


Budućnost automobilske kočione diskove je obložena – samo tako se mogu postići stroži granični vrednosti čestica prašine prema Euro-7 normi. Pored toga, kočiona površina je zaštićena od korozije i otporna na habanje. Ali koji proces obrade može osigurati da se ova kvaliteta može pouzdano primeniti pri velikim serijama? Mašina VLC 450 DG i kombinacija laserskog oblaganja i naknadnog dvostrukog planog brušenja pružaju precizan odgovor na to pitanje. Potonje je ključni faktor produktivnosti, jer obloge postavljaju visoke zahteve za proces brušenja. Šta tačno izdvaja VLC 450 DG u detaljima?
Norma Euro-7 přichází a s ní velmi přísné limity pro opotřebení pneumatik a brzdových systémů. Osobní automobily budou od roku 2035 smět emitovat pouze přibližně tři miligramy jemného prachu na kilometr, což představuje radikální snížení, neboť dnes se tato hodnota v závislosti na vozidle pohybuje až kolem 40 miligramů! Jak toho však technologicky dosáhnout? „Povlakování brzdových kotoučů tvrdým materiálem,“ zní odpověď vývojářů v automobilovém průmyslu. Zejména takzvané laserové povlakování od EMAG zde otevírá mnoho možností: Matrixový materiál a tvrdokovové karbidy jsou přiváděny k laserovému nástroji a svařovány s ohřátým povrchem. Tímto způsobem je nejprve nanesena adhezní vrstva a poté vrstva ochrany proti opotřebení – alespoň v případě takzvaných dvouvrstvých systémů. Existují také vývojáři, kteří se zaměřují na řešení s jednou vrstvou, např. pro zadní nápravy v kompaktních vozidlech.
Jedna otázka je však zřejmá: Jak lze tento přístup integrovat do komplexního a objemného výrobního řešení – a to včetně následných brusných procesů, kterými disk získává svůj finální povrch? „Tato otázka je pro nás na prvním místě,“ vysvětluje Jannik Röttger, vedoucí technologie broušení ve společnosti EMAG. „Naší jedinečnou výhodou je, že na jedné straně ovládáme a můžeme ovlivnit jak otočný proces, tak celý laserový svařovací proces na strojích EMAG, pokud si to zákazník přeje. Na druhé straně máme následný brusný proces od samého začátku na paměti.“
Nakonec by měly být parametry obrábění na soustruhu a centrálního povlakování nakonfigurovány tak, aby vyrobený povrch vedl k co nejkratším cyklům broušení a nízkému opotřebení brusného kotouče při nejvyšší kvalitě dílů. Izolovaná řešení pouze pro jeden z obou procesů vytvářejí problematické výkonnostní ukazatele.
Perfekcionování brusných procesů
Co to konkrétně znamená pro strojírenství, ukazuje pohled na brusku VLC 450 DG – speciální řešení pro brzdový disk, které bylo odborníky EMAG navrženo ve všech detailech podle konkrétního povlakovacího systému a požadovaného výrobního procesu. V každém případě je středem pozornosti dvoustranné ploché broušení jako stejně produktivní, tak bezpečný proces.
Zajišťuje na součásti struktury křížového broušení, které vykazují velmi výhodné tribologické chování. Zároveň křížové broušení usnadňuje přímou kontrolu kvality, protože již průběh vstupujícího a vystupujícího zrna potvrzuje, že všechny osové úhly jsou správně nastaveny.
K tomu se přidávají další procesní výhody spojené s broušením na dvojitých plochách. Symetrické zavedení síly umožňuje dosáhnout nejvyšších procesních posuvů. Velkoplošný kontakt mezi brusnými kotouči a brzdovými kotouči zajišťuje optimální podporu dílů a tím i vysokou kvalitu dílů, které jsou v axiálním směru velmi nestabilní. Jako chladicí médium slouží minerální olej bez vody (tedy žádná emulze), ze které se malé brusné částice snadno filtrují. Zde probíhá úzká spolupráce s výrobci chladicích a mazacích prostředků a filtračních zařízení. „V této souvislosti těží uživatelé z vertikálního uspořádání ve VLC 450 DG, protože brusný kal obsahuje vysoce pevné abrazivní částice. To může při horizontálním uspořádání nástrojů rychle vést k problémům na vodicích drahách. Tuto výzvu jsme s naším strojem zvládli,“ říká Jannik Röttger.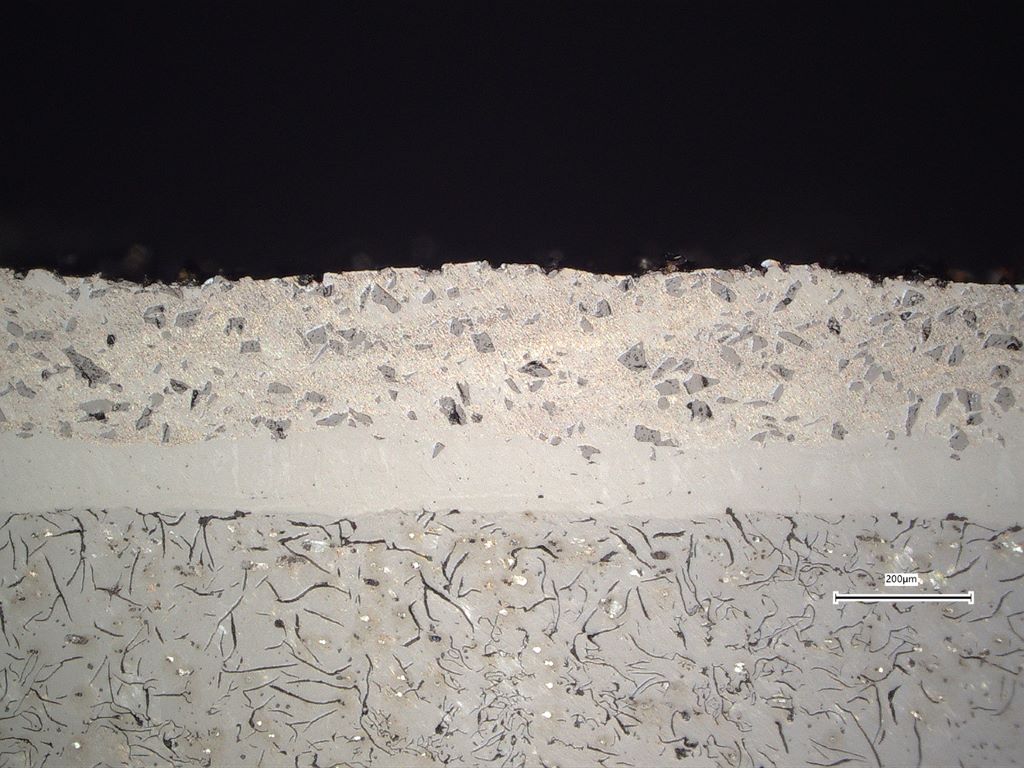
Obecně platí: Celý strojní koncept společnosti EMAG je navržen tak, aby dosáhl maximální produktivity a dlouhé životnosti, aby splnil vysoké požadavky sériové výroby. Například komplexní chladicí koncept zajišťuje dobrou tepelnou stabilitu, strojní základna z minerálních materiálů minimalizuje vibrace a strojní shuttle mimo pracovní prostor vytváří ideální rozhraní pro další automatizaci. Díky Pick-up vřetenu, které přenáší díl z shuttle do pracovního prostoru, jsou doby mezi obráběním minimální.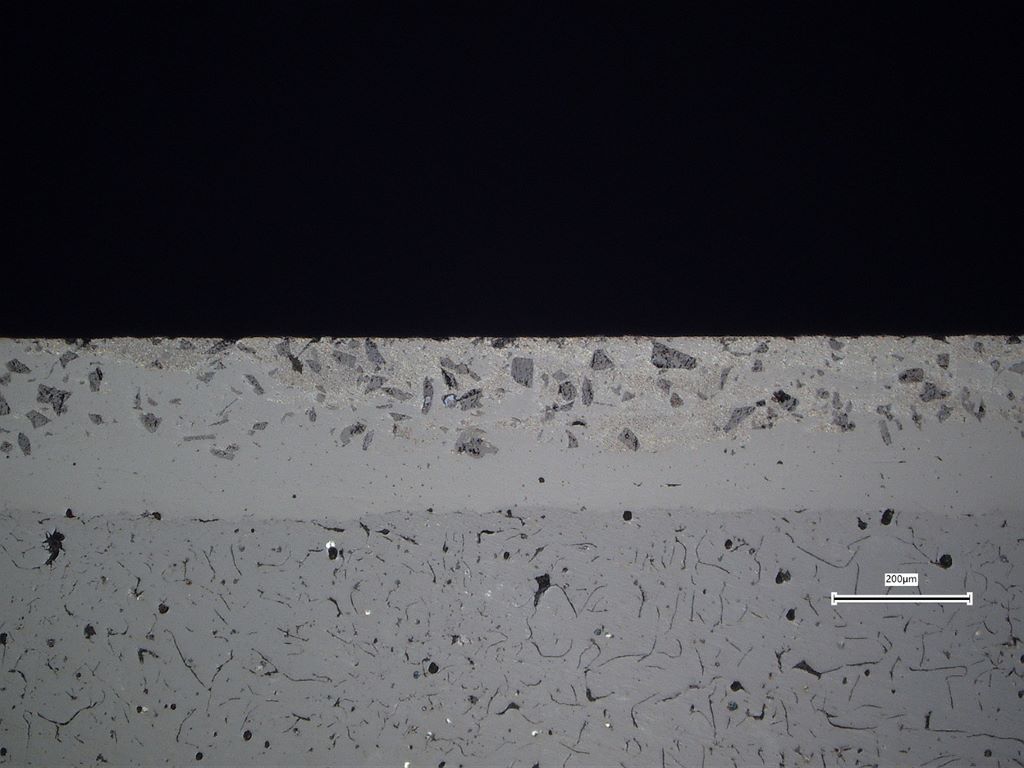
Také brusný nástroj VLC 450 DG nastavuje nové standardy při zpracování brzdových kotoučů: je navržen jako výměnný kroužek a má hmotnost pod pět kilogramů. V důsledku toho doba výměny nástrojů trvá méně než deset minut – pozoruhodně krátká! Celkově vertikální koncept s velmi dobře přístupným pracovním prostorem nabízí vysokou přívětivost při nastavování. Všechny výměnné díly jsou pro obsluhu snadno dostupné.
Celostní pohled je nezbytný.

Nejmenší důležitost má při povlakované brzdové desce celkový pohled na celý procesní řetězec, protože se obě metody zásadně ovlivňují. K tomu je třeba vědět, že při laserovém povlakování vždy vzniká podobná drsnost povrchu (Rz až 100 mikrometrů) – pevnost tohoto povrchu však v závislosti na systému povlakování výrazně kolísá.
V důsledku toho se jednovrstvé a dvouvrstvé systémy broušení provádějí různými způsoby: První varianta umožňuje vysoké řezné rychlosti, zatímco druhá varianta vyžaduje motorovou charakteristiku s spíše nižšími otáčkami při současně vysokém točivém momentu. Jinými slovy: Monovrstvy připomínají tvrzenou ocel, zatímco opotřebovací vrstvy dvouvrstvých systémů vykazují obráběcí chování jako karbid.
Vlastní brusné vřetena od EMAG poskytují pro obě aplikace správné výkonnostní parametry, aby bylo možné efektivní obrábění.
K tomu se přidávají další parametry, jako je výběr brusiva, které jsou pro produktivitu brusného procesu rozhodující. „Zde je nezbytná přímá výměna informací mezi vývojovými odděleními výrobce strojů, výrobce brusných kotoučů a dodavatele zrnitého materiálu. Pouze pokud existuje nepřetržitá výměna znalostí, může být společně vyvinut optimální brusný kotouč pro každou specifikaci vrstvy,“ říká Jannik Röttger.
„Celkově je rozhodující, aby odborníci na broušení, povrchové úpravy a laser úzce spolupracovali a na tomto základě vytvořili co nejlepší celkové řešení, aby měl povrch optimální vlastnosti v brzdovém systému a zároveň byl dobře obrobitelný,“ zdůrazňuje Jannik Röttger. „Tento komplexní balíček strojírenství a znalostí aplikací nabízíme našim zákazníkům, i v rámci prototypování – a to platí samozřejmě i v případě, že EMAG vyvíjí pouze broušení technologii. V každém případě zákazníci u VLC 450 DG profitují z stroje, který byl speciálně navržen pro tuto aplikaci a zároveň vykazuje všechny typické kvality a desetileté zkušenosti strojírenství EMAG.
Kontakt:


