur à tête interchangeable QUICK3CHAM. » ISCAR a développé le QUICK3CHAM comme un système de perçage à tête interchangeable avec trois arêtes et des profondeurs de perçage allant jusqu'à 10×D.
Le corps de perçage en acier de haute qualité possède des rainures de serrage polies. L'alimentation interne en liquide de refroidissement permet un refroidissement efficace directement au niveau de la zone de traitement. Les têtes de perçage sont fabriquées à partir du matériau de coupe résistant IC908 pour de longues durées de vie et un faible usure. Les rainures de serrage polies permettent une évacuation des copeaux sans problème. Avec le QUICK3CHAM, Schrimpf peut réaliser les perçages de manière fiable en un peu plus d'une minute. «Nous n'avons malheureusement pas pu augmenter la durée de vie – les pièces étaient épuisées avant», dit Benjamin Bognar en souriant.
«Nous pouvons maintenant usiner complètement la pièce complexe en deux montages de manière efficace, économiser sur les coûts d'outillage et libérer de la capacité sur la machine», se réjouit Christian Schrimpf. «La collaboration avec ISCAR a été, comme toujours, excellente – réaction rapide, bonnes idées et un échange sur un pied d'égalité. Quand il s'agit d'optimisations de processus, ISCAR est tout simplement l'un de nos meilleurs interlocuteurs.»
Contact :


 Freude statt Frust")