


Incluso en la tecnología médica, los fabricantes de CNC están sintiendo una creciente resistencia. Una empresa de Franconia inferior se enfrenta a ello con un gran conocimiento del personal y ideas ingeniosas de fabricación. Un socio importante para la implementación de estrategias de mecanizado eficientes es teamtec CNC-Werkzeugmaschinen GmbH con centros de torneado BIGLIA adaptados individualmente.

La ProCon Medizintechnik GmbH en Alzenau se especializa en la fabricación de implantes de columna vertebral y componentes médicos relacionados - 'en la más alta calidad y precisión', enfatiza el director general Stefan Volz, 'de lo contrario, uno se queda rápidamente fuera del mercado en la tecnología médica. Gracias a nuestro equipo comprometido, la tecnología de fabricación CNC y aditiva más moderna, así como un enfoque claro en la innovación y la precisión técnica, logramos mantener la calidad de nuestros productos alta y los precios estables, y así competir en el mercado.'
Entre los empleados de ProCon que han adquirido una gran experiencia técnica a lo largo de los años se encuentra Philipp Geist. Ha estado trabajando en el departamento de torneado durante más de diez años y es su jefe desde hace dos años. Su parque de máquinas incluye siete máquinas BIGLIA para tareas de torneado corto. 'En 2014 recibimos los primeros dos centros de torneado B 436Y2 de la nueva generación. Estaban equipados con dos torretas con ejes Y, un husillo contrarrotante programable sobre X3, Z3 y una función de contrapunto. Contaban con un control de 3 canales y ofrecían la posibilidad de trabajar simultáneamente en cuatro ejes', informa Philipp Geist. 'Una inversión importante, ya que con ello podemos optimizar y ampliar la fabricación de implantes de manera orientada al futuro.' A estas dos máquinas les siguió en 2015 una tercera BIGLIA B 436Y2.
Stefan Volz, quien es responsable de la técnica de mecanizado en la dirección de la empresa, señala que antes ya se habían utilizado dos BIGLIA más en la fabricación de implantes, una B 445YSM (año de construcción 2003) y una B 446Y2 del año 2007: 'Estas dos máquinas antiguas todavía están en uso. Aún ofrecen la precisión requerida y, por supuesto, son difíciles de superar en términos de costo por hora de máquina.'
'¡Las máquinas BIGLIA son fiables!'
Philipp Geist emite un excelente testimonio sobre todas sus máquinas BIGLIA: 'La rigidez y, por lo tanto, la precisión y calidad de superficie alcanzables son impresionantes. Esto es especialmente cierto para los trabajos de fresado, que representan alrededor del 70 por ciento del tiempo de funcionamiento. La interacción de los ejes es tan armoniosa que incluso con herramientas pequeñas y delicadas logramos resultados perfectos. En mi opinión, hay pocas máquinas de torneado en el mercado que puedan competir con ellas.'
El jefe del departamento de torneado añade más puntos importantes: la fiabilidad de las máquinas BIGLIA y el servicio de teamtec - la empresa que ha sido representante general del fabricante italiano en Alemania durante más de 25 años: 'En los últimos diez años no hemos tenido ninguna falla grave de la máquina, por lo que en esencia solo se han tenido que reemplazar piezas de desgaste. En este sentido, podemos confiar plenamente en el servicio de teamtec. Las interrupciones se resuelven en un día, por lo que podemos volver a fabricar sin operador durante la noche.'
Un factor importante, ya que ProCon opera con un turno de personal y dos turnos sin operador consecutivos. 'Podemos hacer funcionar nuestras BIGLIA, con la preparación adecuada, las 24 horas o durante el fin de semana sin operador. El año pasado, una máquina funcionó completamente de forma autónoma durante cuatro días en Navidad.'
El director de la empresa Volz añade otro ejemplo de la productividad de estas máquinas: 'Una BIGLIA B 436Y2 estuvo en funcionamiento las 24 horas durante seis semanas, con solo una hora de parada diaria en la producción. Durante esta parada, el operador cambiaba las placas de herramientas, reponía material y retiraba las virutas.'
Un centro de torneado de nivel moderno
No es de extrañar que ProCon siga siendo fiel a las máquinas BIGLIA y a teamtec hasta hoy. Así, el fabricante de implantes invirtió en 2020 en una sexta BIGLIA, una B 438Y2, y en 2025 siguieron dos BMX 45Y2. El director de ventas de teamtec, Claudio Lista, explica la llamativa nueva designación del modelo: 'En el futuro, todos los modelos BIGLIA con dos torretas llevarán una 'X' en el nombre. Esto representa la posibilidad de mecanizado simultáneo en cuatro ejes.'
La BIGLIA BMX 45Y2 (ver recuadro) es el modelo sucesor de la B 436Y2 y B 438Y2.
Ofrece algunas mejoras, como el mayor diámetro de barra de 45 mm. Además, en la BMX y su control CNC Mitsubishi M830VS se puede utilizar por primera vez un sistema de ruptura de virutas desarrollado por BIGLIA, que se activa o desactiva mediante M-Code. Para ProCon, es una característica muy útil, ya que más del 90 por ciento de las aleaciones de titanio que se mecanizan son tenaces y producen virutas largas.
Eficiente a través de soluciones de fabricación personalizadas
ProCon valora a teamtec no solo por su servicio fiable. Para ProCon, teamtec es un socio extremadamente valioso que convierte las máquinas BIGLIA estándar en soluciones de fabricación personalizadas. Stefan Volz explica: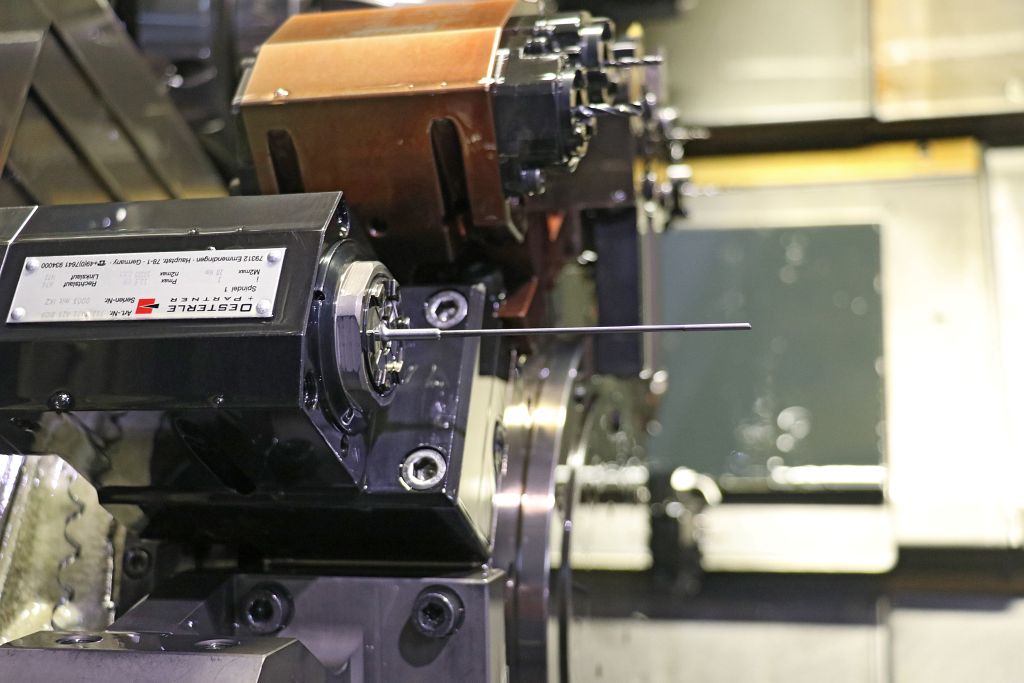
'Necesitamos las máquinas fiables, pero siempre tenemos algunos deseos especiales para que se adapten a nuestras estrategias de fabricación específicas.' Como ejemplo, muestra una tulipa percutánea. Este es un implante en la cirugía de columna vertebral, que se inserta de manera mínimamente invasiva a través de pequeñas incisiones en la piel, para fijar y estabilizar los cuerpos vertebrales y las fracturas. ProCon produce este componente largo y lábil para Signus Medizintechnik, una empresa que distribuye implantes de columna vertebral en todos los continentes.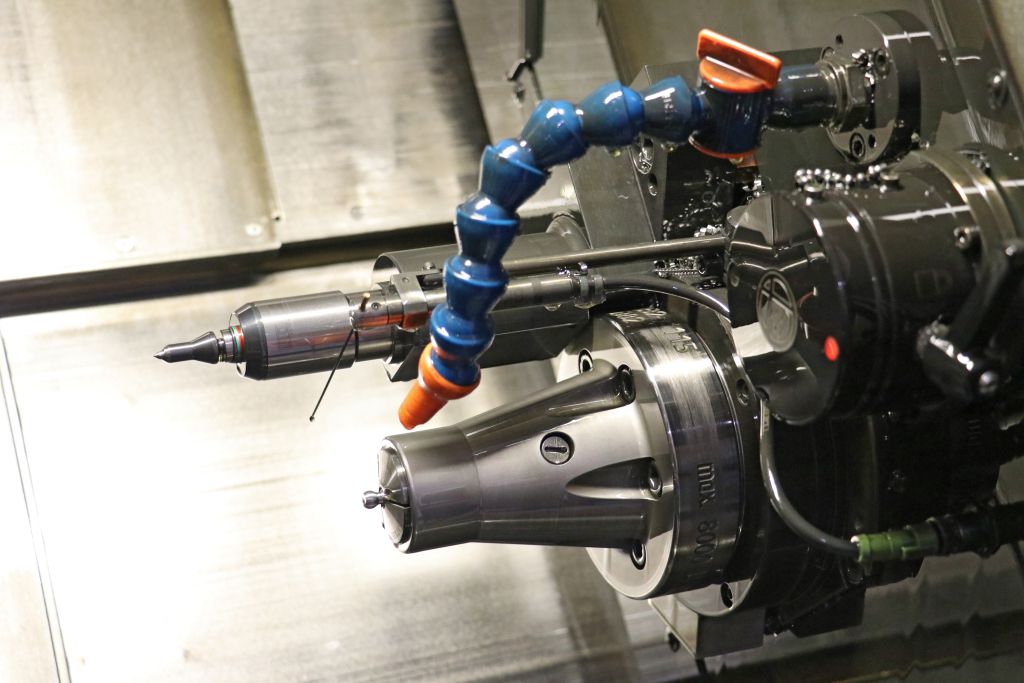
Antes, esta tulipa percutánea se soldaba a partir de tres piezas mecanizadas individualmente: una cabeza y dos cuchillas. Un proceso que tomaba mucho tiempo. "Nuestra idea era mecanizar la tulipa en una BIGLIA de una sola pieza - lista para usar", dice Stefan Volz. Así le dio a su tecnólogo - entre otros, a Ramon Pastor - el tiempo necesario para convertir esta idea en un producto terminado a través de horas de trabajo intensivo. Para la fase de prototipo, se utilizó el "viejo" BIGLIA B 446Y2.
Las mejoras necesarias en la máquina para una producción fluida y eficiente del producto fueron implementadas posteriormente por teamtec para la nueva BIGLIA BMX 45.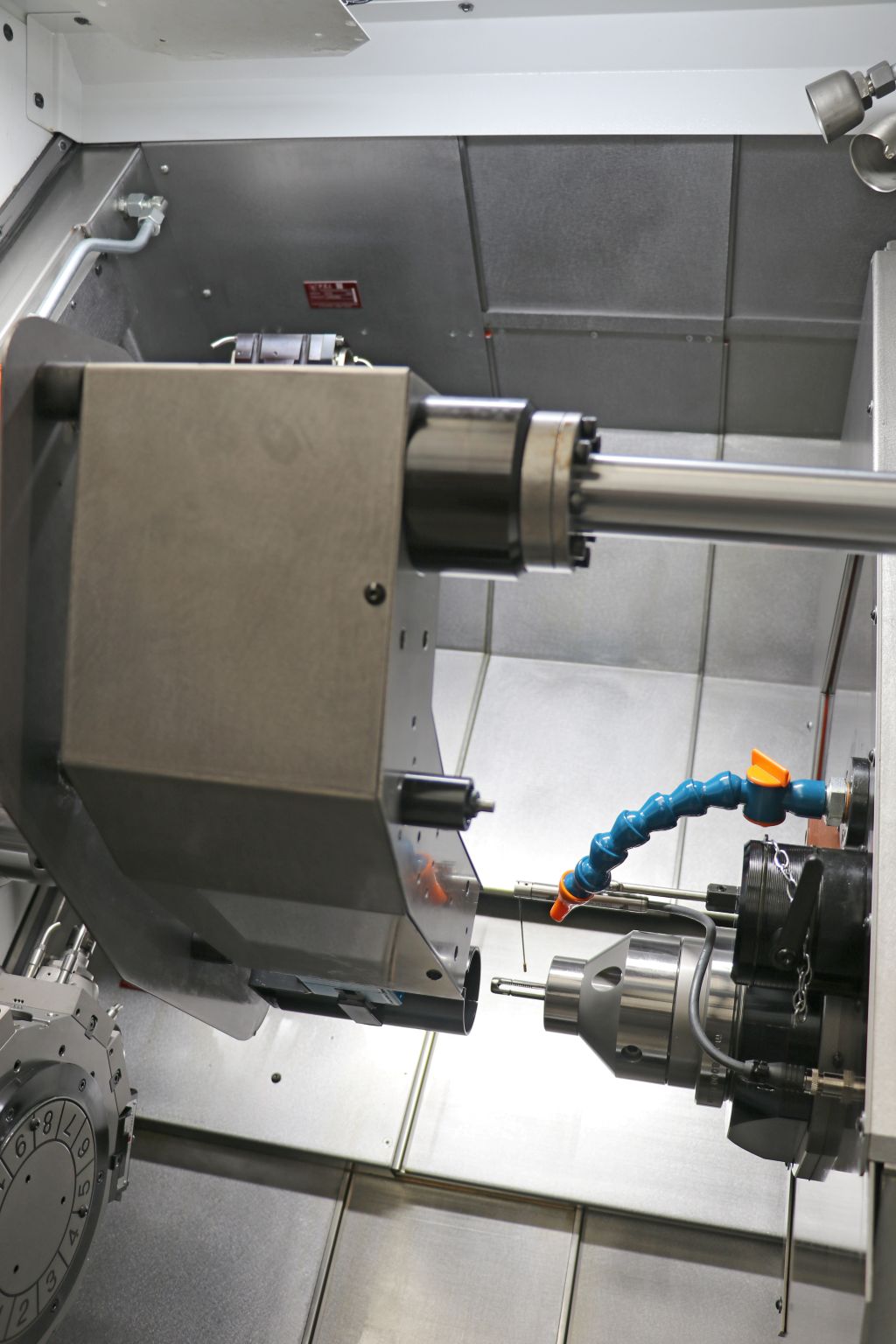
"No se revelan detalles para no poner en peligro la ventaja sobre los competidores", dice Stefan Volz, y se alegra de que su equipo de torneado pueda terminar la pieza ahora en la BIGLIA BMX 45Y2 en un solo proceso. Su colega gerente Erik Siedler, responsable entre otras cosas de la parte comercial y la administración, añade: "Esto nos hace mucho más rápidos, logramos una mejor calidad y podemos ofrecer al cliente una ventaja de precio."
Philipp Geist confirma: "Las piezas funcionan en la BMX completamente sin estrés. Además, utilizamos esta máquina para la producción de otros implantes de columna vertebral, tornillos óseos, etc. Es una parte importante de nuestra estrategia de fabricación en general. Tan importante que hemos instalado un gemelo en nuestra segunda planta en Tuttlingen para asegurar redundancia."
teamtec - Socio para soluciones especiales
Ahora, la "ProCon-BIGLIA BMX 45Y2" se diferencia en numerosos aspectos de las máquinas estándar con la misma denominación. Claudio Lista explica: "Para habilitar la máquina para el mecanizado de la tulipa y otras piezas especiales, nuestros especialistas han implementado muchos deseos especiales en estrecha colaboración con Philipp Geist. Este know-how es algo que nos distingue - teamtec - de otros proveedores de máquinas."
Así, esta BMX 45Y2, por ejemplo, cuenta con un expulsor especial controlable. Además, se han ajustado los dispositivos de sujeción y se han cambiado cilindros y válvulas para realizar funciones adicionales. El husillo opuesto está diseñado para ser refrigerable con aire y agua, y el transportador de virutas está diseñado como un transportador de rastrillo para transportar óptimamente las virutas de titanio y el lodo de virutas fuera de la máquina. En la instalación hay entre 800 y 1,000 litros de aceite, cuya temperatura se puede mantener constante con un enfriador a un delta de un máximo de 1.5 grados.
Particularmente importante: Cada revolver tiene su propia bomba de alta presión controlada por frecuencia, que se puede programar en siete niveles de presión entre 5 bar y 70 bar - con un caudal de 40 litros por minuto. "Lo necesitamos cuando tenemos que hacer perforaciones en tornillos óseos que pueden tener hasta 150 mm de longitud y un diámetro máximo de 1.6 mm", informa Philipp Geist. "Realizamos tales mecanizados también en la BMX, aunque es más atípico para un torneador corto."
Añade además: "Estos ajustes de máquina son un rendimiento excepcional que no se obtiene de cualquier proveedor."
Contacto:


