


Discul de frână pentru autoturismele viitorului este acoperit – doar astfel se pot atinge limitele stricte de praf fin impuse de norma Euro 7. În plus, suprafața de frânare este protejată împotriva coroziunii și rezistentă la uzură. Dar ce proces de prelucrare poate garanta că această calitate poate fi implementată în mod sigur în cazul unor cantități mari? Cu mașina VLC 450 DG și combinația dintre acoperirea cu laser și șlefuirea pe ambele fețe, EMAG oferă un răspuns precis. Ultimul este un factor decisiv de productivitate, deoarece acoperirile impun cerințe ridicate procesului de șlefuire. Ce caracteristici detaliate are VLC 450 DG?
Norma Euro-7 vine și cu ea limite foarte stricte pentru uzura anvelopelor și sistemelor de frânare. Astfel, autoturismele vor putea emite doar aproximativ trei miligrame de praf fin pe kilometru începând cu 2035, ceea ce reprezintă o reducere radicală, deoarece astăzi această valoare poate ajunge până la 40 de miligrame, în funcție de vehicul! Dar cum se poate realiza acest lucru din punct de vedere tehnologic? „Acoperirea discurilor de frână cu material dur”, este răspunsul dezvoltatorilor din industria auto. În special, așa-numita acoperire cu laser de la EMAG oferă multe posibilități: materialul matricei și carbura de tungsten sunt furnizate unui instrument laser și sudate cu suprafața încălzită. În acest mod, se aplică mai întâi un strat de aderență și apoi stratul de protecție împotriva uzurii de deasupra – cel puțin în cazul așa-numitelor sisteme cu două straturi. Există, de asemenea, dezvoltatori care optează pentru o soluție cu un singur strat, de exemplu, pentru punțile din spate ale vehiculelor compacte.
O întrebare se impune însă de la sine: Cum poate fi integrată această abordare într-o soluție de producție holistică și de mari dimensiuni – inclusiv procesele de rectificare ulterioare, cu ajutorul cărora discul își primește suprafața finală? „Această întrebare este prioritară pentru noi”, explică Jannik Röttger, șeful tehnologiei de rectificare la EMAG. „Caracteristica noastră distinctivă este că, pe de o parte, stăpânim și putem influența procesul de turnare, precum și întregul proces de sudare cu laser pe mașinile EMAG, dacă clientul își dorește acest lucru. Pe de altă parte, avem în vedere procesul de rectificare ulterioară încă de la început.”
În cele din urmă, ar trebui să se configureze prelucrarea prin turnare și parametrii centrali de acoperire astfel încât suprafața obținută să conducă la timpi de ciclu de șlefuire cât mai scurți și la o uzură redusă a roții de șlefuire, menținând în același timp cea mai înaltă calitate a pieselor. Soluțiile izolate pentru doar unul dintre cele două procese generează indicatori de performanță problematici.
Perfecționarea proceselor de șlefuire
Ce înseamnă concret acest lucru pentru industria mașinilor, este ilustrat printr-o privire asupra mașinii de șlefuit VLC 450 DG – o soluție specială pentru discurile de frână, care a fost proiectată de experții EMAG în toate detaliile pentru sistemul de acoperire respectiv și procesul de producție dorit. În centrul atenției se află, în orice caz, șlefuirea plană pe ambele fețe ca un proces atât productiv, cât și sigur.
El asigură structuri de șlefuire în cruce pe componentă, care prezintă un comportament tribologic foarte avantajos. În același timp, șlefuirea în cruce facilitează controlul direct al calității, deoarece deja traiectoria granulelor care intră și ies confirmă că toate unghiurile axiale sunt reglate corect.
În plus, există alte avantaje ale procesului legate de șlefuirea plană pe două fețe. Astfel, introducerea simetrică a forței permite cele mai mari avansuri ale procesului. Contactul extins între roțile de șlefuire și discurile de frână asigură un suport optim al componentelor și, prin urmare, o calitate ridicată a componentelor discurilor de frână, care sunt foarte instabile pe direcția axei. Ca agent de răcire se folosește apă fără ulei mineral (deci fără emulsie), din care particulele mici de șlefuire pot fi filtrate cu ușurință. Aici are loc o colaborare strânsă cu producătorii de fluide de răcire și instalații de filtrare. „În acest context, utilizatorii beneficiază de aranjamentul vertical în VLC 450 DG, deoarece nămolul de șlefuire conține particule abrazive foarte rezistente. Acest lucru poate duce rapid la probleme pe căile de ghidare în cazul unei aranjări orizontale a uneltelor. Am gestionat această provocare cu mașina noastră”, spune Jannik Röttger.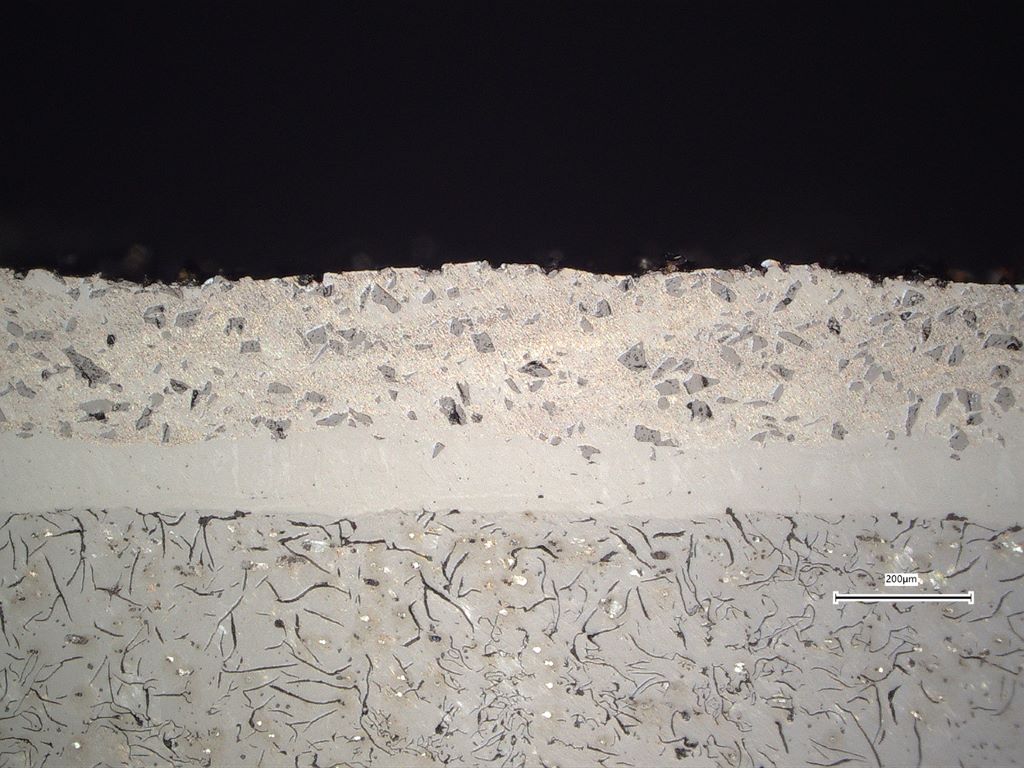
În general, întregul concept de mașină de la EMAG este conceput pentru o productivitate maximă și durabilitate, pentru a face față cerințelor ridicate ale producției în serie. De exemplu, un concept cuprinzător de răcire asigură o bună stabilitate termică, patul de mașină din Mineralit minimizează vibrațiile, iar un shuttle de mașină în afara zonei de lucru formează o interfață ideală pentru automatizarea ulterioară. Datorită spindle-ului de tip pick-up, care preia piesa de la shuttle în zona de lucru, timpii de la așchiere la așchiere sunt minimi.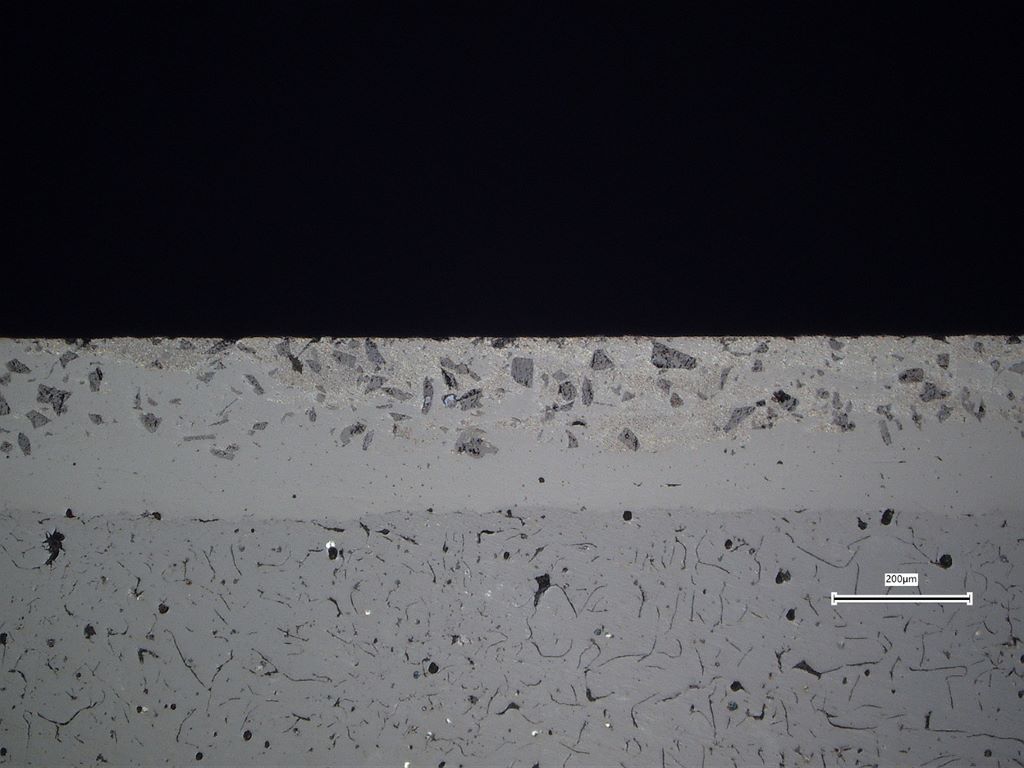
De asemenea, uneltele de șlefuire ale VLC 450 DG stabilesc noi standarde în prelucrarea discurilor de frână: sunt concepute ca inele interschimbabile și au o greutate mică de sub cinci kilograme. Ca urmare, timpii de schimbare a uneltelor durează mai puțin de zece minute - remarcabil de scurt! În total, conceptul vertical, cu un spațiu de lucru foarte bine accesibil, oferă o mare ușurință în pregătire. Toate piesele interschimbabile sunt ușor accesibile pentru operator.
O abordare holistică este indispensabilă.

Nu în ultimul rând, este important ca discurile de frână acoperite să fie analizate dintr-o perspectivă holistică a întregului lanț de procese, deoarece ambele procedee se influențează în mod decisiv. Trebuie să știm că, deși la acoperirea cu laser se obține întotdeauna o rugozitate similară a suprafeței (Rz de până la 100 micrometri), rezistența acestei suprafețe variază semnificativ în funcție de sistemul de acoperire.
Prin urmare, sistemele cu un singur strat și cele cu două straturi sunt șlefuite în moduri diferite: prima variantă permite viteze de tăiere mari, în timp ce a doua variantă necesită o caracteristică a motorului cu turații mai mici, dar cu un cuplu mare. Cu alte cuvinte: straturile monolitice seamănă cu oțelul călit, în timp ce straturile de uzură ale sistemelor cu două straturi au un comportament de așchiere similar cu cel al metalelor dure.
Spindlele de șlefuire construite de EMAG oferă pentru ambele aplicații parametrii de performanță corecți pentru a permite o prelucrare eficientă.
În plus, există alți parametri, cum ar fi alegerea materialului de șlefuire, care sunt esențiali pentru productivitatea procesului de șlefuire. „Aici, un schimb direct de informații între departamentele de dezvoltare ale producătorului de mașini, al producătorului de discuri de șlefuire și al furnizorului de materiale abrazive este indispensabil. Numai printr-un schimb continuu de cunoștințe se poate dezvolta împreună discul de șlefuire optim pentru fiecare specificație de strat“, spune Jannik Röttger.
„În total, este esențial ca experții în rectificare, stratificare și laser să colaboreze strâns și pe această bază să stabilească o soluție globală optimă, astfel încât stratul să aibă proprietăți optime în sistemul de frânare și în același timp să fie ușor de prelucrat”, subliniază Jannik Röttger. „Acest pachet complet de inginerie mecanică și cunoștințe de aplicare îl oferim clienților noștri, chiar și în cadrul prototipurilor – și acest lucru se aplică, desigur, și atunci când EMAG dezvoltă doar tehnologia de rectificare. În orice caz, clienții beneficiază de VLC 450 DG, o mașină care a fost dezvoltată special pentru această aplicație și care în același timp prezintă toate calitățile tipice, precum și experiența de zeci de ani a ingineriei mecanice EMAG.
Contact:


 Freude statt Frust")