


The passenger car brake disc of the future is coated – only in this way can the tightened fine dust limits of the Euro 7 standard be achieved. Additionally, the braking surface is protected from corrosion and wear-resistant. But which machining process can ensure that this quality can be reliably implemented in large quantities? With the VLC 450 DG machine and the combination of laser coating followed by double-sided surface grinding, EMAG provides a precise answer. The latter is a crucial productivity factor, as the coatings place high demands on the grinding process. What are the specific features of the VLC 450 DG?
The Euro 7 standard is coming, along with very strict limits for the wear of tires and brake systems. From 2035, passenger cars may emit only about three milligrams of fine dust per kilometer, which represents a radical reduction, as this value can currently be up to 40 milligrams depending on the vehicle! But how can this be achieved technologically? "Coating brake discs with hard material" is the answer from developers in the automotive industry. In particular, the so-called laser coating from EMAG opens up many possibilities: matrix material and hard carbide are fed to a laser tool and welded to the heated surface. In this way, a bonding layer is first applied, followed by the wear protection layer on top – at least in the case of so-called two-layer systems. There are also developers who opt for a one-layer solution, e.g., for the rear axles in compact vehicles.
However, one question is obvious: How can this approach be integrated into a holistic and large-volume production solution – including the subsequent grinding processes, with which the disc receives its final surface? "This question is our top priority," explains Jannik Röttger, Head of Grinding Technology at EMAG. "Our unique selling point is that we can master and influence both the turning process and the entire laser welding process on EMAG machines, if the customer wishes. On the other hand, we have the subsequent grinding process in mind from the very beginning.
Ultimately, the turning process and central coating parameters should be configured so that the produced surface leads to the shortest possible grinding cycle times and minimal grinding wheel wear while maintaining the highest component quality. Island solutions for only one of the two processes create problematic performance metrics."
Perfecting grinding processes
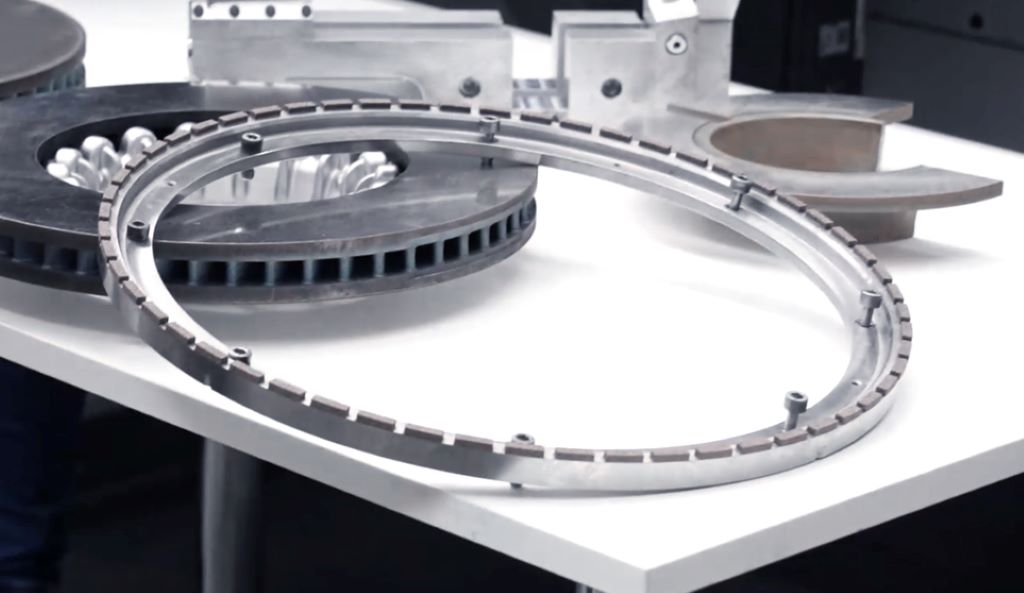
What this specifically means for machine engineering is illustrated by a look at the grinding machine VLC 450 DG – a specialized solution for the brake disc, which has been tailored by EMAG experts in all details to the respective coating system and the desired production process. At the center of it all is the double-sided surface grinding, which is both productive and safe.
It creates cross-hatch structures on the component that exhibit very advantageous tribological behavior. At the same time, the cross-hatch facilitates direct quality control, as the pattern of the incoming and outgoing grain already confirms that all axis angles are correctly set.
In addition, there are further process advantages surrounding double-sided surface grinding. The associated symmetrical force introduction allows for maximum process advances. The large-area contact between the grinding wheels and the brake disc ensures optimal component support and thus high component quality for the very unstable brake discs in the axial direction. A mineral oil-free water (i.e., no emulsion) serves as the coolant, from which the small grinding particles can be easily filtered out. There is close cooperation with manufacturers of cooling lubricants and filtration systems. "At this point, users benefit from the vertical arrangement in the VLC 450 DG, as the grinding sludge contains highly durable abrasive particles. This can quickly lead to problems with the guideways in a horizontal tool arrangement. We have this challenge under control with our machine," says Jannik Röttger.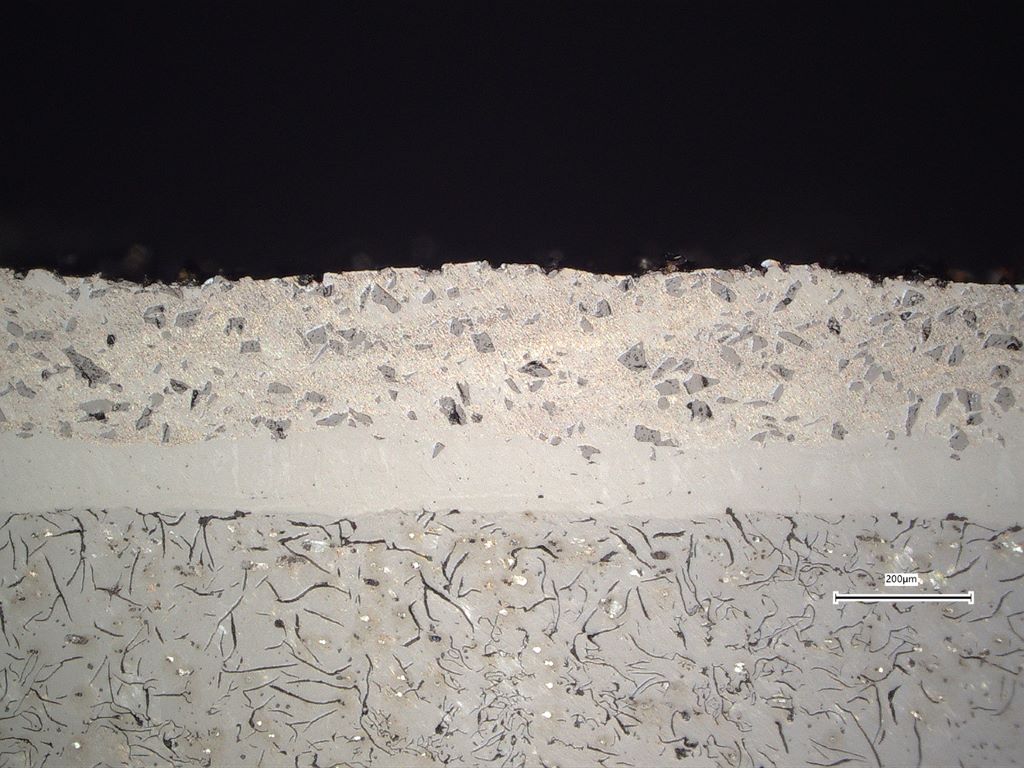
In general, the entire machine concept from EMAG is designed for maximum productivity and durability to meet the high demands of series production. For example, a comprehensive cooling concept ensures good thermal stability, the Mineralit machine bed minimizes vibrations, and a machine shuttle outside the working area forms an ideal interface for further automation. The pick-up spindle, which brings the part from the shuttle into the working area, minimizes chip-to-chip times.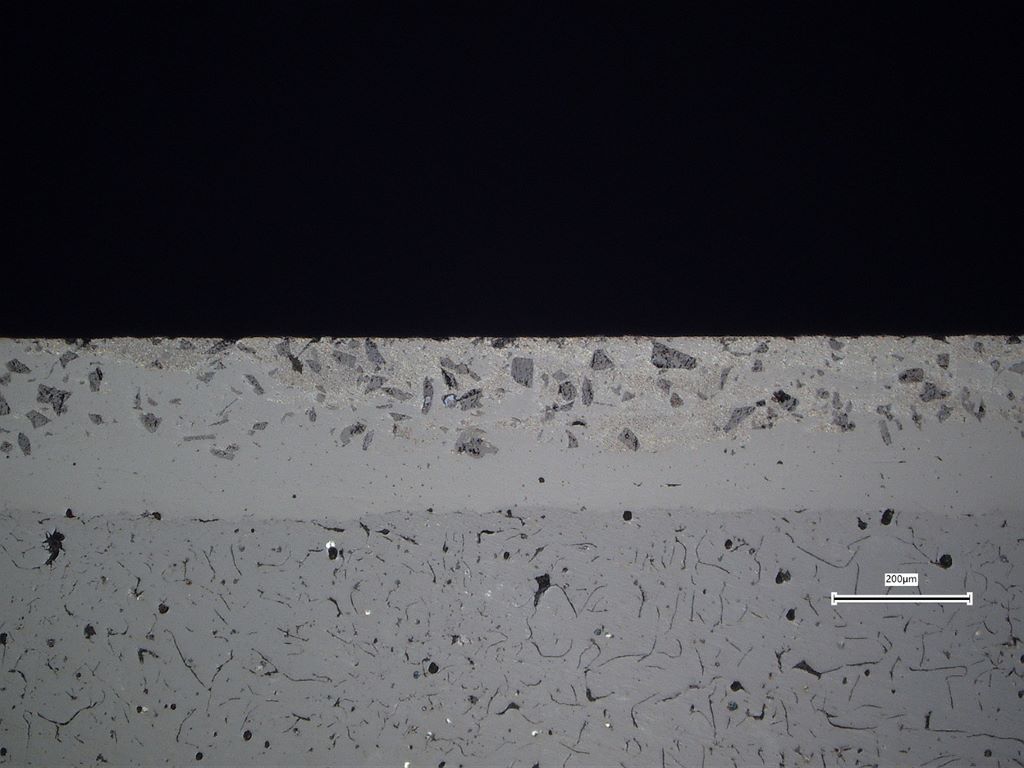
The grinding tool of the VLC 450 DG also sets new standards in the processing of brake discs: it is designed as a quick-change ring and has a low weight of under five kilograms. As a result, tool change times are less than ten minutes – remarkably short! Overall, the vertical concept with a very accessible working area offers high ease of setup. All change parts are easily reachable for the operator.
A holistic view is indispensable

Last but not least, when it comes to the coated brake disc, a holistic view of the entire process chain is essential, as both processes significantly influence each other. It should be noted that while laser coating always produces a similar surface roughness (Rz up to 100 micrometers) – the strength of this surface varies greatly depending on the coating system.
Consequently, single-layer and duo-layer systems are ground in different ways: the first variant allows for high cutting speeds, while the second variant requires a motor characteristic curve with rather lower speeds at the same time high torque. In other words: the mono-layers resemble hardened steel, while the wear layers of the duo-layer systems exhibit machining behavior similar to carbide.
The in-house grinding spindles from EMAG provide the right performance parameters for both applications to enable efficient machining.
Additional parameters, such as the choice of grinding medium, are crucial for the productivity of the grinding process. "Here, direct information exchange between the development departments of the machine manufacturer, grinding wheel manufacturer, and grain material supplier is essential. Only when there is continuous knowledge exchange can the optimal grinding wheel be developed together for each layer specification," says Jannik Röttger.
"Overall, it is crucial that grinding, coating, and laser experts work closely together and establish the best possible overall solution based on this, so that the coating has optimal properties in the brake system while also being easily machinable," emphasizes Jannik Röttger. "This complete package of mechanical engineering and application knowledge is what we offer our customers, even in the context of prototyping – and this naturally applies even when EMAG only develops the grinding technology. In any case, customers benefit from the VLC 450 DG, a machine specifically designed for this application and also exhibiting all typical qualities as well as the decades of experience of EMAG mechanical engineering.
Contact:


