


Even in medical technology, CNC contract manufacturers are experiencing increasing headwinds. A company from Lower Franconia is countering this with extensive employee expertise and clever manufacturing ideas. An important partner for implementing efficient machining strategies is teamtec CNC machine tools GmbH with customized BIGLIA turning centers.

ProCon Medizintechnik GmbH in Alzenau specializes in the production of spinal implants and related medical components – "in the highest quality and precision," emphasizes Managing Director Stefan Volz, "otherwise, you quickly fall by the wayside in medical technology. Thanks to our dedicated team, state-of-the-art CNC and additive manufacturing technology, and a clear focus on innovation and technical precision, we manage to keep the quality of our products high and prices stable, thus remaining competitive."
Among the ProCon employees who have acquired extensive manufacturing expertise over many years is Philipp Geist. He has been working in the turning department for over ten years and has been its head for two years. His machine park includes seven BIGLIA machines for short-turning tasks. "In 2014, we received the first two B 436Y2 turning centers of the new generation. They were equipped with two turrets with Y-axes, a programmable counter spindle over X3, Z3, and a tailstock function. They featured a 3-channel control and offered the possibility to work four-axis simultaneously," reports Philipp Geist. "An important investment, as it allows us to optimize and expand implant manufacturing in a future-oriented manner." Following these two machines, a third BIGLIA B 436Y2 was added in 2015.
Stefan Volz, who is responsible for machining technology in management, points out that two other BIGLIAs were already used in implant manufacturing, a B 445YSM (built in 2003) and a B 446Y2 from 2007: "These two oldies are still in operation. They still deliver the required precision and are, of course, hard to beat in terms of machine hourly rates."
"You can rely on the BIGLIA machines!"
Philipp Geist gives all his BIGLIA machines a top rating: "The rigidity and thus the achievable precision and surface quality is impressive. This is especially true for milling operations, which account for about 70 percent of the runtime. The interaction of the axes is so harmonious that we achieve perfect results even with small, delicate tools. In my opinion, there are only a few lathes on the market that can keep up with that."
The head of the turning department adds more important advantages: the reliability of the BIGLIA machines and the service from teamtec – the company that has been the general representative of the Italian manufacturer in Germany for over 25 years: "In the past ten years, we have not had any significant machine failures, so essentially only wear parts needed to be replaced. We can fully rely on teamtec's service. Disruptions are resolved within a day, allowing us to manufacture unmanned overnight."
An important factor, as ProCon operates with a single shift and two subsequent unmanned shifts. "We can run our BIGLIAs around the clock or over the weekend without operators with proper preparation. Last year, one machine ran completely autonomously for four days over Christmas."
Company head Volz provides another example of the productivity of these machines: "We had a BIGLIA B 436Y2 running 24/7 for six weeks, with only one hour of production downtime per day. During that time, the operator changed the tool plates, added material, and removed chips."
A turning center at the highest level
It's no wonder that ProCon remains loyal to BIGLIA machines and teamtec to this day. The implant manufacturer invested in a sixth BIGLIA, a B 438Y2, in 2020, and in 2025, two BMX 45Y2 followed. teamtec sales manager Claudio Lista explains the noticeably new model designation: "In the future, all BIGLIA models with two turrets will carry an 'X' in the name. It stands for the possibility of four-axis simultaneous machining."
The BIGLIA BMX 45Y2 (see box) is the successor model of the B 436Y2 and B 438Y2.
It offers several improvements, such as the larger bar passage of 45 mm. Additionally, the BMX and its Mitsubishi CNC control M830VS can utilize a chip breaking system developed by BIGLIA for the first time, which is activated or deactivated via M-code. For ProCon, this is a very useful feature, as over 90 percent of the materials machined are tough, long-chipping titanium alloys.
Efficient through individual manufacturing solutions
ProCon values teamtec not only for its reliable service. For ProCon, teamtec is an extremely valuable partner that turns standard BIGLIA machines into individual manufacturing solutions. Stefan Volz explains: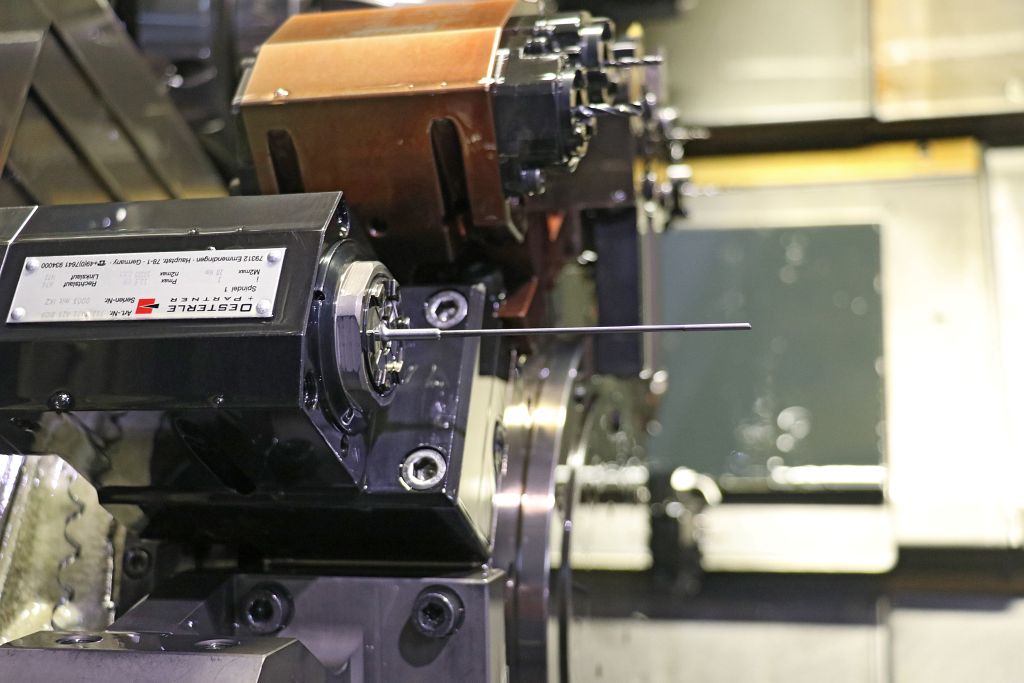
"We need reliable machines, but we always have a few special requests to make them suitable for our specific manufacturing strategies." As an example, he shows a percutaneous tulip. This is an implant in spinal surgery that is inserted through tiny skin incisions, minimally invasive, to fix and stabilize vertebral bodies and fractures. ProCon produces this long, delicate component for Signus Medizintechnik, a company that distributes spinal implants on all continents.
In the past, this percutaneous tulip was welded together from three individually machined parts – a head and two blades. A process that took a lot of time. 'Our idea was to machine the tulip from a single piece on a BIGLIA – ready to go,' says Stefan Volz. This allowed him to give his technologist – including Ramon Pastor – the time to successfully transform this idea into a finished product through hours of intensive tinkering. For the prototype phase, the 'oldie', the BIGLIA B 446Y2, had to be used.
The necessary machine improvements for a smooth and efficient production of the product were subsequently implemented by teamtec for the new BIGLIA BMX 45.
'Details will not be disclosed to avoid jeopardizing our advantage over competitors,' says Stefan Volz, pleased that his turning team can now finish the component on the BIGLIA BMX 45Y2 in one process. His colleague Erik Siedler, responsible for the commercial part and administration, adds: 'This makes us much faster, achieves better quality, and allows us to pass on a price advantage to the customer.'
Philipp Geist confirms: 'The parts run completely stress-free on the BMX. We also use this machine for the production of other spinal implants, bone screws, etc. It is an important part of our overall manufacturing strategy. So important that we have installed a twin in our second plant in Tuttlingen to ensure redundancy.'
teamtec – Partner for special solutions
Now the 'ProCon-BIGLIA BMX 45Y2' differs in numerous ways from standard machines with the same designation. Claudio Lista explains: 'To enable the machine for machining the tulip and other special parts, our specialists implemented many special requests in close coordination with Philipp Geist. This know-how is something that distinguishes us – teamtec – from other machine suppliers.'
For example, this BMX 45Y2 has a controllable special ejector. Additionally, clamping devices were adapted and cylinders and valves were replaced to realize additional functions. The counter spindle is designed to be air and water flushable, and the chip conveyor is designed as a scraper conveyor to optimally transport the titanium milling chips and chip sludge out of the machine. The system contains between 800 and 1,000 liters of oil, the temperature of which can be kept constant with a cooler to a delta of a maximum of 1.5 degrees.
Especially important: Each turret has its own frequency-controlled high-pressure pump, which is programmable in seven pressure stages between 5 bar and 70 bar – with a throughput of 40 liters per minute. 'We need this when we have to create holes in bone screws that can be up to 150 mm long and have a maximum diameter of 1.6 mm,' reports Philipp Geist. 'We also perform such machining on the BMX, although it is rather atypical for a short-turning machine.'
He adds: 'These machine modifications are a top performance that you don't get from every supplier.'
Contact:


