


Przyszła tarcza hamulcowa do samochodów osobowych jest pokryta – tylko w ten sposób można osiągnąć zaostrzone limity pyłów zawieszonych normy Euro-7. Dodatkowo powierzchnia hamulca jest chroniona przed korozją i odporna na zużycie. Ale jaki proces obróbczy może zapewnić, że ta jakość będzie mogła być bezpiecznie wdrożona przy dużych liczbach produkcyjnych? Maszyna VLC 450 DG oraz połączenie laserowego pokrywania z późniejszym szlifowaniem dwustronnym stanowią precyzyjną odpowiedź od firmy EMAG. To ostatnie jest kluczowym czynnikiem produktywności, ponieważ powłoki stawiają wysokie wymagania wobec procesu szlifowania. Co dokładnie wyróżnia VLC 450 DG?
Norma Euro-7 nadchodzi, a z nią bardzo surowe limity dotyczące zużycia opon i systemów hamulcowych. Od 2035 roku samochody osobowe będą mogły emitować tylko około trzy miligramy pyłu zawieszonego na kilometr, co stanowi radykalne zmniejszenie, ponieważ obecnie wartość ta w zależności od pojazdu wynosi nawet do 40 miligramów! Jak można to osiągnąć technologicznie? „Pokrywanie tarcz hamulcowych materiałem twardym” – brzmi odpowiedź inżynierów w przemyśle motoryzacyjnym. Szczególnie tzw. pokrywanie laserowe firmy EMAG otwiera wiele możliwości: materiał matrycowy i węglik twardy są dostarczane do narzędzia laserowego i spawane z podgrzaną powierzchnią. W ten sposób najpierw nakładana jest warstwa adhezyjna, a następnie warstwa ochronna przed zużyciem – przynajmniej w przypadku tzw. systemów dwuwarstwowych. Są też deweloperzy, którzy stawiają na rozwiązanie jednowarstwowe, np. dla osi tylnych w pojazdach kompaktowych.
Jedno pytanie nasuwa się jednak samo: Jak można zintegrować to podejście w kompleksowe i dużoskalowe rozwiązanie produkcyjne – w tym także w procesy szlifowania, dzięki którym tarcza uzyskuje swoją ostateczną powierzchnię? „To pytanie jest dla nas priorytetowe”, wyjaśnia Jannik Röttger, szef technologii szlifowania w EMAG. „Naszą unikalną cechą jest to, że z jednej strony opanowujemy proces obróbczy oraz cały proces spawania laserowego na maszynach EMAG, jeśli tego życzy klient. Z drugiej strony, od samego początku mamy na uwadze proces szlifowania, który następuje później.”
Ostatecznie należy skonfigurować obróbkę skrawaniem i centralne parametry powlekania w taki sposób, aby uzyskana powierzchnia prowadziła do możliwie krótkich czasów cyklu szlifowania oraz niskiego zużycia tarczy szlifierskiej przy najwyższej jakości elementu. Rozwiązania wyspowe dla tylko jednego z tych procesów generują problematyczne wskaźniki wydajności.
Perfekcjonowanie procesów szlifowania
Co to konkretnie oznacza dla przemysłu maszynowego, ilustruje spojrzenie na szlifierkę VLC 450 DG – specjalne rozwiązanie dla tarczy hamulcowej, które zostało zaprojektowane przez ekspertów EMAG we wszystkich szczegółach pod kątem konkretnego systemu powlekania i pożądanego procesu produkcyjnego. W każdym przypadku w centrum uwagi znajduje się szlifowanie płaszczyzn z obu stron jako proces zarówno wydajny, jak i bezpieczny.
On zapewnia na elemencie struktury krzyżowego szlifowania, które wykazują bardzo korzystne właściwości tribologiczne. Jednocześnie krzyżowe szlifowanie ułatwia bezpośrednią kontrolę jakości, ponieważ już przebieg wchodzącego i wychodzącego ziarna potwierdza, że wszystkie kąty osi są prawidłowo ustawione.
Do tego dochodzą kolejne zalety procesu związane z szlifowaniem płaszczyzn po obu stronach. Dzięki symetrycznemu wprowadzeniu siły możliwe są najwyższe postępy procesu. Duża powierzchnia kontaktu między tarczami szlifierskimi a tarczą hamulcową zapewnia optymalne podparcie elementu, a tym samym wysoką jakość komponentów, które są bardzo niestabilne w kierunku osi. Jako chłodziwo stosowana jest woda wolna od olejów mineralnych (czyli bez emulsji), z której małe cząstki szlifierskie można łatwo odfiltrować. W tym zakresie odbywa się bliska współpraca z producentami środków chłodzących i systemów filtracyjnych. „W tym miejscu użytkownicy korzystają z pionowego układu w VLC 450 DG, ponieważ szlam szlifierski zawiera wysoko wytrzymałe cząstki ścierne. Może to szybko prowadzić do problemów na prowadnicach w przypadku poziomego układu narzędzi. Z tą trudnością poradziliśmy sobie z naszą maszyną,” mówi Jannik Röttger.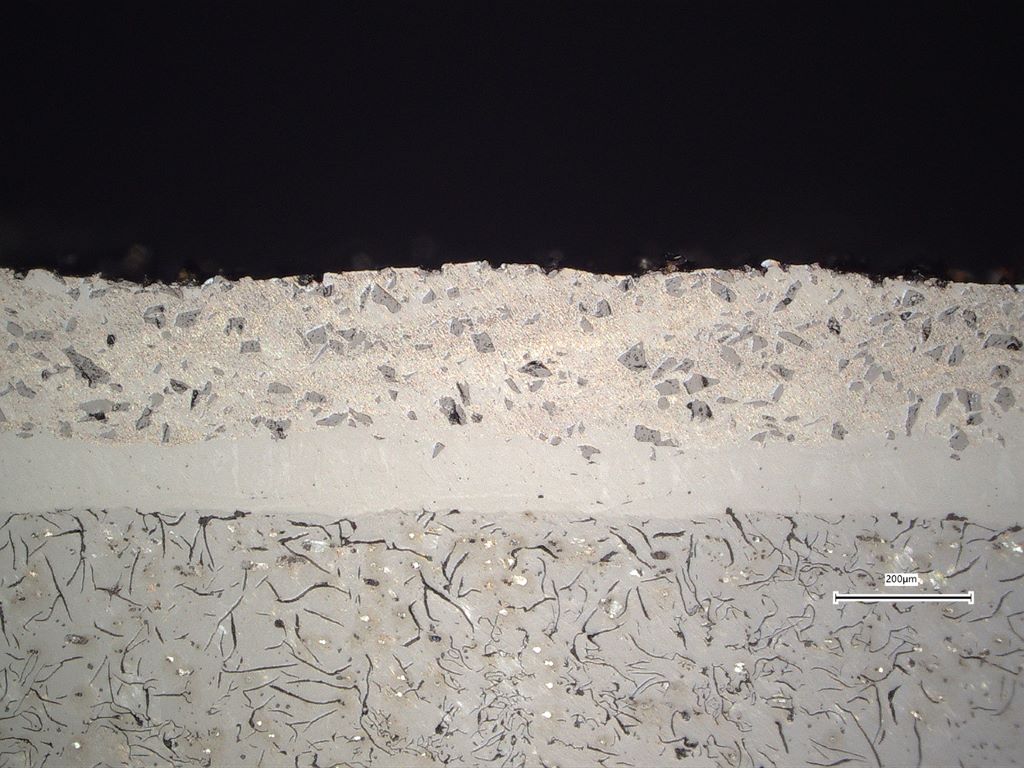
Ogólnie rzecz biorąc, całe koncepcja maszyn EMAG jest zaprojektowana z myślą o maksymalnej produktywności i trwałości, aby sprostać wysokim wymaganiom produkcji seryjnej. Na przykład, kompleksowy system chłodzenia zapewnia dobrą stabilność termiczną, a maszyna z mineralitowym łożem minimalizuje drgania, natomiast shuttle maszyny poza obszarem roboczym stanowi idealny interfejs do dalszej automatyzacji. Dzięki wrzecionu typu pick-up, które pobiera element z shuttle'a do obszaru roboczego, czasy między wiórami są minimalne.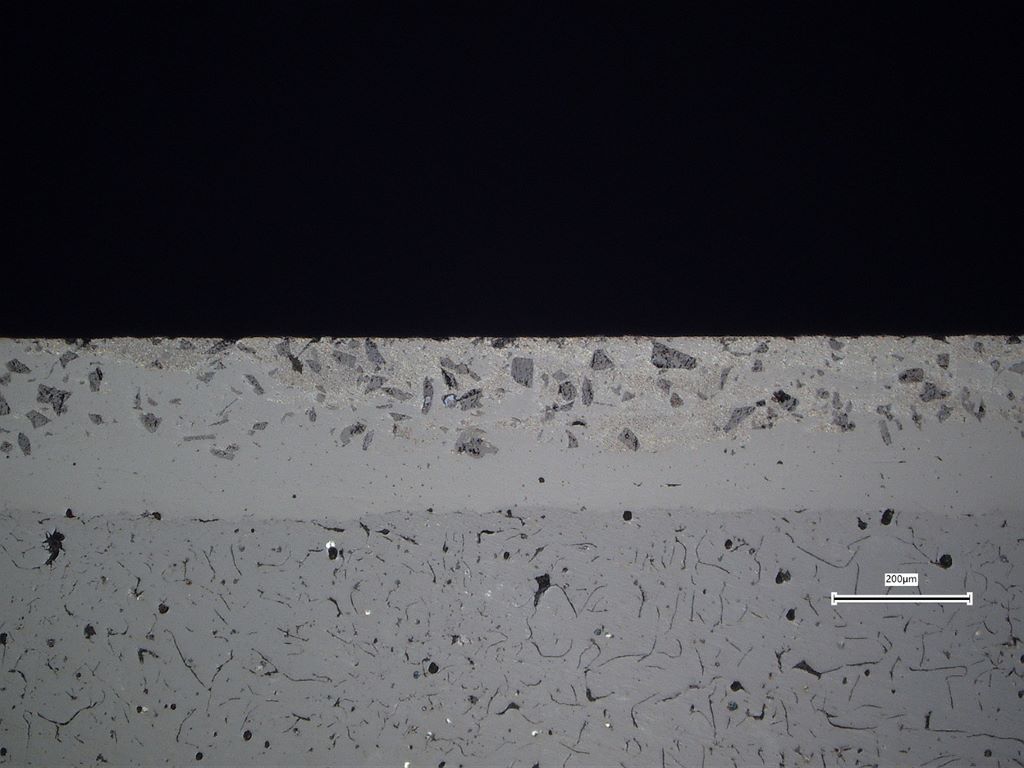
Również narzędzie szlifierskie VLC 450 DG wyznacza nowe standardy w obróbce tarcz hamulcowych: jest zaprojektowane jako wymienne i waży mniej niż pięć kilogramów. W konsekwencji czasy wymiany narzędzi trwają mniej niż dziesięć minut – co jest niezwykle krótkie! Ogólnie rzecz biorąc, pionowa koncepcja z bardzo dobrze dostępną przestrzenią roboczą zapewnia wysoką przyjazność dla użytkownika. Wszystkie części wymienne są łatwo dostępne dla operatora.
Całościowe podejście jest niezbędne.

Nie mniej ważne jest, aby przy pokrytej tarczy hamulcowej spojrzeć na całościowy proces całego łańcucha, ponieważ oba procesy wpływają na siebie w decydujący sposób. Należy wiedzieć, że podczas pokrywania laserowego zawsze powstaje podobna chropowatość powierzchni (Rz do 100 mikrometrów) - jednak wytrzymałość tej powierzchni znacznie się różni w zależności od systemu powłokowego.
W związku z tym systemy jednowarstwowe i dwuwarstwowe są szlifowane w różny sposób: pierwsza wariant pozwala na wysokie prędkości skrawania, podczas gdy drugi wariant wymaga charakterystyki silnika z raczej mniejszymi obrotami przy jednocześnie wysokim momencie obrotowym. Innymi słowy: warstwy mono przypominają hartowaną stal, podczas gdy warstwy zużywające systemów dwuwarstwowych wykazują zachowanie skrawania podobne do węglika spiekanego.
Własnoręcznie zbudowane wrzeciona szlifierskie EMAG dostarczają odpowiednie parametry wydajności dla obu zastosowań, aby umożliwić efektywne skrawanie.
Do tego dochodzą kolejne parametry, takie jak wybór materiału ściernego, które mają kluczowe znaczenie dla wydajności procesu szlifowania. „Tutaj niezbędna jest bezpośrednia wymiana informacji między działami rozwoju producentów maszyn, producentów tarcz szlifierskich i dostawców materiałów ściernych. Tylko przy ciągłej wymianie wiedzy można wspólnie opracować optymalną tarczę szlifierską dla każdej specyfikacji warstwy,” mówi Jannik Röttger.
„Ogólnie rzecz biorąc, kluczowe jest, aby eksperci w dziedzinie szlifowania, powłok i lasera ściśle współpracowali i na tej podstawie ustanowili najlepsze możliwe rozwiązanie, aby powłoka miała optymalne właściwości w systemie hamulcowym i jednocześnie była dobrze obrabialna” – podkreśla Jannik Röttger. „Ten pakiet obejmujący inżynierię maszynową i wiedzę aplikacyjną oferujemy naszym klientom, również w ramach prototypowania – i to dotyczy oczywiście również sytuacji, gdy EMAG rozwija tylko technologię szlifowania. W każdym przypadku klienci korzystają z maszyny VLC 450 DG, która została specjalnie zaprojektowana do tego zastosowania i jednocześnie posiada wszystkie typowe cechy oraz wieloletnie doświadczenie inżynierii maszynowej EMAG.
Kontakt:


