


Il disco freno per auto del futuro è rivestito - solo in questo modo è possibile raggiungere i severi limiti di polveri sottili della norma Euro-7. Inoltre, la superficie del freno è protetta dalla corrosione e resistente all'usura. Ma quale processo di lavorazione può garantire che questa qualità venga realizzata in modo sicuro per grandi volumi? Con la macchina VLC 450 DG e la combinazione di rivestimento laser e successiva rettifica su entrambi i lati, EMAG fornisce una risposta su misura. Quest'ultima è un fattore di produttività decisivo, poiché i rivestimenti pongono elevate esigenze al processo di rettifica. Cosa distingue la VLC 450 DG nei dettagli?
La norma Euro-7 sta arrivando e con essa limiti molto severi per l'usura di pneumatici e sistemi frenanti. A partire dal 2035, le auto potranno emettere solo circa tre milligrammi di polveri sottili per chilometro, il che rappresenta una riduzione radicale, poiché oggi questo valore può arrivare fino a 40 milligrammi a seconda del veicolo! Ma come si può raggiungere tecnologicamente questo obiettivo? "Rivestire i dischi freno con materiali duri" è la risposta degli sviluppatori nel settore automobilistico. In particolare, il cosiddetto rivestimento laser di EMAG offre molte possibilità: il materiale della matrice e il carburo duro vengono forniti a uno strumento laser e saldati con la superficie riscaldata. In questo modo, inizialmente viene applicato uno strato di adesione e successivamente lo strato di protezione dall'usura sovrastante - almeno nel caso dei cosiddetti sistemi a due strati. Ci sono anche sviluppatori che puntano a una soluzione a uno strato, ad esempio per gli assi posteriori nei veicoli compatti.
Una domanda è però ovvia: come può essere integrato questo approccio in una soluzione produttiva globale e di grande volume - e questo includendo i processi di rettifica successivi, con cui il disco ottiene la sua superficie finale? "Questa domanda è la nostra priorità", spiega Jannik Röttger, responsabile della tecnologia di rettifica presso EMAG. "Il nostro punto di forza è che da un lato padroneggiamo e possiamo influenzare il processo di tornitura e l'intero processo di saldatura laser su macchine EMAG, se il cliente lo desidera. Dall'altro lato, abbiamo tenuto d'occhio il processo di rettifica successivo fin dall'inizio.
Infine, è importante configurare la lavorazione di tornitura e i parametri di rivestimento centrali in modo che la superficie prodotta porti a cicli di rettifica il più brevi possibile e a un'usura ridotta delle mole con la massima qualità del componente. Soluzioni isolate per solo uno dei due processi generano indicatori di prestazione problematici.
Perfezionare i processi di rettifica
Cosa significa concretamente questo per l'ingegneria meccanica è chiarito da uno sguardo alla rettificatrice VLC 450 DG - una soluzione speciale per il disco freno, progettata dagli esperti EMAG in tutti i dettagli per il rispettivo sistema di rivestimento e il processo produttivo desiderato. Al centro c'è in ogni caso la rettifica su entrambi i lati come processo sia produttivo che sicuro.
Essa crea sul componente strutture a incrocio che mostrano un comportamento tribologico molto vantaggioso. Allo stesso tempo, la rettifica a incrocio facilita il controllo diretto della qualità, poiché già il percorso del grano in entrata e in uscita conferma che tutti gli angoli degli assi sono impostati correttamente.
A ciò si aggiungono ulteriori vantaggi di processo legati alla rettifica su entrambi i lati. Così, l'introduzione simmetrica delle forze consente i più elevati avanzamenti di processo. Il contatto di grande superficie tra le mole e il disco freno garantisce un'ottimale stabilità del componente e quindi un'alta qualità del componente dei dischi freno molto instabili in direzione dell'asse. Come refrigerante viene utilizzata acqua priva di minerali (quindi nessuna emulsione), da cui le piccole particelle abrasive possono essere facilmente filtrate. Qui avviene una stretta collaborazione con i produttori di lubrificanti refrigeranti e impianti di filtrazione. "A questo proposito, gli utenti beneficiano della disposizione verticale nella VLC 450 DG, poiché il fango di rettifica contiene particelle abrasive ad alta resistenza. Questo può rapidamente causare problemi alle guide in caso di disposizione orizzontale degli strumenti. Abbiamo sotto controllo questa sfida con la nostra macchina", afferma Jannik Röttger.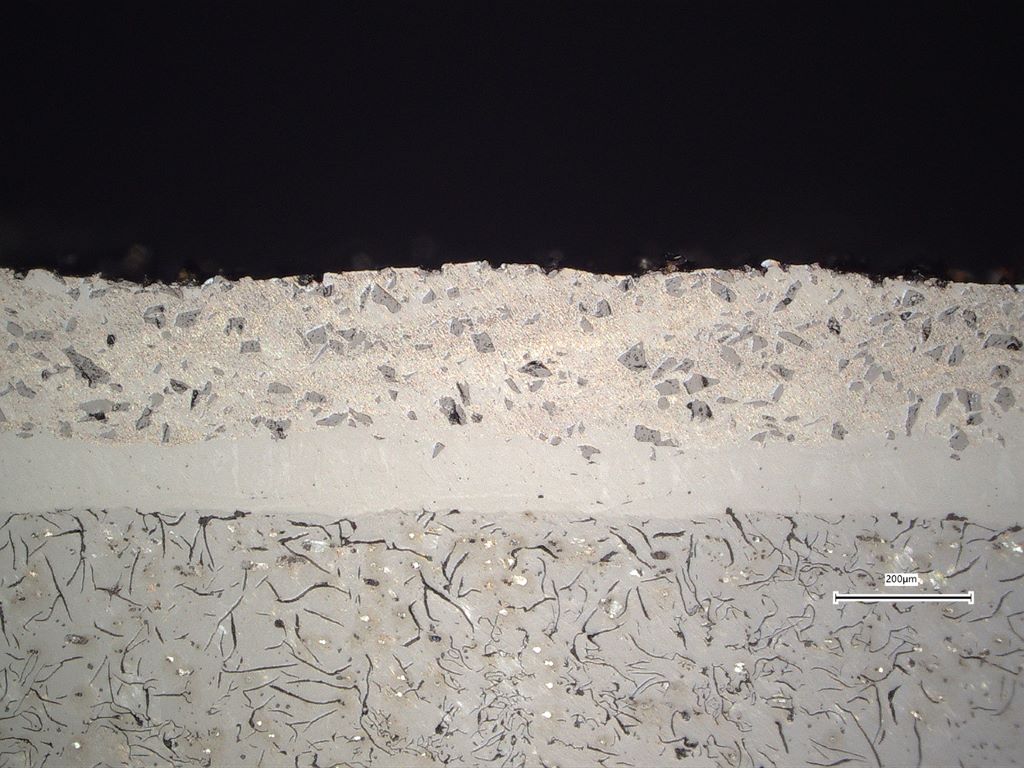
In generale, si può dire che l'intero concetto di macchina di EMAG è progettato per la massima produttività e longevità, per soddisfare le elevate esigenze della produzione in serie. Ad esempio, un ampio concetto di raffreddamento garantisce una buona stabilità termica, il letto della macchina in Mineralit minimizza le vibrazioni e un shuttle della macchina al di fuori dell'area di lavoro forma un'interfaccia ideale per l'automazione successiva. Grazie all'asse di prelievo, che porta il pezzo dallo shuttle nell'area di lavoro, i tempi di passaggio tra i trucioli sono minimi.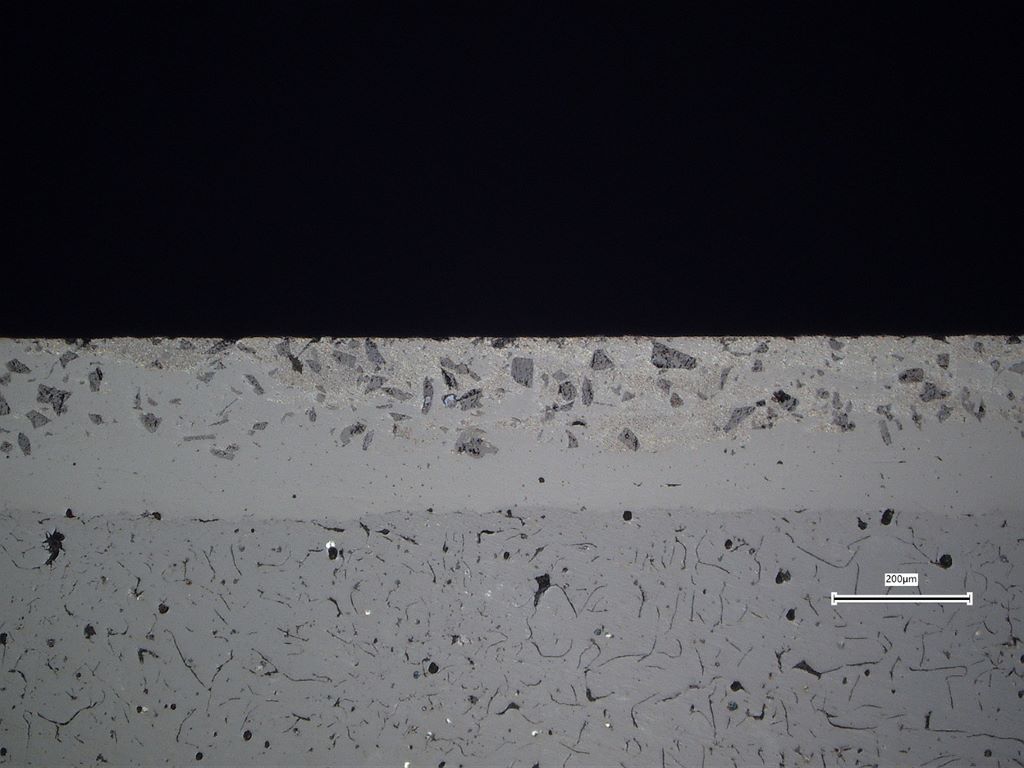
Anche lo strumento di rettifica della VLC 450 DG stabilisce nuovi standard nella lavorazione dei dischi freno: è progettato come un anello intercambiabile e ha un peso ridotto di meno di cinque chilogrammi. Di conseguenza, i tempi di cambio degli strumenti sono inferiori a dieci minuti - notevolmente brevi! Complessivamente, il concetto verticale con un'area di lavoro facilmente accessibile offre un'elevata facilità di attrezzaggio. Tutti i pezzi intercambiabili sono facilmente raggiungibili per l'operatore.
Un'analisi globale è indispensabile

Non da ultimo, il disco freno rivestito richiede un'analisi globale dell'intera catena di processo, poiché entrambi i processi si influenzano in modo decisivo. A questo proposito, bisogna sapere che durante il rivestimento laser si genera sempre una rugosità superficiale simile (Rz fino a 100 micrometri) - ma la resistenza di questa superficie varia notevolmente a seconda del sistema di rivestimento.
Di conseguenza, i sistemi a singolo strato e a doppio strato vengono rettificati in modo diverso: la prima variante consente elevate velocità di taglio, mentre la seconda variante richiede una curva caratteristica del motore con velocità piuttosto basse e un alto coppia. O in altre parole: gli strati mono assomigliano all'acciaio temprato, mentre gli strati di usura dei sistemi a doppio strato mostrano un comportamento di lavorazione simile al carburo.
Gli alberi di rettifica costruiti da EMAG forniscono per entrambe le applicazioni i parametri di prestazione corretti per consentire una lavorazione efficiente.
A ciò si aggiungono ulteriori parametri come la scelta del materiale abrasivo, che è di fondamentale importanza per la produttività del processo di rettifica. "Qui è indispensabile uno scambio diretto di informazioni tra i reparti di sviluppo del produttore di macchine, del produttore di mole e del fornitore di materiali abrasivi. Solo se esiste uno scambio continuo di conoscenze, è possibile sviluppare congiuntamente la mola ottimale per ogni specifica di strato", afferma Jannik Röttger.
„In generale, è fondamentale che gli esperti di rettifica, rivestimento e laser collaborino strettamente e, su questa base, stabiliscano la migliore soluzione complessiva, in modo che il rivestimento presenti proprietà ottimali nel sistema frenante e sia al contempo facilmente lavorabile“, sottolinea Jannik Röttger. „Questo pacchetto completo di ingegneria meccanica e conoscenza applicativa lo offriamo ai nostri clienti, anche nell'ambito del prototipazione – e questo vale ovviamente anche quando EMAG sviluppa solo la tecnologia di rettifica. In ogni caso, i clienti della VLC 450 DG beneficiano di una macchina progettata specificamente per questa applicazione e che presenta al contempo tutte le qualità tipiche e il know-how decennale dell'ingegneria meccanica EMAG.
Contatto:


