


El disco de freno para automóviles del futuro está recubierto; solo así se pueden alcanzar los límites de partículas finas más estrictos de la norma Euro-7. Además, la superficie de freno está protegida contra la corrosión y es resistente al desgaste. Pero, ¿qué proceso de mecanizado puede garantizar que esta calidad se implemente de manera segura en grandes cantidades? Con la máquina VLC 450 DG y la combinación de recubrimiento láser y posterior rectificado plano de doble cara, EMAG ofrece una respuesta precisa. Este último es un factor decisivo de productividad, ya que los recubrimientos imponen altas exigencias al proceso de rectificado. ¿Qué distingue a la VLC 450 DG en detalle?
La norma Euro-7 se acerca y con ella límites muy estrictos para el desgaste de neumáticos y sistemas de frenos. A partir de 2035, los automóviles solo podrán emitir alrededor de tres miligramos de partículas finas por kilómetro, lo que representa una reducción radical, ya que hoy este valor varía según el vehículo hasta 40 miligramos. Pero, ¿cómo se puede lograr esto tecnológicamente? 'Recubrir discos de freno con materiales duros' es la respuesta de los desarrolladores en la industria automotriz. Especialmente el llamado recubrimiento láser de EMAG abre muchas posibilidades: el material de matriz y el carburo de tungsteno se alimentan a una herramienta láser y se sueldan con la superficie calentada. De esta manera, primero se aplica una capa de adherencia y posteriormente la capa de protección contra el desgaste que la cubre, al menos en el caso de los llamados sistemas de dos capas. También hay desarrolladores que optan por una solución de una sola capa, por ejemplo, para los ejes traseros en vehículos compactos.
Sin embargo, hay una pregunta evidente: ¿cómo se puede integrar este enfoque en una solución de producción integral y de gran volumen, incluida la posterior rectificación, con la que el disco obtiene su superficie final? 'Esta pregunta es nuestra prioridad', explica Jannik Röttger, jefe de tecnología de rectificado en EMAG. 'Nuestra característica distintiva es que, por un lado, dominamos y podemos influir en el proceso de torneado y en todo el proceso de soldadura láser en las máquinas EMAG, si así lo desea el cliente. Por otro lado, hemos tenido en cuenta el proceso de rectificado posterior desde el principio.
Finalmente, se debe configurar el mecanizado de torneado y los parámetros de recubrimiento centrales de tal manera que la superficie generada conduzca a ciclos de rectificado lo más cortos posible y a un bajo desgaste de la muela abrasiva, manteniendo la máxima calidad de la pieza. Las soluciones aisladas para solo uno de los dos procesos generan indicadores de rendimiento problemáticos.
Perfeccionando los procesos de rectificado
Lo que esto significa concretamente para la ingeniería de máquinas se ilustra con un vistazo a la rectificadora VLC 450 DG, una solución especial para el disco de freno, que ha sido diseñada por expertos de EMAG en todos los detalles para el respectivo sistema de recubrimiento y el proceso de producción deseado. En cualquier caso, el rectificado plano de doble cara es el proceso central, tanto productivo como seguro.
Esto genera estructuras de rectificado cruzado en la pieza, que presentan un comportamiento tribológico muy ventajoso. Al mismo tiempo, el rectificado cruzado facilita el control directo de calidad, ya que la trayectoria del grano que entra y sale ya confirma que todos los ángulos de eje están correctamente ajustados.
A esto se suman otras ventajas del proceso en torno al rectificado plano de doble cara. Así, la correspondiente introducción simétrica de fuerzas permite los más altos avances del proceso. El contacto de gran superficie entre las muelas abrasivas y el disco de freno garantiza un soporte óptimo de la pieza y, por lo tanto, una alta calidad de la pieza de los discos de freno, que son muy inestables en dirección del eje. Como refrigerante se utiliza agua libre de aceite mineral (es decir, sin emulsión), de la cual se pueden filtrar fácilmente las pequeñas partículas de rectificado. Aquí se lleva a cabo una estrecha cooperación con los fabricantes de lubricantes refrigerantes y sistemas de filtración. 'En este punto, los usuarios se benefician de la disposición vertical en la VLC 450 DG, ya que el lodo de rectificado contiene partículas abrasivas de alta resistencia. Esto puede causar rápidamente problemas en las guías con una disposición de herramienta horizontal. Hemos controlado este desafío con nuestra máquina', dice Jannik Röttger.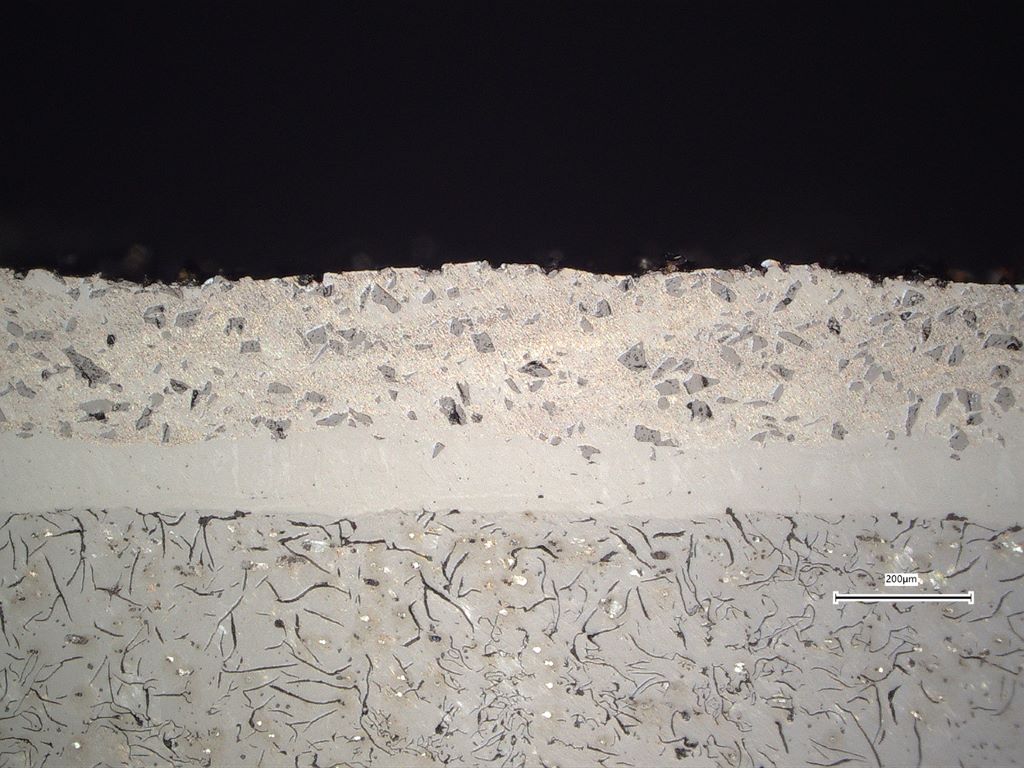
En general, el concepto completo de la máquina de EMAG está diseñado para la máxima productividad y durabilidad, para cumplir con las altas exigencias de la producción en serie. Por ejemplo, un concepto de refrigeración integral garantiza una buena estabilidad térmica, la base de la máquina de mineralita minimiza las vibraciones y un shuttle de máquina fuera del área de trabajo forma una interfaz ideal para la automatización adicional. A través del husillo de recogida, que lleva la pieza del shuttle al área de trabajo, los tiempos de viruta a viruta son mínimos.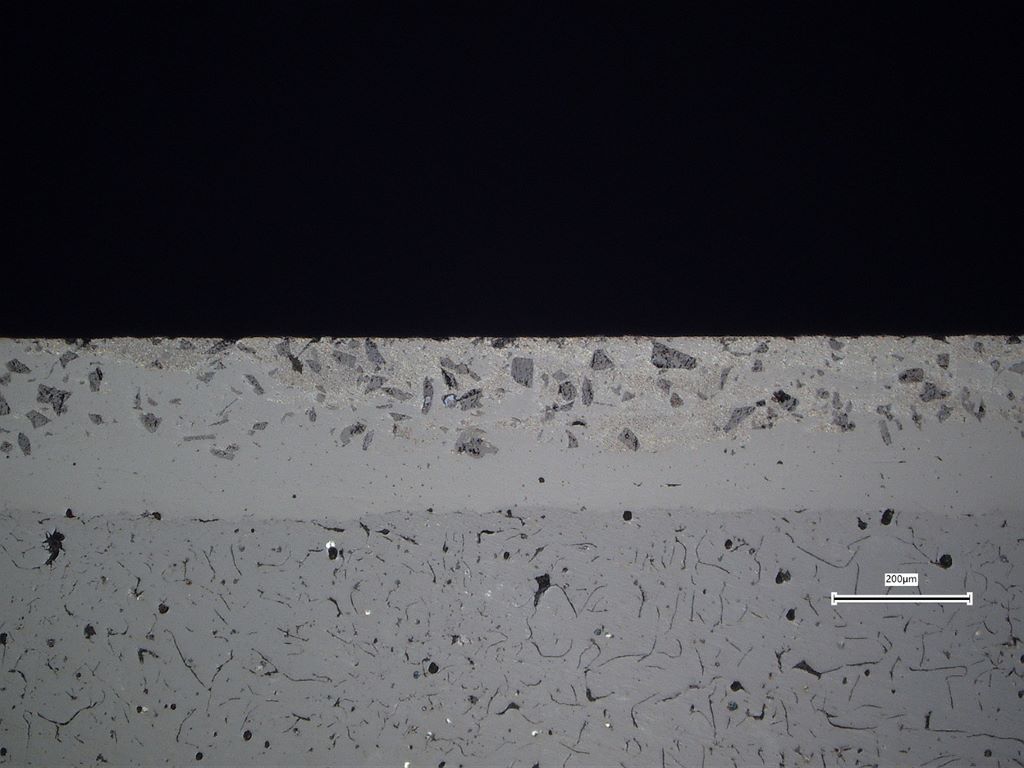
También la herramienta de rectificado de la VLC 450 DG establece nuevos estándares en el mecanizado de discos de freno: está diseñada como un anillo intercambiable y tiene un peso bajo de menos de cinco kilogramos. Como resultado, los tiempos de cambio de herramienta son de menos de diez minutos, ¡notablemente cortos! En general, el concepto vertical con un área de trabajo muy accesible ofrece una alta facilidad de ajuste. Todas las piezas intercambiables son fácilmente accesibles para el operador.
Una visión integral es indispensable

No menos importante es que el disco de freno recubierto requiere una consideración integral de toda la cadena de procesos, ya que ambos procesos se influyen mutuamente de manera decisiva. Para ello, es necesario saber que al recubrir con láser siempre se genera una rugosidad superficial similar (Rz de hasta 100 micrómetros); sin embargo, la resistencia de esta superficie varía considerablemente según el sistema de recubrimiento.
Por lo tanto, los sistemas de una capa y de dos capas se rectifican de manera diferente: la primera variante permite altas velocidades de corte, mientras que la segunda variante requiere una curva de motor con velocidades más bajas y un alto par motor. O dicho de otra manera: las capas monolíticas son similares al acero endurecido, mientras que las capas de desgaste de los sistemas de dos capas presentan un comportamiento de mecanizado similar al del carburo.
Los husillos de rectificado de construcción propia de EMAG proporcionan los parámetros de rendimiento correctos para ambas aplicaciones, para permitir un mecanizado eficiente.
A esto se suman otros parámetros, como la elección del abrasivo, que son de crucial importancia para la productividad del proceso de rectificado. 'Aquí, un intercambio directo de información entre los departamentos de desarrollo del fabricante de máquinas, el fabricante de muelas abrasivas y el proveedor de materiales de grano es indispensable. Solo si existe un intercambio de conocimientos continuo, se puede desarrollar conjuntamente la muela abrasiva óptima para cada especificación de capa', dice Jannik Röttger.
"En general, es crucial que los expertos en rectificado, recubrimiento y láser colaboren estrechamente y, sobre esta base, establezcan la mejor solución global posible, de modo que el recubrimiento tenga propiedades óptimas en el sistema de frenos y, al mismo tiempo, sea fácilmente mecanizable", enfatiza Jannik Röttger. "Este paquete completo de ingeniería mecánica y conocimiento de aplicaciones lo ofrecemos a nuestros clientes, incluso en el marco de prototipado, y esto, por supuesto, también se aplica cuando EMAG solo desarrolla la tecnología de rectificado. En cualquier caso, los clientes se benefician de la VLC 450 DG, una máquina que ha sido desarrollada específicamente para esta aplicación y que, al mismo tiempo, presenta todas las cualidades típicas y el conocimiento acumulado de décadas de la ingeniería mecánica de EMAG."
Contacto:


