


Компанія Schrimpf GmbH мала можливості для покращення при обробці підшипникових корпусів з сірого чавуну: довгі часи обробки поєднувалися з короткими термінами служби. Для оптимізації процесів команда ISCAR підготувала пакет інструментів для грубої обробки, фінішної обробки та свердління. Завдяки фрезі з помірним подаванням NEOFEED, планфрезі TANGFIN та змінному свердлу QUICK3CHAM, підрядник може обробляти компоненти швидше та ефективніше, а також отримує переваги від довших термінів служби.

1960 року Бернхард Шрімпф старший заснував компанію як гаражну токарну майстерню та одноосібний бізнес. Протягом останніх шести десятиліть сімейна компанія стабільно та здорово зростала. Наразі третє покоління, яке очолює генеральний директор Крістіан Шрімпф, керує компанією Bernhard Schrimpf GmbH. «В останні роки ми активно інвестували в наших працівників та машинний парк», - говорить Крістіан Шрімпф. «Наприклад, ми придбали ряд 5-осьових фрезерно-токарних центрів, тепер можемо також обробляти великі деталі діаметром до 1.750 міліметрів і завдяки магнітній технології затискання точно та без деформацій стабільно затискати тонкостінні деталі».
Дванадцятимісна команда виготовляє на сучасному машинному парку деталі за кресленнями для клієнтів з загального машинобудування, медичної техніки, оборонної промисловості та сектора відновлювальної енергетики. «Від прототипу до серії – все є», – пояснює Фабіан Шарфенекер, керівник виробництва та навчання у Schrimpf. «Ми працюємо як з особливими матеріалами, дуплексом або супердуплексом, так і з сталями, нержавіючою сталлю та литтям.»
Процес шліфування як вступ

Для клієнта з машинобудування команда на чолі з Крістіаном Шрімпфом та Фабіаном Шарфенекером повинна була обробити малу серію з 20 чавунних підшипникових корпусів. Ливарні заготовки розмірами 800 × 800 × 400 міліметрів потрібно було обробити з усіх боків, а також виконати 20 отворів на кожну деталь.
Спочатку Шрімпф використовував наявні інструменти для обробки складних компонентів – наприклад, для грубої обробки шестиріжковий куточковий фрезер одного з партнерів ISCAR. З помірним успіхом – ні обробка, ні тривалість служби не були хорошими.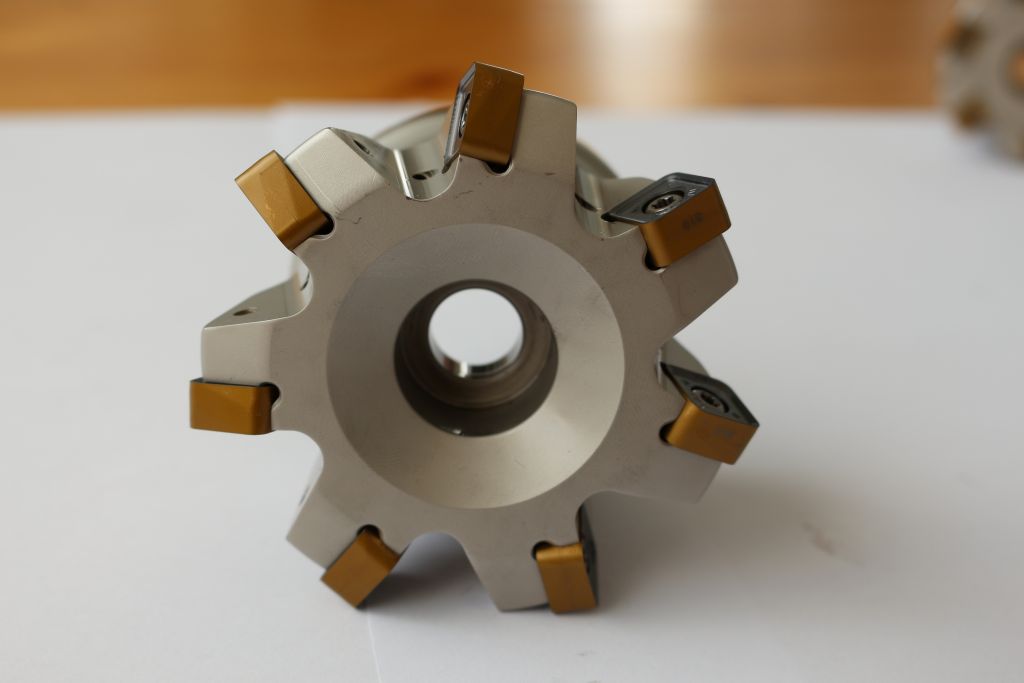
„Нам доводилося перевертати плиту двічі з кожного боку. Врешті-решт, на годиннику було майже 72 хвилини чистого оброблення на кожну деталь“, - розповідає керівник виробництва. „Про кількість зношених плит навіть не варто говорити.“ Ситуація була подібною і під час шліфування та свердління. Потрібно було знайти краще рішення. І тут виявилося, що Бенжамін Богнар, технічний консультант і продажі в ISCAR, і його колега, Стеффен Грау, консультування та продаж, якраз були на місці у Schrimpf.
«Ми вже при вході в зал почули, що процес не йде так, як має», - говорить Бенджамін Богнар. Разом з Фабіаном Шарфенекером та Крістіаном Шрімпфом вони розглянули завдання і швидко змогли представити більш ефективне рішення – NEOFEED для чернової обробки. Фреза оснащена двосторонніми квадратними змінними різцями з восьми ріжучими краями. Положення змінного різця забезпечує м'який різ і зменшує різальні сили.
„У Schrimpf інструмент використовується як фреза з помірним подачею з кутом атаки 22 градуси та шістьма зубцями“, пояснює Штеффен Грау. „Таким чином, ми можемо оптимально використовувати машину, яка, хоча і має велику потужність, але не є дуже динамічною.“ З NEOFEED Schrimpf тепер обробляє блок за один прохід з подачею 3000 міліметрів і потребує для цього лише близько 13 хвилин. „Якщо підрахувати, ми економимо на партії близько 20 годин“, радіє Фабіан Шарфенекер. І також на інших етапах обробки чекало потенціал для оптимізації. „Оскільки ми вже були в процесі, ми також вирішили зайнятися шліфуванням і свердлінням“, жартує Бенджамін Богнар.
Кращі поверхні за половину часу

До цього часу Schrimpf для фінішної обробки великих площ використовував той самий шестиріжучий куточковий фрезер, що й для грубої обробки. Таким чином, шліфування на один елемент займало майже 23 хвилини і щоразу коштувало набір змінних ріжучих пластин. Рішенням став плоский фрезер з родини TANGFIN компанії ISCAR. "У фрезері TANGFIN змінні ріжучі пластини встановлені в ступінчастому порядку, як на сходах. Завдяки зсуву на 0,05 міліметра на кожне ріжуче лезо, фактично лише одне лезо обробляє поверхню, обробка проходить спокійно і без вібрацій", - зазначає Стеффен Грау.
«У взаємодії з широким шліфувальним різцем користувач досягає дуже високої якості поверхні за допомогою TANGFIN – і це без регульованих посадкових місць для пластин.» Замовник може забезпечити подачу 1.528 міліметрів – з старим рішенням це було лише 802 міліметри. «Це дійсно вражає, як швидко ми можемо працювати з інструментами в литті», підтверджує Фабіан Шарфенекер. «Чути, як стружка б'є по диску, просто чудово.»
Schrimpf тепер потребує лише 13 хвилин для фінішної обробки деталі за допомогою TANGFIN, зміг у чотири рази збільшити тривалість роботи інструменту та досягти кращої якості поверхні.
Висока продуктивність завдяки тризубому свердлу

„Діаметр у центрі вже є, коли ми отримуємо заготовку“, - каже він з усмішкою, вказуючи на внутрішній діаметр 580 міліметрів. „20 основних отворів ми робимо на останньому етапі обробки.“ Для цього його команда раніше витрачала близько десяти хвилин з однофрезерним свердлом одного з конкурентів. „І після двох деталей все закінчувалося, і робітнику доводилося змінювати пластину“, - говорить Штеффен Грау. „Ми запропонували замість цього використовувати наш QUICK3CHAM змінний свердловий інструмент.“ ISCAR розробила QUICK3CHAM як систему змінних свердлів з трьома ріжучими краями та глибиною свердління до 10×D.
Свердло з високоякісної сталі має полірувальні канавки. Внутрішнє охолодження забезпечує ефективне охолодження безпосередньо на оброблювальному місці. Свердла виготовлені з міцного різального матеріалу IC908 для тривалого терміну служби та низького зносу. Поліровані канавки дозволяють безпроблемну евакуацію стружки. За допомогою QUICK3CHAM Шрімпф може безпечно виконувати отвори за трохи більше ніж за хвилину. «На жаль, ми не змогли підвищити термін служби – раніше закінчилися деталі», - говорить Бенджамін Богнар і усміхається.
«Ми тепер можемо ефективно обробляти складну деталь у двох установках, економимо на витратах на інструменти та звільнили потужність на верстаті», радіє Крістіан Шрімпф. «Співпраця з ISCAR була, як завжди, відмінною – швидка реакція, хороші ідеї та обмін на рівних. Коли йдеться про оптимізацію процесів, ISCAR просто один з найкращих партнерів для нас.»
Контакт:


 Freude statt Frust")