


Geleceğin otomobil fren diski kaplanmış durumda - yalnızca bu şekilde Euro-7 normunun sıkı ince toz sınır değerlerine ulaşılabilir. Ayrıca, fren yüzeyi korozyona karşı korunmuş ve aşınmaya dayanıklıdır. Ancak, bu kalitenin büyük parça sayılarında güvenilir bir şekilde uygulanmasını sağlayacak işleme süreci hangisidir? EMAG, VLC 450 DG makinesi ve lazer kaplama ile ardından gelen çift taraflı taşlama kombinasyonu ile buna tam bir cevap veriyor. İkincisi, taşlama sürecine yüksek talepler getiren kaplamalar nedeniyle kritik bir verimlilik faktörüdür. VLC 450 DG'yi detaylı olarak ne ayırır?
Euro-7 normu geliyor ve beraberinde lastik ve fren sistemleri için çok sıkı sınır değerleri getiriyor. 2035'ten itibaren, otomobillerin kilometre başına yalnızca yaklaşık üç miligram ince toz emisyonuna izin verilecek, bu da radikal bir azaltma anlamına geliyor, çünkü bugün bu değer araca bağlı olarak 40 miligrama kadar çıkabiliyor! Peki, bu teknolojik olarak nasıl sağlanabilir? 'Fren disklerini sert malzeme ile kaplamak' otomotiv mühendislerinin yanıtı. Özellikle EMAG'ın lazer kaplama süreci burada birçok olanak sunuyor: Matris malzeme ve sert malzeme karbidi bir lazer araca besleniyor ve ısıtılmış yüzeyle kaynaklanıyor. Bu şekilde, öncelikle bir yapışma tabakası ve ardından üstteki aşınma koruma tabakası uygulanıyor - en azından sözde iki katmanlı sistemler için. Ayrıca, kompakt araçların arka aksları için tek katmanlı bir çözüm sunan geliştiriciler de var.
Ancak burada bir soru var: Bu yaklaşım, sonrasında diskin nihai yüzeyini elde ettiği taşlama süreçleri dahil, nasıl bütünsel ve büyük hacimli bir üretim çözümüne entegre edilebilir? 'Bu soru bizim için öncelikli' diyor EMAG'dan Jannik Röttger, Taşlama Teknolojisi Müdürü. 'Bizim benzersizliğimiz, bir yandan döner işleme sürecini ve tüm lazer kaynak sürecini EMAG makinelerinde kontrol edebilmemiz ve etkileyebilmemizdir, eğer müşteri isterse. Diğer yandan, sonraki taşlama sürecini en başından beri göz önünde bulunduruyoruz.'
Sonuçta, döner işleme ve merkezi kaplama parametrelerinin, üretilen yüzeyin mümkün olan en kısa taşlama döngü süreleri ve en yüksek parça kalitesi ile düşük taşlama tekerleği aşınmasına yol açacak şekilde yapılandırılması gerekir. Sadece bir işlem için adaya özgü çözümler, sorunlu performans göstergeleri yaratır.
Taşlama süreçlerini mükemmelleştirmek
Bu, makine mühendisliği için ne anlama geliyor, VLC 450 DG taşlama makinesine bir bakışla netleşiyor - EMAG uzmanları tarafından her ayrıntısı belirli kaplama sistemi ve istenen üretim sürecine göre tasarlanmış fren diski için özel bir çözüm. Her durumda, odak noktası, hem verimli hem de güvenli bir süreç olarak çift taraflı taşlamadır.
Bu, parçanın üzerinde, çok avantajlı bir tribolojik davranış sergileyen çapraz taşlama yapıları sağlar. Aynı zamanda, çapraz taşlama, doğrudan kalite kontrolünü kolaylaştırır, çünkü giren ve çıkan taneciklerin akışı, tüm eksen açılarının doğru ayarlandığını doğrular.
Çift taraflı taşlamanın etrafında daha fazla süreç avantajı da vardır. İlgili simetrik kuvvet girişi, en yüksek süreç ilerlemelerini mümkün kılar. Taşlama tekerlekleri ile fren diski arasındaki geniş yüzey teması, parçanın yönünde çok dengesiz olan fren disklerinin yüksek parça kalitesini garanti eder. Soğutucu olarak, mineral yağsız su (yani emülsiyon yok) kullanılır, bu da küçük taşlama parçacıklarının iyi bir şekilde filtrelenmesini sağlar. Burada, soğutucu yağlar ve filtre sistemleri üreticileri ile yakın bir işbirliği vardır. 'Bu noktada, VLC 450 DG'deki dik yerleşimden faydalanıyorlar, çünkü taşlama çamuru yüksek dayanıklı aşındırıcı parçacıklar içeriyor. Yatay bir alet düzenlemesinde bu, kılavuz yollarında hızlı bir şekilde sorunlara yol açabilir. Bu zorluğu makinemizle kontrol altına aldık' diyor Jannik Röttger.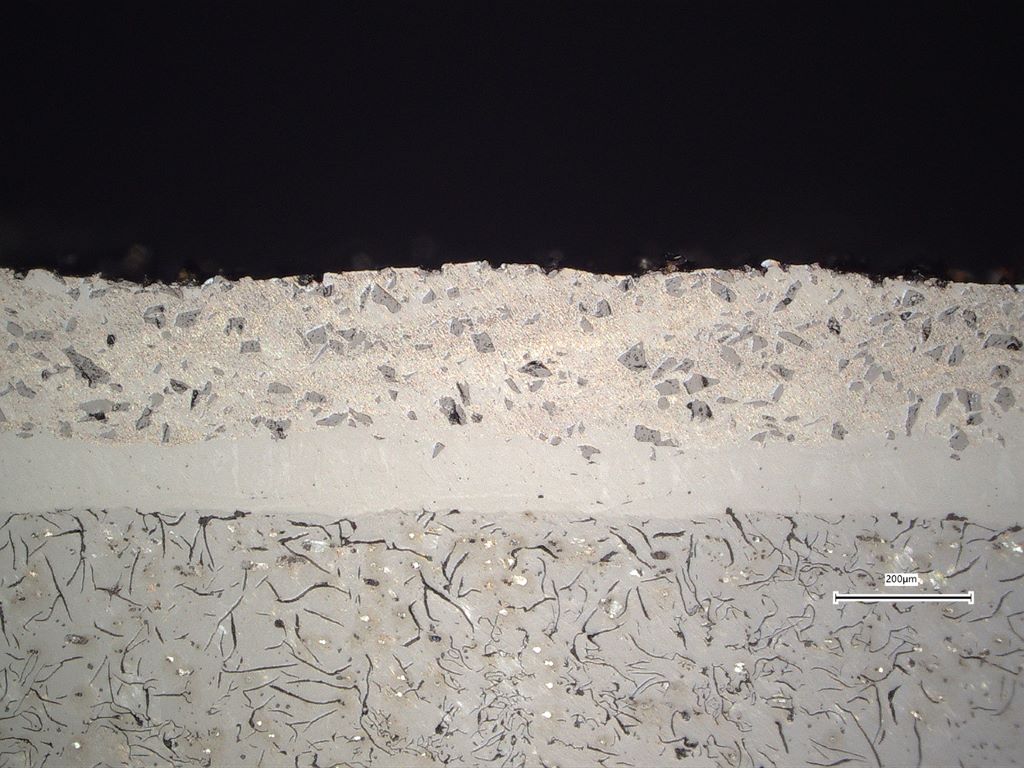
Her durumda, EMAG'ın tüm makine konsepti, seri üretimin yüksek taleplerini karşılamak için maksimum verimlilik ve dayanıklılık üzerine tasarlanmıştır. Örneğin, kapsamlı bir soğutma konsepti, iyi bir termal stabilite sağlar, Mineralit makine yatağı titreşimleri minimize eder ve iş alanının dışında bir makine shuttle'ı, ileri otomasyon için ideal bir arayüz oluşturur. Parçayı shuttle'dan iş alanına getiren pick-up mili ile talaşlar arası süreler minimumdur.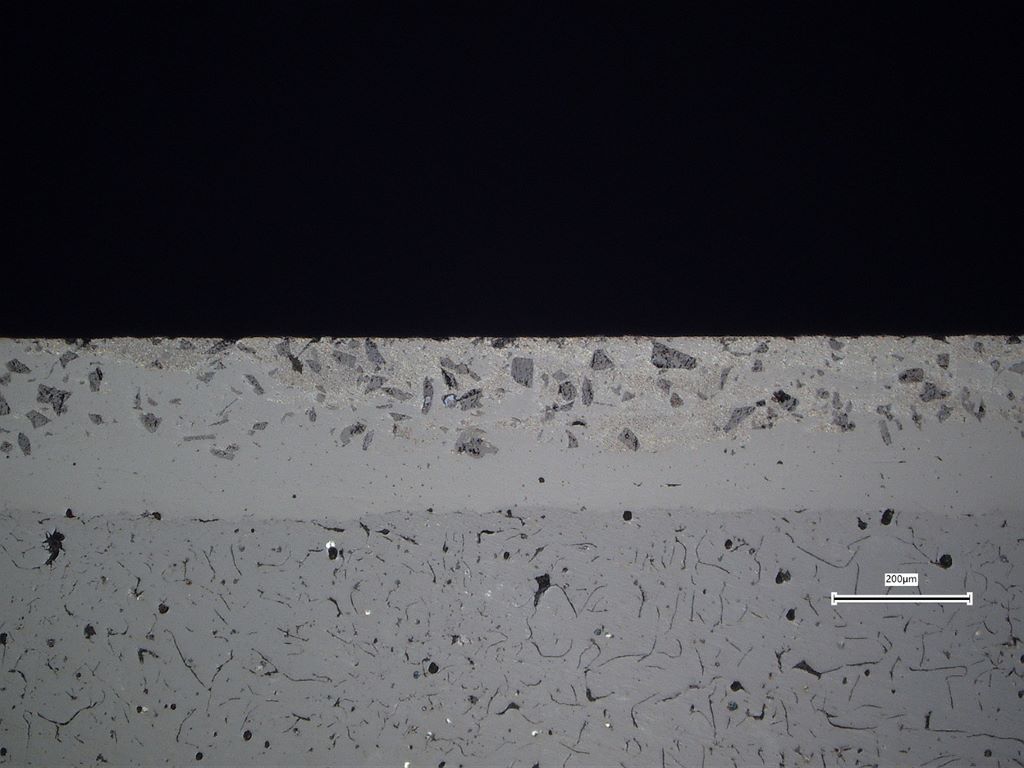
VLC 450 DG'nin taşlama aracı da fren disklerinin işlenmesinde yeni standartlar belirliyor: Değiştirilebilir halka olarak tasarlanmış ve beş kilogramın altında hafif bir ağırlığa sahip. Sonuç olarak, alet değiştirme süreleri on dakikadan daha kısa sürüyor - dikkat çekici bir süre! Genel olarak, çok iyi erişilebilir çalışma alanı ile dik konsept, yüksek kurulum dostluğu sunuyor. Tüm değiştirilebilir parçalar, operatör için sorunsuz bir şekilde erişilebilir.
Bütünsel bir bakış açısı şart

Son olarak, kaplanmış fren diskinde, tüm süreç zincirinin bütünsel bir değerlendirmesi önemlidir, çünkü her iki işlem de birbirini önemli ölçüde etkilemektedir. Ayrıca, lazer kaplama sırasında her zaman benzer bir yüzey pürüzlülüğü (Rz'ye kadar 100 mikrometre) oluştuğunu bilmek gerekir - ancak bu yüzeyin dayanıklılığı kaplama sistemine bağlı olarak büyük ölçüde değişir.
Sonuç olarak, tek katmanlı ve iki katmanlı sistemler farklı şekillerde taşlanır: İlk varyant yüksek kesme hızlarına izin verirken, ikinci varyant daha küçük devir sayıları ile yüksek tork gerektirir. Başka bir deyişle: Monokatmanlar, sertleştirilmiş çeliğe benzerken, iki katmanlı sistemlerin aşınma katmanları, sert metal gibi bir işleme davranışına sahiptir.
EMAG'ın kendi yapımı taşlama milleri, her iki uygulama için de verimli bir işleme sağlamak için doğru performans parametrelerini sunar.
Ayrıca, taşlama sürecinin verimliliği açısından kritik öneme sahip olan taşlama malzemesinin seçimi gibi başka parametreler de vardır. 'Burada, makine üreticisi, taşlama tekerleği üreticisi ve tanecik malzeme tedarikçisi arasındaki doğrudan bilgi alışverişi zorunludur. Sadece sürekli bir bilgi alışverişi olduğunda, her katman spesifikasyonu için optimal taşlama tekerleği ortaklaşa geliştirilebilir' diyor Jannik Röttger.
"Genel olarak, taşlama, kaplama ve lazer uzmanlarının yakın bir şekilde işbirliği yapması ve bu temelde en iyi genel çözümü kurmaları kritik öneme sahiptir, böylece kaplama fren sisteminde optimal özelliklere sahip olur ve aynı zamanda iyi işlenebilir." diyor Jannik Röttger. "Bu makine mühendisliği ve uygulama bilgisi paketini müşterilerimize sunuyoruz, prototipleme çerçevesinde de - ve bu, EMAG sadece taşlama teknolojisini geliştirdiğinde de geçerlidir. Her durumda, VLC 450 DG'de müşteriler, bu uygulama için özel olarak geliştirilmiş bir makineden faydalanıyor ve aynı zamanda EMAG makine mühendisliğinin tüm tipik niteliklerini ve on yıllara dayanan deneyim bilgisini barındırıyor.
İletişim:


