


Le disque de frein automobile de demain est revêtu - c'est ainsi que les limites strictes de particules fines de la norme Euro 7 peuvent être atteintes. De plus, la surface de freinage est protégée contre la corrosion et résistante à l'usure. Mais quel processus de traitement peut garantir que cette qualité peut être mise en œuvre de manière fiable pour de grandes quantités ? Avec la machine VLC 450 DG et la combinaison de revêtement laser et de rectification à double face, EMAG apporte une réponse précise. Ce dernier est un facteur de productivité décisif, car les revêtements imposent des exigences élevées au processus de rectification. Qu'est-ce qui distingue la VLC 450 DG en détail ?
La norme Euro 7 arrive et avec elle des limites très strictes pour l'usure des pneus et des systèmes de freinage. Ainsi, à partir de 2035, les voitures particulières ne doivent émettre que trois milligrammes de particules fines par kilomètre, ce qui représente une réduction radicale, car aujourd'hui cette valeur peut atteindre jusqu'à 40 milligrammes selon le véhicule ! Mais comment cela peut-il être atteint technologiquement ? « Revêtir les disques de frein avec des matériaux durs », est la réponse des développeurs de l'industrie automobile. En particulier, le revêtement laser d'EMAG ouvre de nombreuses possibilités : le matériau de matrice et le carbure de tungstène sont alimentés à un outil laser et soudés à la surface chauffée. De cette manière, une couche d'adhérence est d'abord appliquée, suivie de la couche de protection contre l'usure - du moins dans le cas des systèmes à deux couches. Il existe également des développeurs qui optent pour une solution à une couche, par exemple pour les essieux arrière des véhicules compacts.
Une question se pose cependant : comment intégrer cette approche dans une solution de production globale et à grande échelle - y compris les processus de rectification suivants, avec lesquels le disque obtient sa surface finale ? « Cette question est notre priorité », explique Jannik Röttger, responsable de la technologie de rectification chez EMAG. « Notre particularité est que nous maîtrisons d'une part le processus d'usinage et l'ensemble du processus de soudage laser sur les machines EMAG, si le client le souhaite. D'autre part, nous avons le processus de rectification suivant à l'esprit dès le début.
Enfin, il convient de configurer le traitement tournant et les paramètres de revêtement centraux de manière à ce que la surface produite conduise à des temps de cycle de rectification aussi courts que possible et à une faible usure des meules tout en garantissant la plus haute qualité des pièces. Des solutions isolées pour l'un des deux processus produisent des indicateurs de performance problématiques.
Perfectionner les processus de rectification
Ce que cela signifie concrètement pour la construction de machines est illustré par un regard sur la rectifieuse VLC 450 DG - une solution spéciale pour le disque de frein, qui a été conçue par des experts d'EMAG dans tous les détails pour le système de revêtement respectif et le processus de production souhaité. Au centre se trouve dans tous les cas la rectification à double face, qui est à la fois un processus productif et sûr.
Elle crée sur la pièce des structures de croisement qui présentent un comportement tribologique très avantageux. En même temps, le croisement facilite le contrôle direct de la qualité, car le parcours des grains entrant et sortant confirme déjà que tous les angles d'axe sont correctement réglés.
À cela s'ajoutent d'autres avantages de processus autour de la rectification à double face. Ainsi, l'introduction symétrique de la force permet des avances de processus maximales. Le contact de grande surface entre les meules et le disque de frein garantit un bon support de la pièce et donc une haute qualité des pièces des disques de frein très instables dans la direction de l'axe. Comme liquide de refroidissement, on utilise de l'eau sans huile minérale (donc pas d'émulsion), ce qui permet de filtrer facilement les petites particules abrasives. Une coopération étroite avec les fabricants de lubrifiants de refroidissement et de systèmes de filtration a lieu ici. « À ce stade, les utilisateurs bénéficient d'ailleurs de l'agencement vertical dans la VLC 450 DG, car la boue de rectification contient des particules abrasives très résistantes. Cela peut rapidement poser des problèmes sur les rails de guidage avec un agencement d'outils horizontal. Nous avons maîtrisé ce défi avec notre machine », déclare Jannik Röttger.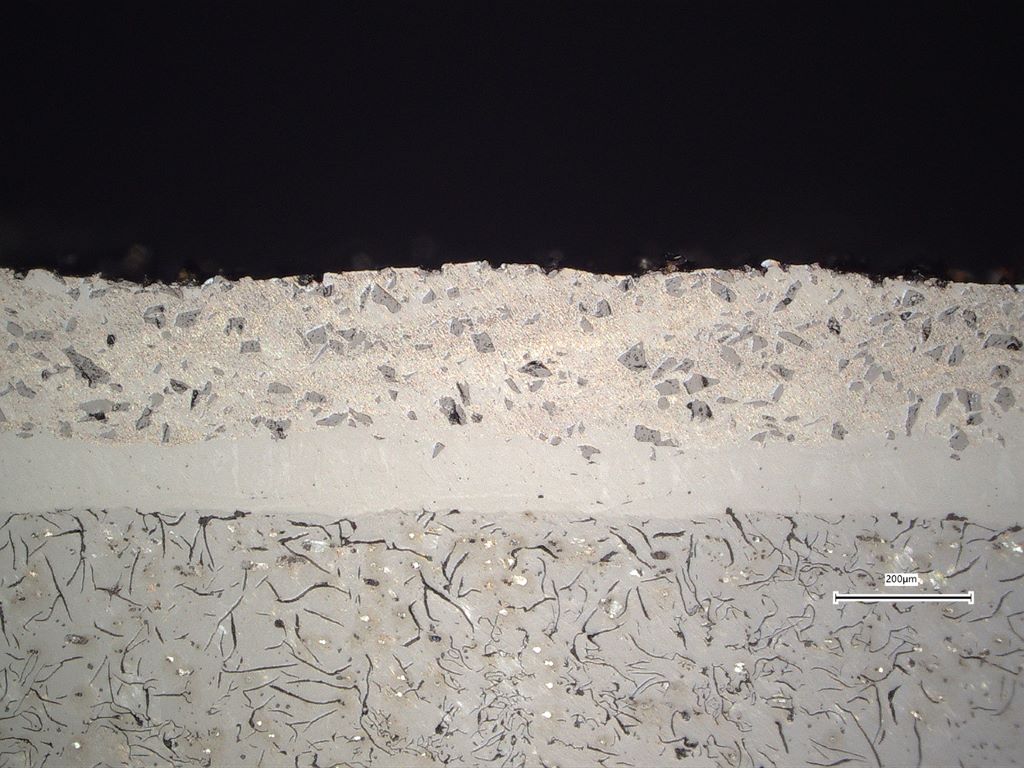
En général, il est vrai que le concept de machine complet d'EMAG est conçu pour une productivité maximale et une longévité afin de répondre aux exigences élevées de la production en série. Par exemple, un concept de refroidissement complet assure une bonne stabilité thermique, le lit de machine en Mineralit minimise les vibrations et un chariot de machine en dehors de la zone de travail constitue une interface idéale pour l'automatisation ultérieure. Grâce à la broche de prise, qui amène la pièce du chariot dans la zone de travail, les temps de changement de copeaux sont minimaux.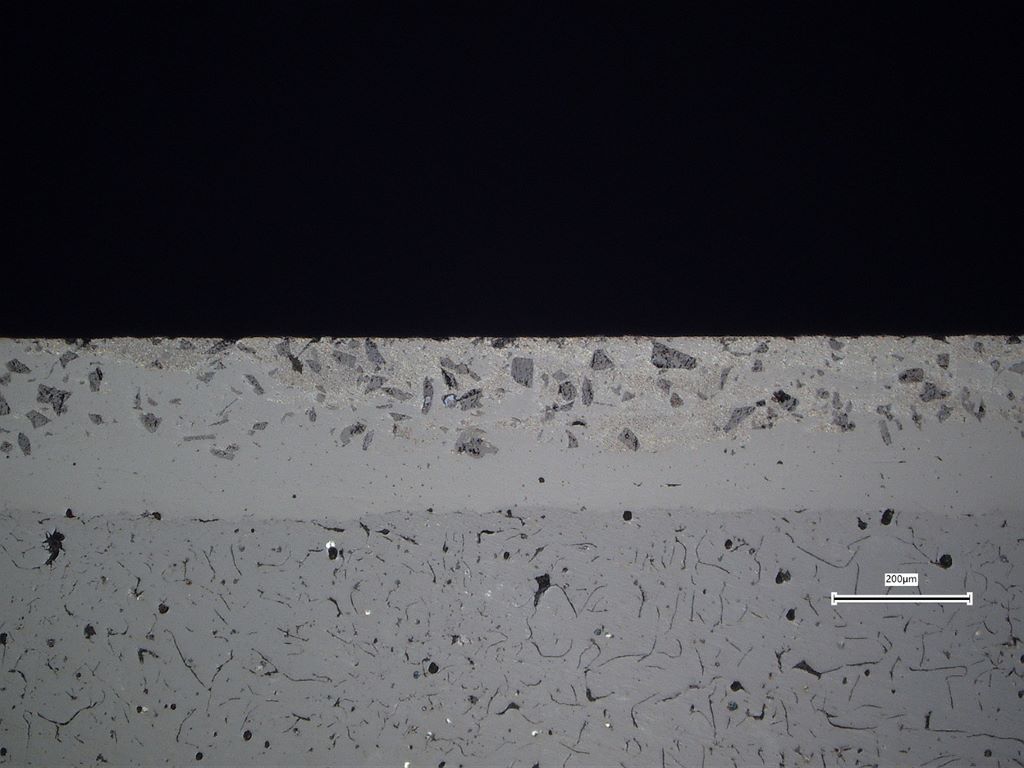
L'outil de rectification de la VLC 450 DG établit également de nouvelles normes dans le traitement des disques de frein : il est conçu comme un anneau interchangeable et pèse moins de cinq kilogrammes. En conséquence, les temps de changement d'outil sont inférieurs à dix minutes - remarquablement courts ! Dans l'ensemble, le concept vertical avec un espace de travail très accessible offre une grande facilité de réglage. Toutes les pièces interchangeables sont facilement accessibles pour l'opérateur.
Une vue d'ensemble globale est indispensable

Enfin, il est crucial de considérer l'ensemble de la chaîne de processus pour le disque de frein revêtu, car les deux processus s'influencent de manière décisive. Il faut savoir qu'avec le revêtement laser, une rugosité de surface similaire (Rz jusqu'à 100 micromètres) est toujours créée - mais la résistance de cette surface varie considérablement en fonction du système de revêtement.
En conséquence, les systèmes à une couche et à deux couches sont rectifiés de manière différente : la première variante permet des vitesses de coupe élevées, tandis que la seconde variante nécessite une courbe de moteur avec des vitesses plutôt faibles tout en ayant un couple élevé. En d'autres termes : les couches mono ressemblent à de l'acier dur, tandis que les couches d'usure des systèmes à deux couches présentent un comportement d'usinage similaire à celui des carbures.
Les broches de rectification sur mesure d'EMAG fournissent pour les deux applications les bons paramètres de performance pour permettre une usinage efficace.
À cela s'ajoutent d'autres paramètres tels que le choix de l'abrasif, qui sont essentiels pour la productivité du processus de rectification. « Ici, un échange d'informations direct entre les départements de développement du fabricant de machines, du fabricant de meules et du fournisseur de matériaux de grains est indispensable. Ce n'est que s'il existe un échange de connaissances continu que la meule optimale peut être développée conjointement pour chaque spécification de couche », déclare Jannik Röttger.
« Dans l'ensemble, il est crucial que les experts en meulage, en couches et en laser collaborent étroitement et établissent, sur cette base, la meilleure solution globale possible, de sorte que la couche présente des propriétés optimales dans le système de freinage tout en étant facilement usinable », souligne Jannik Röttger. « Nous offrons à nos clients ce package complet d'ingénierie et de connaissances applicatives, même dans le cadre du prototypage – et cela s'applique bien sûr également lorsque EMAG développe uniquement la technologie de meulage. Dans tous les cas, les clients bénéficient de la VLC 450 DG, une machine spécialement conçue pour cette application et qui présente en même temps toutes les qualités typiques ainsi que des décennies de savoir-faire en ingénierie chez EMAG.
Contact :


