


Zavorni disk za osebna vozila prihodnosti je premazan – le tako je mogoče doseči strožje meje finega prahu Euro-7 standarda. Poleg tega je zavorna površina zaščitena pred korozijo in odporna na obrabo. Ampak kateri obdelovalni proces lahko zagotovi, da se ta kakovost pri velikih količinah varno uresniči? Z napravo VLC 450 DG in kombinacijo laserskega nanašanja in kasnejšega dvojnostranskega brušenja EMAG daje natančen odgovor. To je odločilni dejavnik produktivnosti, saj premazi postavljajo visoke zahteve na brušenje. Kaj natančno izstopa pri VLC 450 DG?
Euro-7 standard prihaja in z njim zelo stroge meje za obrabo pnevmatik in zavornih sistemov. Tako smejo osebna vozila od leta 2035 oddajati le še približno tri miligrame finega prahu na kilometer, kar pomeni radikalno zmanjšanje, saj ta vrednost danes znaša, odvisno od vozila, do 40 miligramov! Kako pa se to lahko doseže tehnološko? "Premazovanje zavornih diskov s trdnimi snovmi" je odgovor razvijalcev v avtomobilski industriji. Zlasti tako imenovano lasersko nanašanje EMAG odpira številne možnosti: matrični material in trdni karbid se dovajata laserskemu orodju in se z varjenjem na segreti površini povežeta. Na ta način se najprej nanese lepilni sloj, nato pa zaščitni sloj proti obrabi – vsaj v primeru tako imenovanih dvo-slojnih sistemov. Obstajajo tudi razvijalci, ki se odločijo za rešitev z enim slojem, npr. za zadnje osi v kompaktnih vozilih.
Vendar pa se postavlja vprašanje: Kako lahko ta pristop vključimo v celovito in obsežno proizvodno rešitev – in to vključujoč kasnejše brušne procese, s katerimi disk pridobi svojo končno površino? "To vprašanje je pri nas na prvem mestu," pojasnjuje Jannik Röttger, vodja tehnologije brušenja pri EMAG. "Naša edinstvena prednost je, da na eni strani obvladujemo in lahko vplivamo na proces vrtenja ter celoten laserski varilni proces na EMAG strojih, če to želi stranka. Na drugi strani pa imamo kasnejši brušni proces od samega začetka v mislih.
Nazadnje je treba obdelavo vrtenja in ključne parametre premaza konfigurirati tako, da nastala površina vodi do najkrajših časov brušenja in nizke obrabe brusnih koles pri najvišji kakovosti komponent. Rešitve, ki se osredotočajo le na enega od obeh postopkov, ustvarjajo problematične zmogljivostne kazalnike.
Izpopolnjevanje brušnih procesov
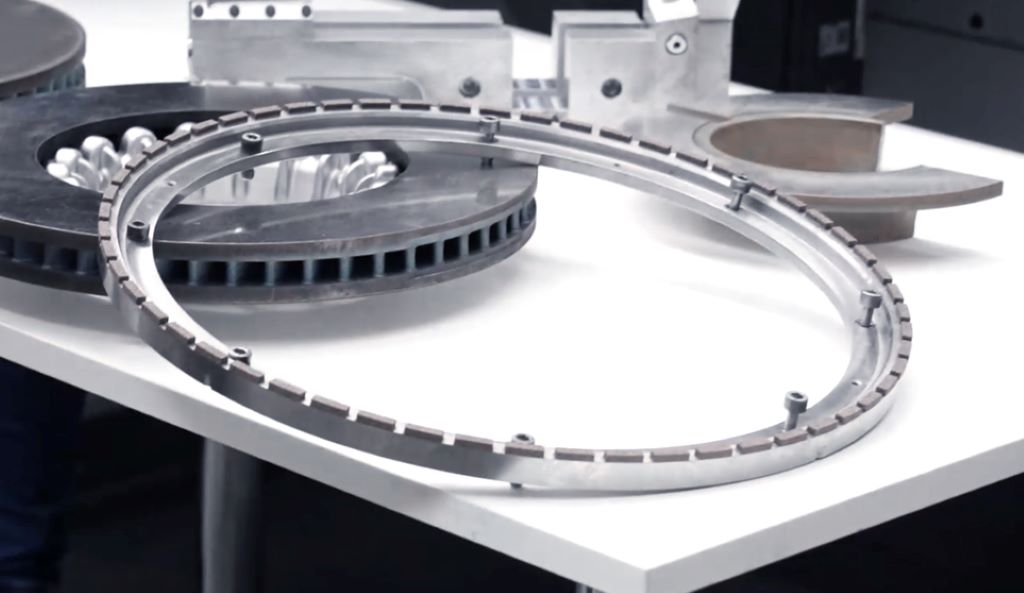
Kaj to konkretno pomeni za strojništvo, ponazarja pogled na brušno napravo VLC 450 DG – posebno rešitev za zavorni disk, ki so jo strokovnjaki EMAG v vseh podrobnostih prilagodili ustreznemu sistemu premaza in želenemu proizvodnemu procesu. V središču je v vsakem primeru dvojnostransko brušenje kot produktiven in varen proces.
To zagotavlja na komponenti strukture križnega brušenja, ki imajo zelo ugodno tribološko vedenje. Hkrati križno brušenje olajša neposredno kontrolo kakovosti, saj že potek vstopajočega in izstopajočega zrna potrjuje, da so vsi osi pravilno nastavljeni.
Dodatne prednosti procesa se nanašajo na dvojnostransko brušenje. Tako simetrično vnašanje sile omogoča najvišje procesne prednosti. Velika površinska kontaktna površina med brusnimi kolesi in zavorni disk zagotavlja optimalno podpiranje komponent in s tem visoko kakovost komponent zelo nestabilnih zavornih diskov v smeri osi. Kot hladilno sredstvo se uporablja voda brez mineralnih olj (torej brez emulzije), iz katere se lahko dobro filtrirajo majhni brusni delci. Tukaj poteka tesno sodelovanje s proizvajalci hladilnih maziv in filtrirnih sistemov. "Na tem mestu uporabniki koristijo vertikalno ureditev v VLC 450 DG, saj brusni blato vsebuje visoko trdne abrazivne delce. To lahko pri horizontalni ureditvi orodij hitro povzroči težave na vodilnih površinah. To izziv smo obvladali s našo napravo," pravi Jannik Röttger.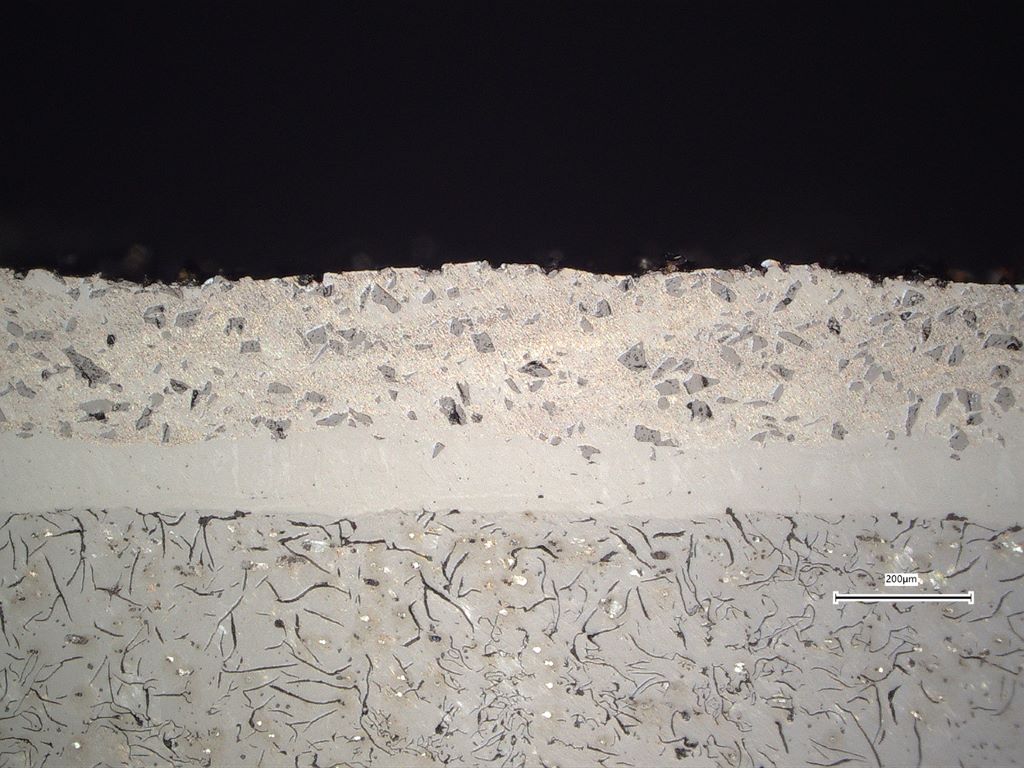
Na splošno velja: celotna zasnova stroja EMAG je zasnovana za maksimalno produktivnost in dolgo življenjsko dobo, da bi zadostila visokim zahtevam serijske proizvodnje. Tako obsežen hladilni koncept zagotavlja dobro toplotno stabilnost, mineralitna strojna osnova zmanjšuje vibracije, strojni shuttle zunaj delovnega prostora pa predstavlja idealno vmesno točko za nadaljnjo avtomatizacijo. S pomočjo pick-up vretena, ki del od shuttle v delovni prostor, so časi od odrezanja do odrezanja minimalni.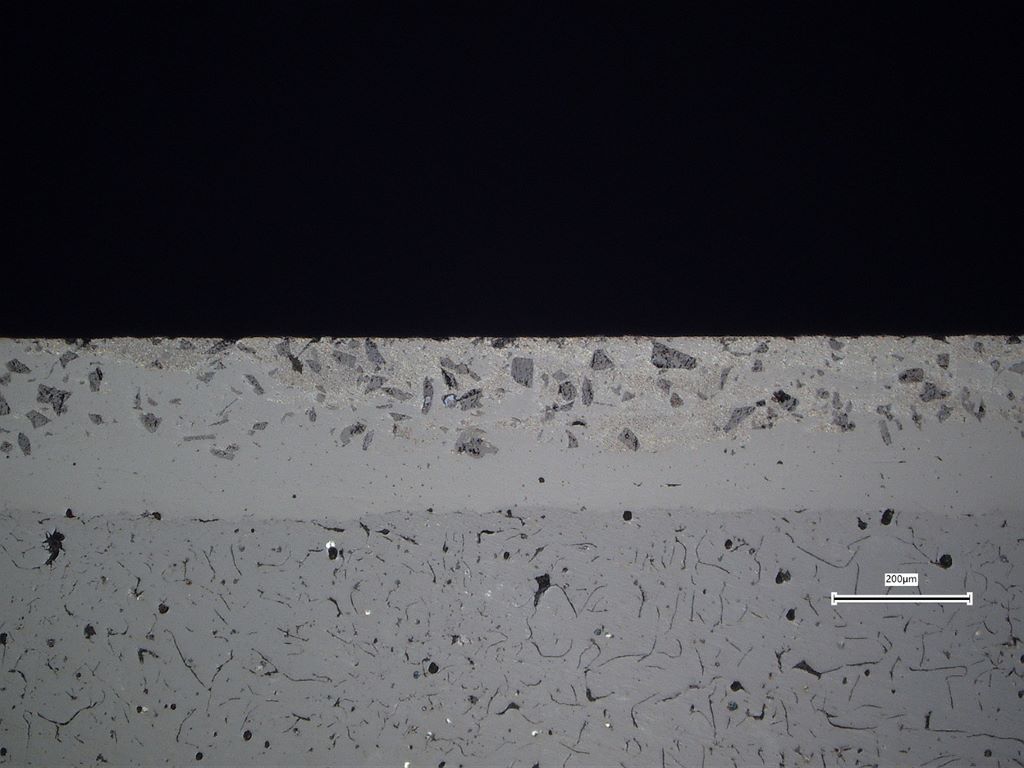
Tudi brušno orodje VLC 450 DG postavlja nove standarde pri obdelavi zavornih diskov: zasnovano je kot zamenljiv obroč in ima majhno težo pod pet kilogramov. Posledično trajajo časi menjave orodij manj kot deset minut – opazno kratko! Na splošno ponuja vertikalna zasnova z zelo dostopnim delovnim prostorom visoko prijaznost do nastavitve. Vse zamenljive komponente so za operaterja enostavno dostopne.
Celovita obravnava je nujna

Nazadnje, pri premazanem zavorni disku je pomembna celovita obravnava celotnega procesnega sklopa, saj se oba postopka odločilno vplivata drug na drugega. Pri laserskem nanašanju je treba vedeti, da se vedno ustvari podobna hrapavost površine (Rz do 100 mikrometrov) – trdnost te površine pa se močno razlikuje glede na sistem premaza.
Posledično se enoslojni in dvoslojni sistemi brusijo na različne načine: prva različica omogoča visoke hitrosti rezanja, druga različica pa zahteva motorno karakteristiko z manjšimi vrtljaji pri hkrati visokem navoru. Ali drugače povedano: monosloji so podobni kaljenemu jeklu, medtem ko zaščitni sloji dvoslojnih sistemov kažejo obnašanje pri obdelavi, kot ga ima trdi kovin.
Lastni brusni vreteni EMAG zagotavljajo prave zmogljivostne parametre za obe aplikaciji, da omogočijo učinkovito obdelavo.
Dodatni parametri, kot je izbira brusnega sredstva, so odločilnega pomena za produktivnost brusnega procesa. "Tukaj je neposredna izmenjava informacij med razvojnimi oddelki proizvajalca strojev, proizvajalca brusnih koles in dobavitelja materiala za zrna nujna. Le če obstaja neprekinjena izmenjava znanja, je mogoče za vsako specifikacijo sloja skupaj razviti optimalno brusno kolo," pravi Jannik Röttger.
„Skupaj je ključno, da strokovnjaki za brušenje, plasti in laser tesno sodelujejo ter na tej osnovi vzpostavijo najboljšo možno celovito rešitev, tako da plast izkazuje optimalne lastnosti v zavornih sistemih in hkrati omogoča dobro obdelavo“, poudarja Jannik Röttger. „To celotno pakiranje strojništva in znanja o uporabi ponujamo našim strankam, tudi v okviru prototipiranja – in to seveda velja tudi takrat, ko EMAG razvija le tehnologijo brušenja. V vsakem primeru stranke pri VLC 450 DG koristijo stroj, ki je bil posebej razvit za to aplikacijo in hkrati izkazuje vse tipične kakovosti ter desetletja dolgo izkušnjo EMAG strojništva.
Kontakt:


