


A jövő autó fékbetéte bevonatos – csak így lehet elérni az Euro-7 norma szigorított finompor határértékeit. Ezenkívül a fékfelület védett a korrózióval szemben és kopásálló. De melyik megmunkálási folyamat tudja biztosítani, hogy ez a minőség nagy darabszámok esetén megbízhatóan megvalósítható legyen? A VLC 450 DG géppel és a lézeres bevonás, valamint a következő kettős oldali síkcsiszolás kombinációjával az EMAG pontos választ ad erre. Az utóbbi döntő termelékenységi tényező, mivel a bevonatok magas követelményeket támasztanak a csiszolási folyamattal szemben. Mi jellemzi részletesen a VLC 450 DG-t?
Megérkezik a Euro-7 norma, és vele együtt nagyon szigorú határértékek a gumiabroncsok és fékrendszerek kopására vonatkozóan. Így a személygépkocsiknak 2035-től csak körülbelül három milligramm finomport szabad kibocsátaniuk kilométerenként, ami radikális csökkentést jelent, hiszen ma ez az érték járműtől függően akár 40 milligramm is lehet! De hogyan lehet ezt technológiailag elérni? „Féktárcsák kemény anyaggal való bevonása” – válaszolják az autóipari fejlesztők. Különösen az úgynevezett lézeres bevonás az EMAG-nál sok lehetőséget kínál: a mátrix anyagot és a kemény karbidot egy lézeres szerszámhoz juttatják, és azokat a felmelegített felülettel összehegesztik. Ily módon először egy tapadási réteget, majd a fölötte lévő kopásvédő réteget viszik fel – legalábbis a úgynevezett kétszeres rétegrendszerek esetében. Vannak olyan fejlesztők is, akik egy rétegű megoldásra támaszkodnak, például a kompakt járművek hátsó tengelyeihez.
Egy kérdés azonban nyilvánvaló: Hogyan integrálható ez a megközelítés egy átfogó és nagy volumenű gyártási megoldásba – beleértve a következő csiszolási folyamatokat is, amelyek során a tárcsa megkapja végső felületét? „Ez a kérdés nálunk az első helyen áll” – magyarázza Jannik Röttger, az EMAG Csiszolástechnikai vezetője. „A mi egyedi jellemzőnk az, hogy egyrészt a forgási folyamatot, valamint az egész lézerhegesztési folyamatot EMAG gépeken uraljuk és befolyásolni tudjuk, ha a vevő ezt kéri. Másrészt a következő csiszolási folyamatot már a kezdetektől fogva szem előtt tartjuk.”
Végül a forgácsolási és központi bevonási paramétereket úgy kell konfigurálni, hogy a létrehozott felület a lehető legrövidebb csiszolási ciklusidőket és alacsony csiszolókorong kopást biztosítson a legmagasabb alkatrészminőség mellett. Az egyik eljárásra vonatkozó szigetelt megoldások problémás teljesítménymutatókat eredményeznek.
A csiszolási folyamatok tökéletesítése
Ami konkrétan a gépgyártásra vonatkozik, azt a VLC 450 DG csiszológép szemügyre vétele világítja meg – egy speciális megoldás a féktárcsához, amelyet az EMAG szakértői minden részletében a megfelelő bevonatrendszerre és a kívánt gyártási folyamatra terveztek. A középpontban minden esetben a dupla oldali síkcsiszolás áll, mint egyaránt termelékeny és biztonságos folyamat.
Keresztcsiszolási struktúrákat biztosít a munkadarabon, amelyek nagyon kedvező tribológiai viselkedést mutatnak. Ugyanakkor a keresztcsiszolás megkönnyíti a közvetlen minőségellenőrzést, mivel már a belépő és kilépő szemcsék alakulása megerősíti, hogy minden tengelyszög helyesen van beállítva.
Ehhez jönnek még további folyamatelőnyök a duplaoldalas síkcsiszolás körül. Így a hozzá tartozó szimmetrikus erőbevezetés a legmagasabb folyamatelőrehaladást teszi lehetővé. A csiszolókorongok és a féktárcsa közötti nagy felületű érintkezés biztosítja az optimális alkatrésztámogatást, ezáltal a tengelyirányban nagyon instabil féktárcsák magas alkatrészminőségét. Hűtőfolyadékként ásványolaj-mentes víz szolgál (tehát nem emulzió), amelyből a kis csiszoló részecskék jól kiszűrhetők. Itt szoros együttműködés zajlik a hűtő-kenőanyagok és szűrőberendezések gyártóival. „Ezen a ponton a felhasználók egyébként profitálnak a VLC 450 DG függőleges elrendezéséből, mivel a csiszolóiszap nagy szilárdságú abrazív részecskéket tartalmaz. Ez egy vízszintes szerszámelrendezés esetén gyorsan problémákat okozhat a vezetősínekben. Ezt a kihívást a gépünkkel kezeljük” – mondta Jannik Röttger.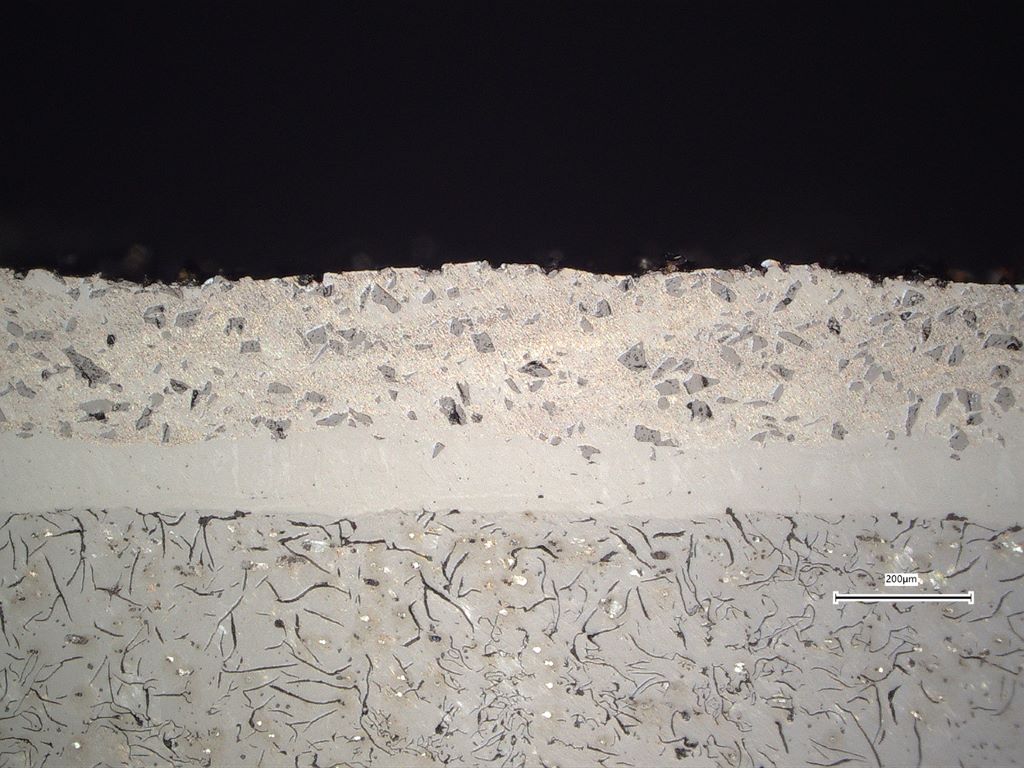
Általánosságban elmondható, hogy az EMAG teljes gépkoncepciója a maximális termelékenység és tartósság érdekében lett megtervezve, hogy megfeleljen a sorozatgyártás magas követelményeinek. Például egy átfogó hűtési koncepció biztosítja a jó hőstabilitást, a Mineralit gépágy minimalizálja a rezgéseket, és egy munkaterületen kívüli géptranszfer ideális interfészt képez a további automatizáláshoz. A Pick-up tengely, amely a munkadarabot a transzferből a munkaterületre hozza, minimalizálja a forgács-hoz-forgács időt.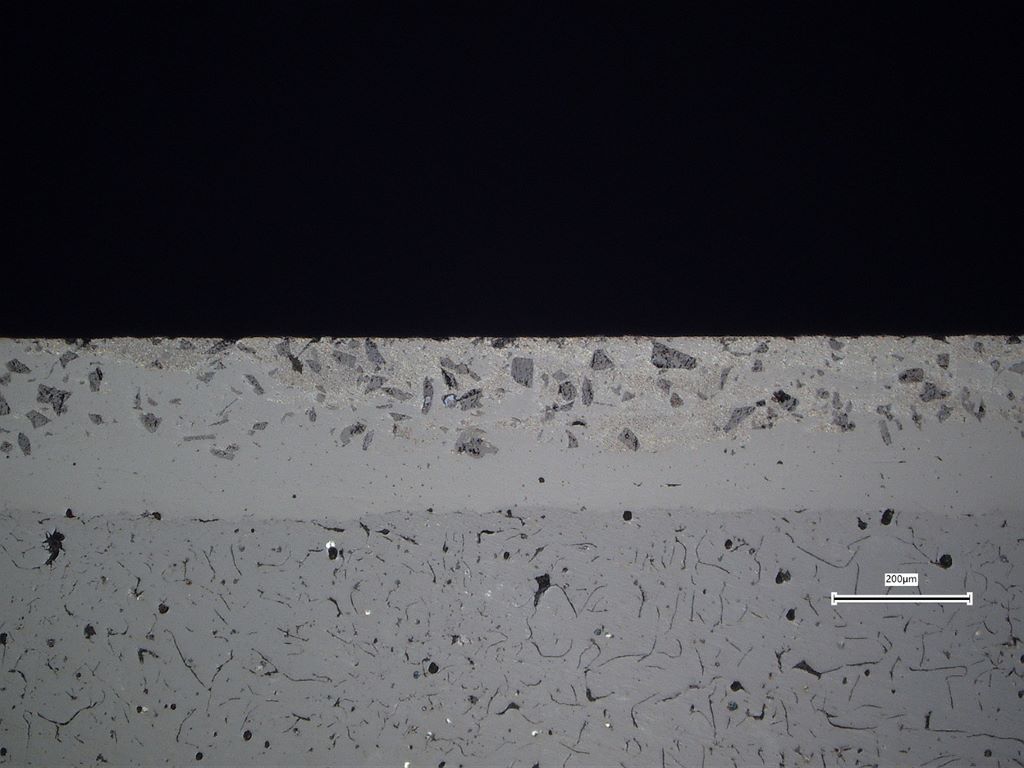
A VLC 450 DG csiszolóeszköze is új mércét állít fel a féktárcsák megmunkálásában: cserélhető gyűrűként van megtervezve, és súlya kevesebb mint öt kilogramm. Ennek következtében az eszközváltási idők kevesebb mint tíz percet vesznek igénybe – figyelemre méltóan rövid! Összességében a függőleges koncepció, amely nagyon jól hozzáférhető munkaterületet kínál, magas beállítási barátságot biztosít. Minden cserélhető alkatrész könnyen elérhető a kezelő számára.
A holisztikus megközelítés elengedhetetlen.

Nem utolsósorban a bevont féktárcsa esetében a teljes folyamatlánc átfogó megközelítése fontos, mivel mindkét eljárás döntő módon befolyásolja egymást. Ehhez tudni kell, hogy a lézeres bevonás során mindig hasonló felületi érdesség (Rz akár 100 mikrométer) keletkezik – a felület szilárdsága azonban a bevonatrendszertől függően jelentősen változik.
Következésképpen az egyrétegű és duplarétegű rendszerek eltérő módon vannak megmunkálva: Az első változat magas vágási sebességeket tesz lehetővé, míg a második változat inkább kisebb fordulatszámú motorjellemzőket igényel, ugyanakkor magas nyomatékkal. Más szavakkal: Az egyrétegűek a megkeményített acélhoz hasonlítanak, míg a duplarétegű rendszerek kopásálló rétegei olyan forgácsolási viselkedést mutatnak, mint a keményfémek.
Az EMAG saját gyártású csiszolóorsói mindkét alkalmazáshoz a megfelelő teljesítményparamétereket biztosítják a hatékony forgácsolás lehetővé tételéhez.
Ehhez jönnek olyan további paraméterek is, mint a csiszolóanyag kiválasztása, amelyek döntő fontosságúak a csiszolási folyamat termelékenysége szempontjából. „Itt elengedhetetlen a közvetlen információcsere a gépgyártók, a csiszolókoronggyártók és a szemcsés anyag beszállítók fejlesztési osztályai között. Csak akkor lehet minden réteg specifikációhoz közösen kifejleszteni az optimális csiszolókorongot, ha folyamatos tudásmegosztás van” – mondta Jannik Röttger.
„Összességében döntő fontosságú, hogy a csiszolási, réteg- és lézer szakértők szorosan együttműködjenek, és ezen alap alapján a lehető legjobb összesített megoldást alakítsák ki, hogy a réteg optimális tulajdonságokkal rendelkezzen a fékrendszerben, miközben jól megmunkálható is” – hangsúlyozza Jannik Röttger. „Ezt az összefoglaló csomagot a gépészeti és alkalmazási tudás terén kínáljuk ügyfeleinknek, még a prototípusok keretében is – és ez természetesen akkor is érvényes, ha az EMAG csak a csiszolási technológiát fejleszti. Minden esetben a VLC 450 DG ügyfelei egy olyan gépből profitálnak, amelyet kifejezetten erre az alkalmazásra fejlesztettek ki, és egyben rendelkezik az EMAG gépgyártás összes tipikus tulajdonságával, valamint évtizedes tapasztalati tudásával.
Kapcsolat:


