


Standard machines delivered from the German headquarters in Tuttlingen are equipped by CHIRON America Inc. at its facility in Charlotte to turnkey machines that are precisely tailored to the needs of the respective American customers. MAPAL has once again been brought on board as a partner and tool supplier for a machine for manufacturing truck components.

The CHIRON Group has been active in the USA since 1993. In 2001, a modern facility was opened in Charlotte (North Carolina), where a total of 100 employees work on an area of around 7,000 square meters. The focus here is primarily on adapting machines from German production to the needs of American customers. From fine-tuning hydraulic systems to developing advanced automation and turnkey solutions, the focus is clearly on precision and efficiency.
These machines are designed for the efficient production of specific components and are delivered turnkey with software, clamping devices, and tools.
On-site presence is important

Like the machine manufacturer CHIRON Group, MAPAL is also represented in the USA and maintains two production facilities in Port Huron (Michigan) and Fountain Inn (South Carolina). The tool manufacturer and technology partner based in Aalen recognized early on that local presence is necessary to succeed in the US market. The first foreign subsidiary was established here in 1977.
It started in New Jersey with the reconditioning of tools. As the business expanded into the automotive sector in the following years, the business grew increasingly – it soon became clear that the small operation was not sufficient.
The next logical step was to establish a manufacturing facility near the automotive customers. In 1995, MAPAL opened the Port Huron production site focusing on the manufacture and repair of high-precision tools. This includes MAPAL reamers with guide rail technology. The close proximity to the Detroit metropolitan area allowed for faster response times and close technical support for customers.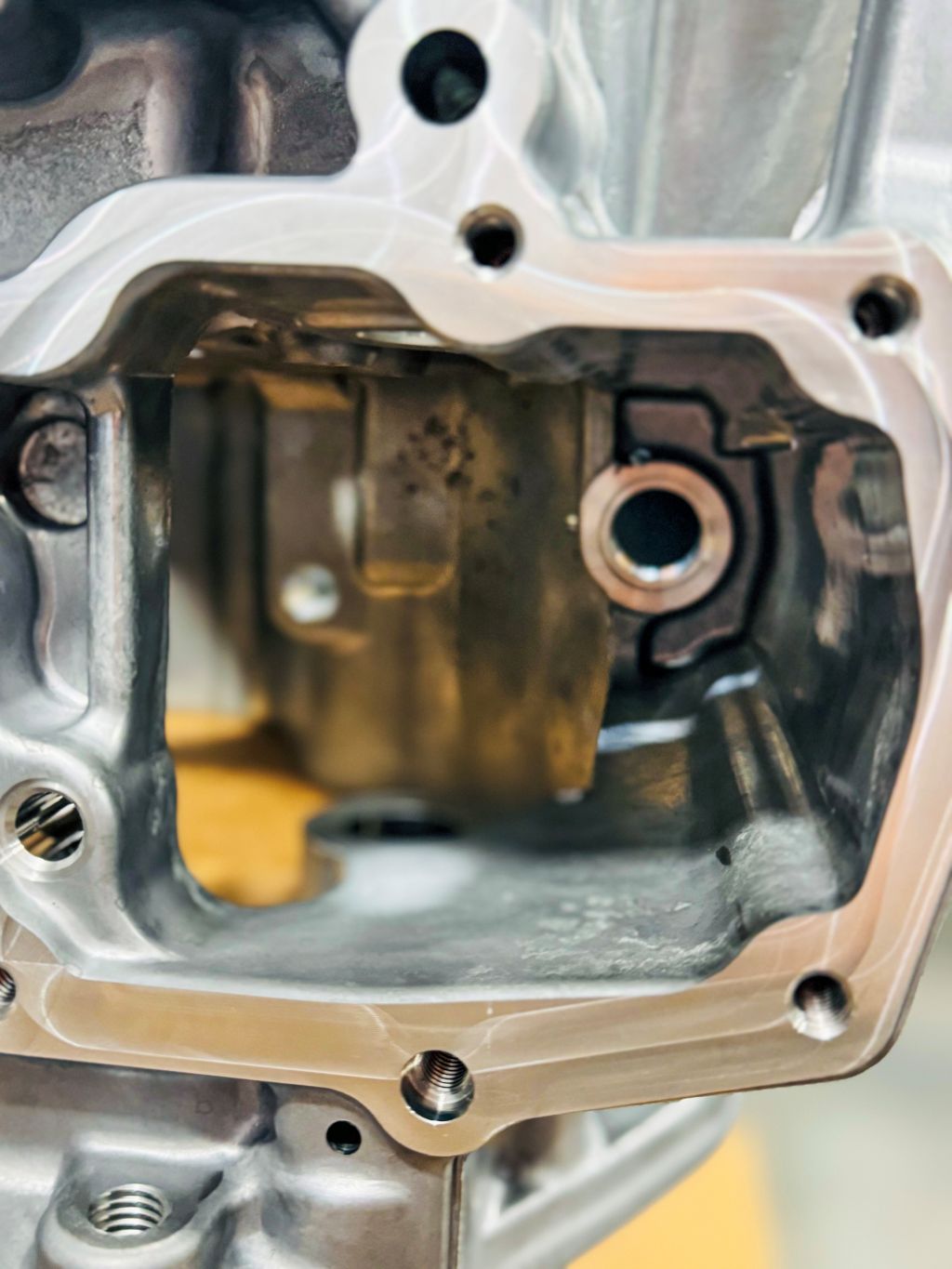
By pooling expertise in international competence centers, MAPAL expanded its know-how and competencies in manufacturing in the following years. In 2019, the precision tool manufacturer opened a second facility in the southern part of the country. Fountain Inn now has significant capacities for sales, service, and manufacturing, as well as a well-equipped test center for the aerospace sector. MAPAL Inc. manufactures at both locations using the technologies and processes of the globally uniform standards of the MAPAL Group for VHM and PKD tools, including drills with one or more diameters, form cutters, reamers, and tools for composite machining, and also reconditions them.
The collaboration between the CHIRON Group and MAPAL in the USA has now lasted almost as long as the machine manufacturer's presence on the American continent. The CHIRON Group supplies customers in the automotive industry, as well as the aerospace and medical technology sectors and their respective suppliers. As original equipment manufacturers of the machines, MAPAL is regularly chosen. 'To provide our customers with the best solutions, we need reliable partners, and MAPAL has repeatedly proven this requirement,' says Jesus Flores, Lead Project Engineer at CHIRON Group in Charlotte.
Challenging component
Even in the latest project, a turnkey machine for a truck manufacturer, all tools used and the process design come from MAPAL. The component to be produced is a front transmission housing for a large truck diesel engine. To ensure a smooth start, MAPAL supported the customer on-site during the start-up phase and accelerated the provision of optimized tools, so the project ran according to plan from day one.
The highly complex component with numerous holes and complicated shapes is made from die-cast aluminum A380. The end customer plans to produce 120,000 pieces per year. With an expected production run of six to eight years, the total number of parts could reach one million before a design modification is necessary.
The high quantities in which the transmission housing is to be produced require very efficient manufacturing. For this task, the double-spindle machining center DZ 25 P five axis was chosen, which the CHIRON Group developed specifically for the high-productive machining of large-volume components.
Due to the enormous rigidity of the machine, high dynamics and precision are ensured at very high axis accelerations and rapid feed rates. In the spacious working area, two components measuring 800 x 800 mm can be machined simultaneously. In a first step, the workpiece is clamped in its delivered state to initially perform the rough machining and relieve stresses from the component. Intermediate machining with medium tolerance sizes is also carried out at this stage. The precise machining of fitting holes and surfaces to the reference point is performed in a further clamping.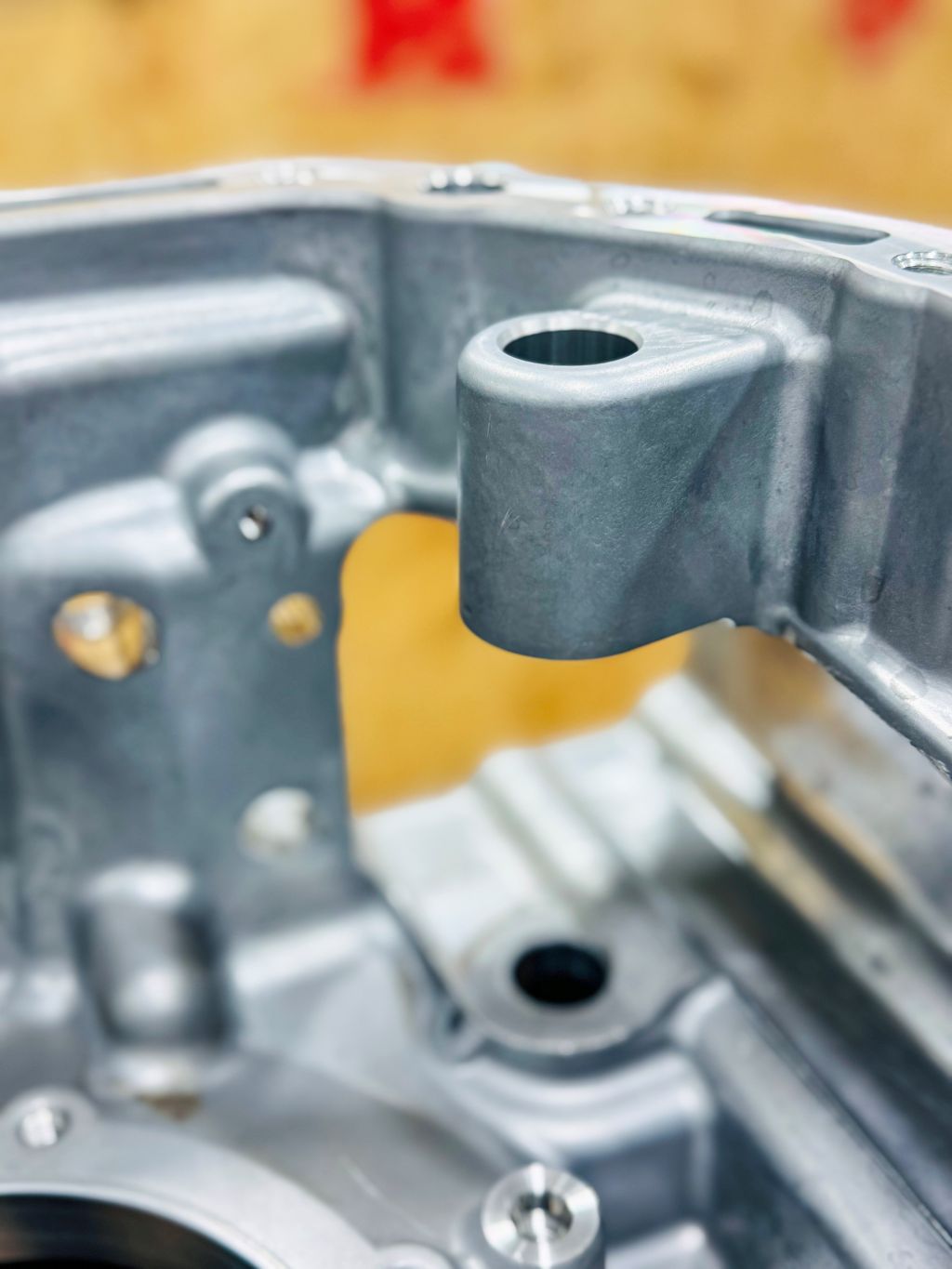
Two-thirds special tools
The tools supplied by MAPAL also play a part, totaling 78 in number. Two-thirds of these are special tools, precisely tailored to the respective machining steps with special geometries and dimensions. In many cases, the complexity of the tools is driven by the design of the component or the chosen machining strategy. 33 of the tools are PKD tools, while the remaining 45 use carbide cutting edges.
Whenever possible, multiple machining steps are combined in combination tools, which allow for machining with different diameters in a single operation.
'With such special tools, we shorten the cycle time,' explains Jesus Flores. 'This saves us several tool changes, which benefits both the machining time and the accuracy.' Because for the component, precision and quality are also required that are extraordinary even by automotive industry standards.
The positioning accuracy has a tolerance of 25 µm for diameters of 8 to 10 µm. 'This component has some of the highest quality requirements I have ever seen. For a workpiece of this size, it is already a challenge,' says Flores. The combination of the advanced machine and the high-performance capability of the MAPAL tools used made the project successful. The CHIRON Group particularly emphasizes the quality of the PKD tools, which are ideal for long production runs due to their extreme resistance and hardness.
Proactive Support

'The quality of the tools is excellent and the performance meets our requirements exactly,' says the CHIRON Group. A decisive difference for the machine manufacturer is also the support that has been experienced in Charlotte since the beginning of the collaboration with MAPAL. The tool and process design as well as the application support are outstanding. The proactive approach in the collaboration stands out particularly. MAPAL consistently goes beyond mere tool provision and offers tailored solutions and timely support whenever needed.
Praise for the good teamwork also comes from MAPAL. 'I am very proud of the collaboration that made it possible to complete this large tool package within the tight timeframe set by the end customer,' says Evan Osantoski, sales and application engineer from Michigan. From project start to customer approval, it took just eight months. The CHIRON Group and MAPAL want to continue working together in the USA and already have new joint projects in sight.
Contact:


