


Майбутня гальмівна диска легкового автомобіля має бути покрита – лише так можна досягти посилених граничних значень пилу дрібної фракції відповідно до стандарту Euro-7. Крім того, гальмівна поверхня захищена від корозії та стійка до зносу. Але який процес обробки може гарантувати, що ця якість буде надійно реалізована при великих обсягах виробництва? Машина VLC 450 DG та комбінація лазерного покриття з подальшим двостороннім плоским шліфуванням дають точну відповідь на це питання від EMAG. Останнє є вирішальним фактором продуктивності, оскільки покриття ставлять високі вимоги до шліфувального процесу. Чим детально відрізняється VLC 450 DG?
Норма Euro-7 наближається, і з нею дуже суворі граничні значення для зносу шин та гальмівних систем. Так, з 2035 року легкові автомобілі можуть викидати лише близько трьох міліграмів дрібнодисперсного пилу на кілометр, що є радикальним зменшенням, адже сьогодні це значення залежно від автомобіля може досягати до 40 міліграмів! Але як цього досягти технологічно? "Покриття гальмівних дисків твердим матеріалом", - відповідають розробники в автомобільній промисловості. Особливо так зване лазерне покриття від EMAG відкриває багато можливостей: матричний матеріал і твердий карбід подаються до лазерного інструмента і зварюються з нагрітою поверхнею. Таким чином, спочатку наноситься адгезійний шар, а потім верхній шар захисту від зносу – принаймні у випадку так званих двошарових систем. Є також розробники, які обирають одношарове рішення, наприклад, для задніх осей у компактних автомобілях.
Один запит тут очевидний: як можна інтегрувати цей підхід у комплексне та об'ємне виробниче рішення – включаючи наступні процеси шліфування, за допомогою яких диск отримує свою фінальну поверхню? «Це питання для нас на першому місці», пояснює Яннік Реттгер, керівник технології шліфування в EMAG. «Нашою унікальною перевагою є те, що з одного боку ми володіємо як процесом обробки на токарних верстатах, так і всім процесом лазерного зварювання на машинах EMAG, якщо це потрібно клієнту. З іншого боку, ми з самого початку маємо на увазі наступний процес шліфування.»
Нарешті, слід налаштувати обробку на верстатах з числовим програмним управлінням та центральні параметри покриття так, щоб отримана поверхня забезпечувала максимально короткі цикли шліфування та низький знос шліфувальних кругів при найвищій якості деталей. Острівні рішення лише для одного з двох процесів призводять до проблемних показників продуктивності.
Удосконалення шліфувальних процесів
Що це конкретно означає для машинобудування, ілюструє погляд на шліфувальний станок VLC 450 DG – спеціальне рішення для гальмівного диска, яке експерти EMAG детально налаштували під відповідну систему покриття та бажаний виробничий процес. У центрі уваги в будь-якому випадку знаходиться двостороннє плоске шліфування як водночас продуктивний і безпечний процес.
Він забезпечує на деталі структури перехресного шліфування, які мають дуже вигідну трибологічну поведінку. Одночасно перехресне шліфування полегшує прямий контроль якості, адже вже хід входження та виходу зерна підтверджує, що всі кути осей правильно налаштовані.
До цього додаються додаткові переваги процесу, пов'язані з двостороннім планувальним шліфуванням. Таким чином, відповідне симетричне введення сили дозволяє досягати найвищих швидкостей обробки. Велика площа контакту між шліфувальними кругами та гальмівними дисками забезпечує оптимальну підтримку деталей, а отже, високу якість деталей, які в осьовому напрямку є дуже нестабільними. Охолоджувальною рідиною є безмінеральна вода (тобто без емульсії), з якої можна легко відфільтрувати дрібні шліфувальні частинки. Тут відбувається тісна співпраця з виробниками охолоджувальних мастил та фільтраційних установок. «На цьому етапі користувачі, до речі, виграють від вертикального розташування в VLC 450 DG, адже шліфувальний шлам містить високоміцні абразивні частинки. Це може швидко призвести до проблем на направляючих при горизонтальному розташуванні інструментів. Ми контролюємо це виклик з нашою машиною», - зазначив Яннік Реттгер.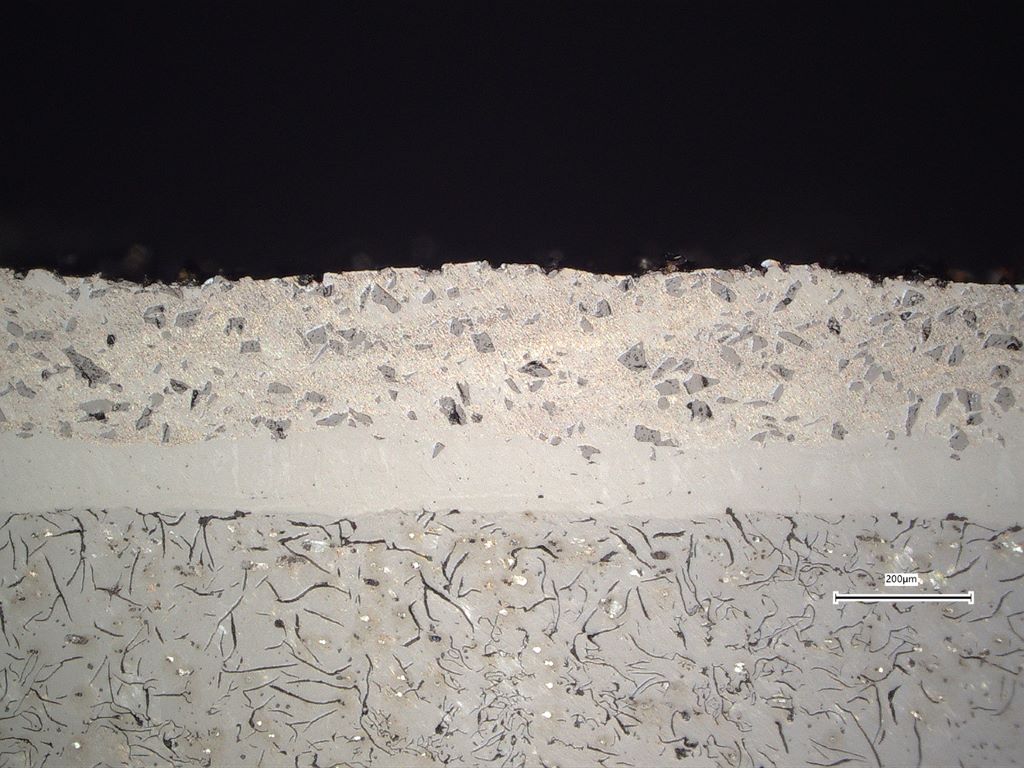
Взагалі кажучи, вся концепція машин EMAG розроблена для максимальної продуктивності та довговічності, щоб відповідати високим вимогам серійного виробництва. Наприклад, всебічна система охолодження забезпечує хорошу термічну стабільність, машинна основа з мінералиту мінімізує вібрації, а машинний шатл поза робочою зоною створює ідеальний інтерфейс для подальшої автоматизації. Завдяки пік-ап шпинделю, який переміщує деталь з шатла в робочу зону, час між обробкою деталей мінімальний.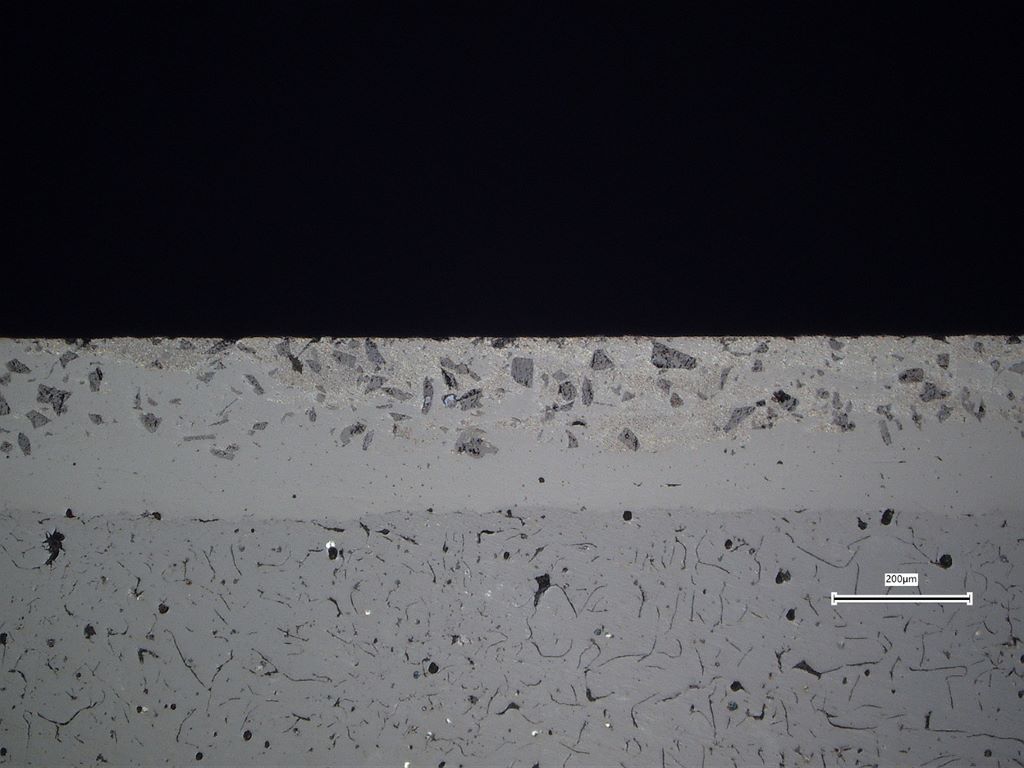
Також шліфувальний інструмент VLC 450 DG встановлює нові стандарти в обробці гальмівних дисків: він спроектований як змінне кільце і має невелику вагу менше п'яти кілограмів. В результаті часи зміни інструментів тривають менше десяти хвилин – вражаюче коротко! В цілому вертикальна концепція з дуже добре доступним робочим простором забезпечує високу зручність налаштування. Усі змінні частини легко доступні для оператора.
Цілісний підхід є незамінним.

Не в останню чергу, при покритій гальмівній диску важливо розглядати всю процесуальну ланцюг, оскільки обидва методи суттєво впливають один на одного. Для цього потрібно знати, що при лазерному покритті завжди виникає подібна шорсткість поверхні (Rz до 100 мікрометрів) – але міцність цієї поверхні сильно варіюється в залежності від системи покриття.
Відповідно, одношарові та двошарові системи обробляються по-різному: перший варіант дозволяє високі швидкості різання, тоді як другий варіант вимагає характеристики двигуна з переважно меншими обертами при одночасно високому моменті. Іншими словами: моношари нагадують загартовану сталь, тоді як зносостійкі шари двошарових систем мають поведінку різання, подібну до твердого сплаву.
Власні шліфувальні шпинделі EMAG забезпечують правильні параметри продуктивності для обох застосувань, щоб забезпечити ефективну обробку.
До цього додаються інші параметри, такі як вибір абразивного матеріалу, які є вирішальними для продуктивності шліфувального процесу. "Тут необхідний прямий обмін інформацією між відділами розробки виробників машин, виробників шліфувальних кругів та постачальників зернових матеріалів. Лише за наявності безперервного обміну знаннями можна спільно розробити оптимальний шліфувальний круг для кожної специфікації шару", - зазначив Яннік Реттгер.
«В цілому, вирішальним є те, що експерти з шліфування, покриттів і лазерних технологій тісно співпрацюють і на цій основі встановлюють найкраще можливе загальне рішення, щоб покриття мало оптимальні властивості в гальмівній системі і водночас добре оброблялося», підкреслює Яннік Реттгер. «Цей комплекс послуг з машинобудування та знань про застосування ми пропонуємо нашим клієнтам, також у рамках прототипування – і це, звісно, стосується і тих випадків, коли EMAG розробляє лише шліфувальну технологію. У будь-якому випадку клієнти отримують вигоду від VLC 450 DG – машини, яка спеціально розроблена для цього застосування і водночас має всі типові якості та багаторічний досвід машинобудування EMAG.»
Контакт:


