


Standardne mašine koje se isporučuju iz nemačkog matičnog preduzeća u Tuttlingenu, CHIRON America Inc. u svom pogonu u Charlotte-u oprema u Turnkey mašine koje su tačno prilagođene potrebama američkih kupaca. Kao partner i dobavljač alata za mašinu za proizvodnju delova za kamione, MAPAL je ponovo doveden u igru.

CHIRON Grupa je aktivna u SAD-u od 1993. godine. 2001. godine otvoren je moderan pogon u Charlotte-u (Sjedinjene Američke Države), gde na površini od oko 7.000 kvadratnih metara radi ukupno 100 zaposlenih. Ovdje se prvenstveno radi na prilagođavanju mašina iz nemačke proizvodnje potrebama američkih kupaca. Od fino podešavanja hidrauličnih sistema do razvoja naprednih automatizacijskih i Turnkey rešenja, fokus je jasno na preciznosti i efikasnosti.
Ove mašine su dizajnirane za efikasnu proizvodnju konkretnih delova i isporučuju se kao ključ u ruke sa softverom, steznim uređajima i alatima.
Prisutnost na terenu je važna

Kao i proizvođač mašina CHIRON Grupa, MAPAL je takođe prisutan u SAD-u i održava dva proizvodna pogona u Port Huron-u (Michigan) i Fountain Inn-u (Južna Karolina). Proizvođač alata i tehnološki partner sa sedištem u Aalenu rano je prepoznao da je prisutnost na terenu neophodna za opstanak na američkom tržištu. 1977. godine ovde je osnovana prva inostrana filijala.
Započelo se u New Jersey-u sa obnovom alata. Proširenjem poslovanja na sektor automobila u narednim godinama, posao je sve više rastao - ubrzo je postalo jasno da mala firma nije dovoljna.
Sledeći logičan korak bio je izgradnja proizvodnog pogona u blizini kupaca iz automobilske industrije. Tako je MAPAL 1995. godine otvorio proizvodnu lokaciju Port Huron sa fokusom na proizvodnju i održavanje visoko preciznih alata. U to spadaju MAPAL reameri sa tehnologijom vođenja. Neposredna blizina metropole Detroit omogućila je brže vreme reakcije i blisku tehničku podršku kupcima.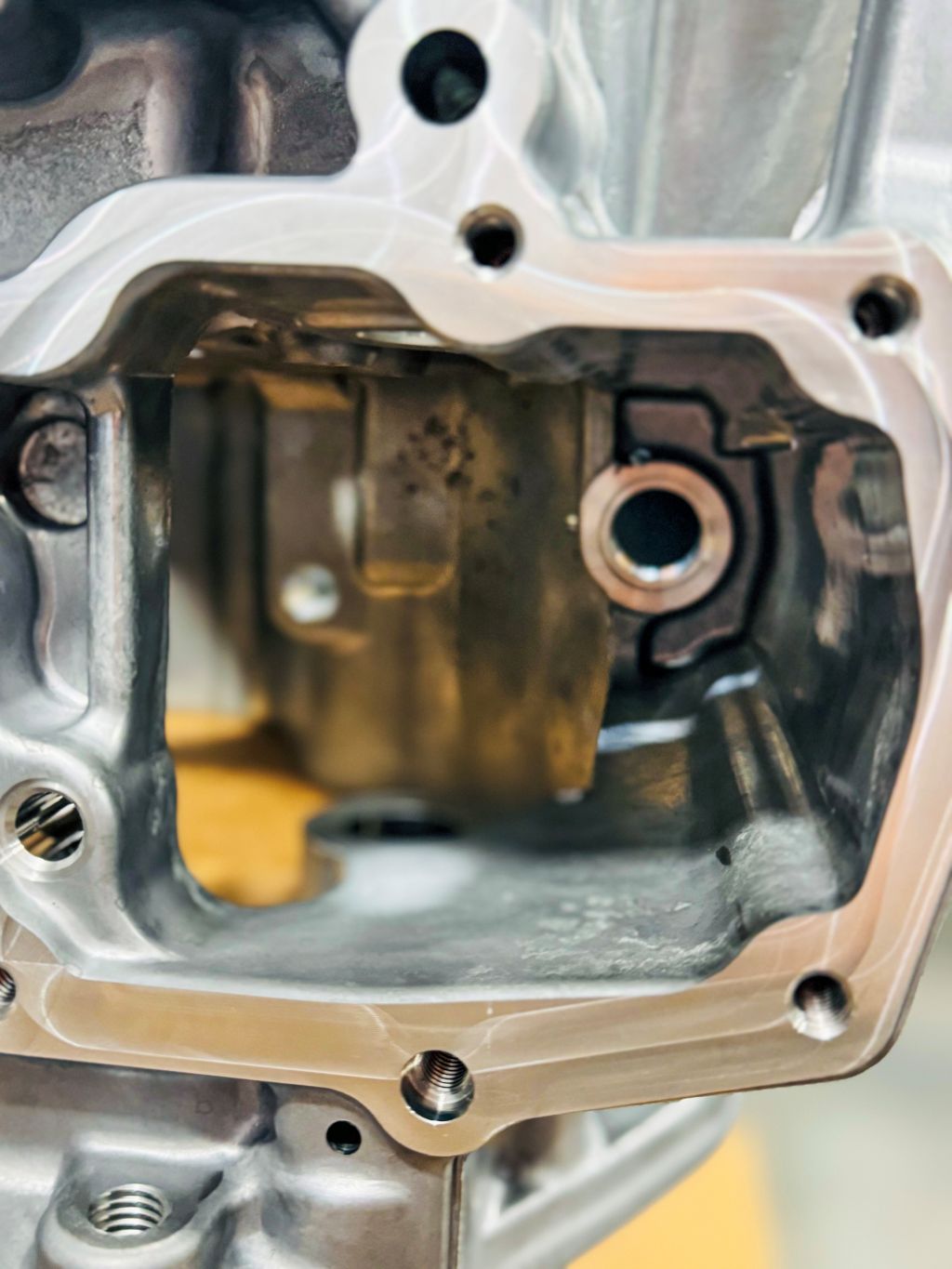
Konsolidacijom stručnosti u međunarodnim centrima kompetencije, MAPAL je u narednim godinama proširio svoje znanje i kompetencije u proizvodnji. 2019. godine, proizvođač preciznih alata otvorio je drugu fabriku na jugu zemlje. U Fountain Inn-u danas postoje značajni kapaciteti za prodaju, servis i proizvodnju, kao i odlično opremljen testni centar za vazduhoplovstvo. MAPAL Inc. proizvodi na obe lokacije koristeći tehnologije i procese koji su u skladu sa globalnim standardima MAPAL grupe VHM i PKD alata, uključujući bušilice sa jednim ili više prečnika, oblikovane freze, reamere i alate za obradu kompozita, kao i njihovu obnovu.
Saradnja između CHIRON Grupe i MAPAL-a u SAD-u traje skoro koliko i prisustvo proizvođača mašina na američkom kontinentu. CHIRON Grupa snabdeva kupce u automobilskoj industriji, ali i u sektorima vazduhoplovstva i medicinske tehnologije, kao i njihove dobavljače. Kao prvobitni dobavljač mašina, MAPAL se redovno bira. "Da bismo našim kupcima pružili najbolje rešenja, potrebni su nam pouzdani partneri, a MAPAL je ovu potrebu više puta dokazao", kaže Jesus Flores, vodeći projektni inženjer u CHIRON Grupi u Charlotte-u.
Zahtevan deo
Čak i u najnovijem projektu, Turnkey mašini za proizvođača kamiona, svi korišćeni alati kao i procesni dizajn dolaze od MAPAL-a. Proizvodni deo je prednji kućište menjača za veliki dizel motor kamiona. Da bi se obezbedio nesmetan početak, MAPAL je podržao kupca na terenu u fazi pokretanja i ubrzao isporuku optimizovanih alata, tako da je projekat od prvog dana tekao prema planu.
Visoko složeni deo sa brojnim rupama i složenim oblicima izrađuje se od aluminijuma pod pritiskom A380. Krajnji kupac planira da proizvede 120.000 komada godišnje. Sa predviđenim vremenom proizvodnje od šest do osam godina, ukupna količina mogla bi dostići milion delova pre nego što eventualno dođe do modifikacije dizajna.
Visoke količine u kojima se kućište menjača treba proizvoditi zahtevaju veoma efikasnu proizvodnju. Za ovu svrhu odabrano je dvostruko vreteno obradno središte DZ 25 P petosno, koje je CHIRON Grupa posebno razvila za visoko produktivnu obradu velikih delova.
Zbog ogromne krutosti mašine, obezbeđeni su visoka dinamika i preciznost pri vrlo visokim ubrzanjima osa i brzim brzinama. U prostranom radnom prostoru mogu se istovremeno obraditi dva dela dimenzija 800 x 800 mm. U prvom radnom koraku, radni komad se stegne u isporučenom stanju kako bi se prvo izvršila predobrada i tako oslobodile napetosti iz dela. Pri tome se takođe obavljaju obrade sa srednjim tolerancijama. Tačna obrada provodnih rupa i površina prema referentnoj tački vrši se u drugom stezniku.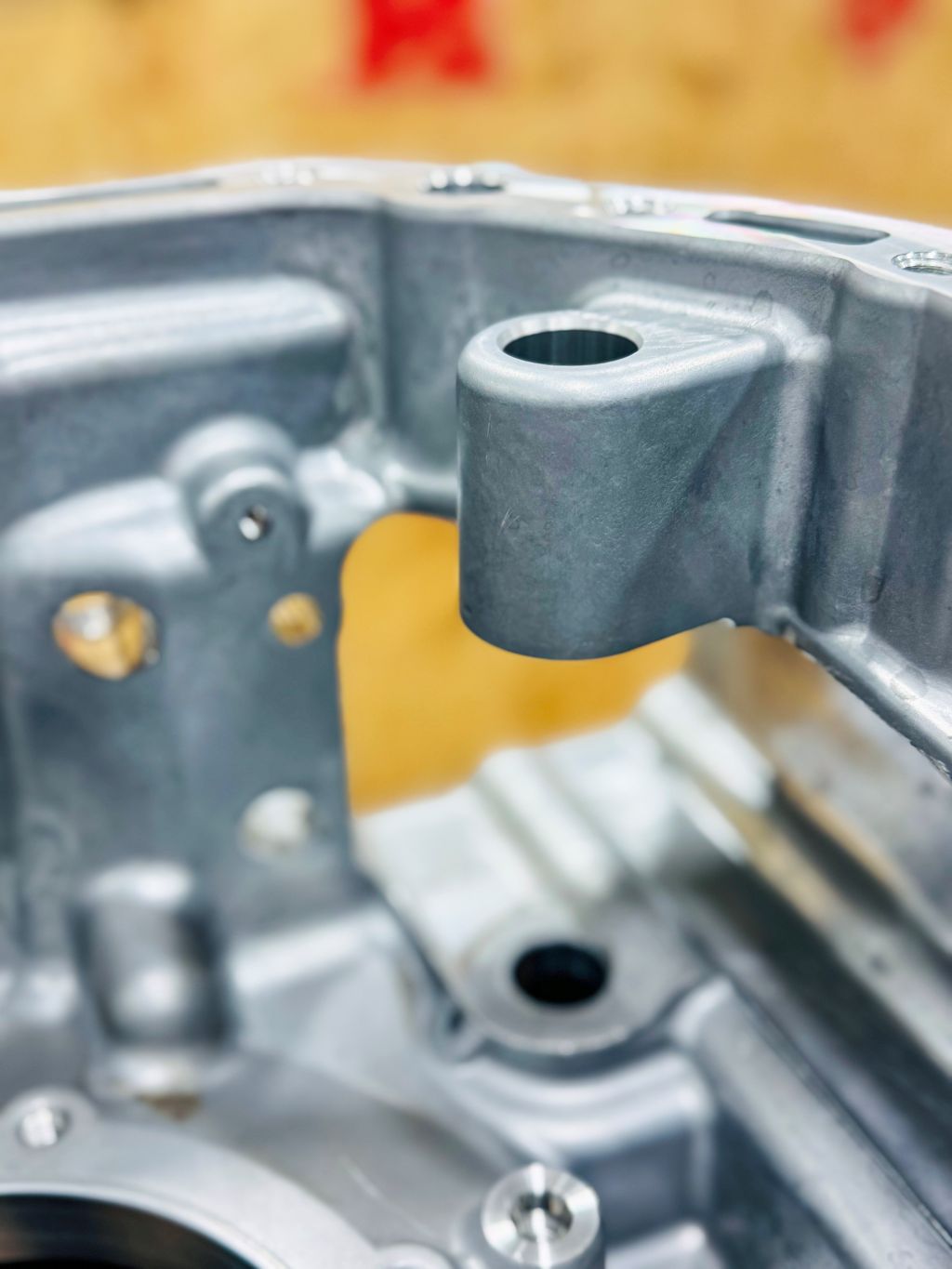
Dve trećine specijalnih alata
Svoj deo u tome imaju i alati koje je isporučio MAPAL, ukupno 78. Dve trećine od njih su specijalni alati koji su sa specijalnim geometrijama i dimenzijama tačno prilagođeni pojedinačnim koracima obrade. U mnogim slučajevima, složenost alata vođena je dizajnom dela ili izabranom strategijom obrade. 33 alata su PKD alati, dok preostalih 45 radi sa hardmetalnim sečivima.
Kada je to moguće, više koraka obrade se kombinuje u kombinovanim alatima, koji na primer omogućavaju obrade sa različitim prečnicima u jednom radnom koraku.
"Sa takvim specijalnim alatima skraćujemo vreme ciklusa", objašnjava Jesus Flores. "Tako štitimo više zamena alata, što pored vremena obrade takođe doprinosi tačnosti." Jer kod dela su takođe potrebni preciznost i kvalitet koji su čak i za standarde automobilske industrije izvanredni.
Kod točnosti pozicioniranja predviđena je tolerancija od 25 µm za promjere od 8 do 10 µm. „Ova komponenta ima jedne od najviših zahtjeva kvalitete koje sam ikada vidio. Za komad ove veličine to je već izazov“, kaže Flores. Kombinacija napredne mašine i visokih performansi korištenih MAPAL alata omogućila je uspjeh projekta. CHIRON Grupa posebno ističe kvalitetu PKD alata, koji su svojom ekstremnom otpornošću i tvrdoćom idealni za duge proizvodne cikluse.
Proaktivan podrška

„Kvaliteta alata je izvrsna i performanse točno odgovaraju našim zahtjevima“, kaže CHIRON Grupa. Ključna razlika za proizvođača mašina također je podrška koju su doživjeli u Charlotteu od početka suradnje s MAPAL-om. Dizajn alata i procesa, kao i podrška u primjeni, su izvanredni. Posebno se ističe proaktivan pristup suradnji. MAPAL dosljedno nadilazi puk pružanje alata i nudi prilagođena rješenja i pravovremenu podršku kad god je potrebna.
Pohvale za dobru timsku suradnju dolaze i od MAPAL-a. „Veoma sam ponosan na suradnju koja je omogućila dovršavanje ovog velikog paketa alata unutar uskog vremenskog okvira koji je postavio krajnji kupac“, kaže Evan Osantoski, prodajni i aplikacijski inženjer iz Michigana. Od početka projekta do odobrenja kupca prošlo je samo osam mjeseci. CHIRON Grupa i MAPAL žele nastaviti suradnju u SAD-u i već imaju nove zajedničke projekte na vidiku.
Kontakt:


