


Les machines standard, livrées depuis le siège allemand à Tuttlingen, sont adaptées par CHIRON America Inc. dans son usine à Charlotte en machines clés en main, parfaitement adaptées aux besoins des clients américains. MAPAL a été à nouveau choisi comme partenaire et fournisseur d'outils pour une machine de fabrication de composants de camions.

Le groupe CHIRON est actif aux États-Unis depuis 1993. En 2001, une usine moderne a été ouverte à Charlotte (Caroline du Nord), où environ 100 employés travaillent sur une superficie d'environ 7 000 mètres carrés. L'objectif principal est d'adapter les machines produites en Allemagne aux besoins des clients américains. De l'ajustement des systèmes hydrauliques au développement de solutions d'automatisation avancées et clés en main, l'accent est clairement mis sur la précision et l'efficacité.
Ces machines sont conçues pour la production efficace de composants spécifiques et sont livrées clés en main avec des logiciels, des dispositifs de serrage et des outils.
La présence sur place est importante

Tout comme le constructeur de machines CHIRON Group, MAPAL est également présent aux États-Unis et possède deux usines de production à Port Huron (Michigan) et Fountain Inn (Caroline du Sud). Le fabricant d'outils et partenaire technologique, dont le siège est à Aalen, a rapidement compris qu'une présence sur place était nécessaire pour réussir sur le marché américain. La première filiale à l'étranger a été fondée ici en 1977.
L'activité a commencé dans le New Jersey avec la reconditionnement d'outils. Avec l'élargissement du domaine d'activité au secteur automobile dans les années suivantes, l'entreprise a rapidement connu une croissance - il est vite devenu clair que la petite entreprise ne suffisait pas.
La prochaine étape logique a été de créer un site de production près des clients de l'automobile. Ainsi, MAPAL a ouvert en 1995 le site de production de Port Huron, axé sur la fabrication et la réparation d'outils de haute précision. Cela inclut les forets MAPAL avec technologie de guidage. La proximité immédiate de la métropole de Detroit a permis d'offrir aux clients des temps de réponse plus rapides et un soutien technique étroit.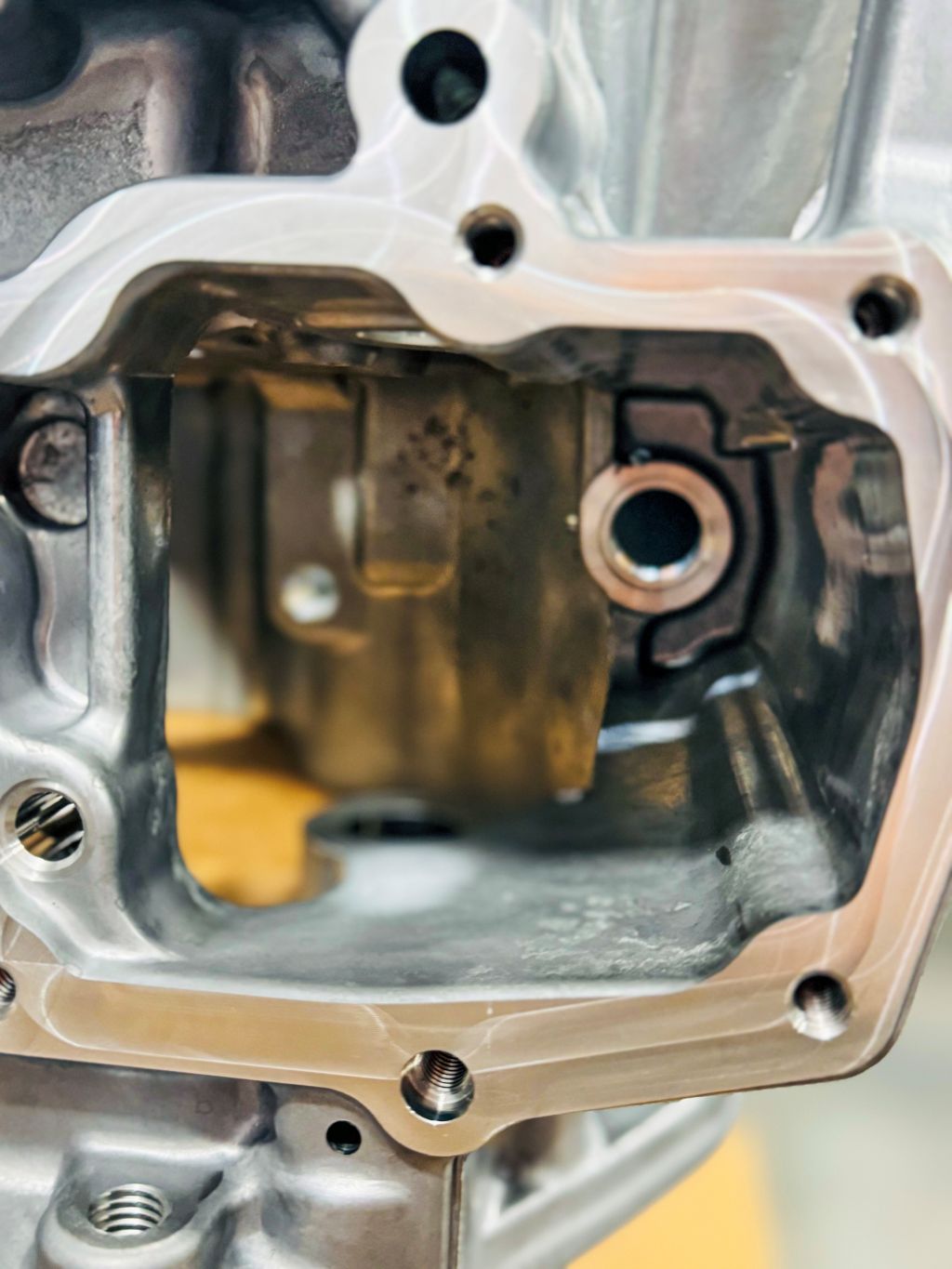
En regroupant l'expertise dans les centres de compétence internationaux, MAPAL a développé son savoir-faire et ses compétences dans le domaine de la fabrication au cours des années suivantes. En 2019, le fabricant d'outils de précision a ouvert une deuxième usine dans le sud du pays. À Fountain Inn, des capacités significatives pour la vente, le service et la fabrication ainsi qu'un centre d'essai bien équipé pour le secteur aérospatial sont désormais disponibles. MAPAL Inc. fabrique sur les deux sites avec les technologies et processus conformes aux normes mondiales du groupe MAPAL des outils VHM et PKD, y compris des forets avec un ou plusieurs diamètres, des fraises de forme, des alésoirs et des outils pour le traitement des composites, et les reconditionne également.
La collaboration entre le groupe CHIRON et MAPAL aux États-Unis dure maintenant presque aussi longtemps que la présence du constructeur de machines sur le continent américain. Le groupe CHIRON fournit des clients dans l'industrie automobile, mais aussi dans les secteurs de l'aérospatiale et de la technologie médicale ainsi que leurs fournisseurs respectifs. En tant que fabricant d'équipements d'origine des machines, MAPAL a souvent été choisi. « Pour offrir les meilleures solutions à nos clients, nous avons besoin de partenaires fiables, et MAPAL a prouvé cette exigence à plusieurs reprises », déclare Jesus Flores, ingénieur projet principal chez CHIRON Group à Charlotte.
Pièce exigeante
Dans le dernier projet, une machine clé en main pour un fabricant de camions, tous les outils utilisés ainsi que la conception du processus proviennent de MAPAL. La pièce à produire est un boîtier de transmission avant pour un grand moteur diesel de camion. Pour garantir un démarrage en douceur, MAPAL a soutenu le client sur place lors de la phase de démarrage et a accéléré la fourniture d'outils optimisés, de sorte que le projet a été conforme dès le premier jour.
La pièce hautement complexe avec de nombreux trous et formes compliquées est fabriquée en aluminium sous pression A380. Le client final prévoit d'en produire 120 000 pièces par an. Avec une durée de production prévue de six à huit ans, le nombre total de pièces pourrait atteindre un million avant qu'une modification de conception ne soit nécessaire.
Les volumes élevés dans lesquels le boîtier de transmission doit être produit nécessitent une fabrication très efficace. Pour cette tâche, le centre d'usinage à double broche DZ 25 P cinq axes a été choisi, spécialement développé par le groupe CHIRON pour l'usinage hautement productif de grandes pièces volumineuses.
En raison de la rigidité énorme de la machine, une grande dynamique et précision sont garanties à des accélérations d'axe très élevées et des vitesses de déplacement rapides. Dans l'espace de travail spacieux, deux des pièces de 800 x 800 mm peuvent être usinées simultanément. Dans une première étape, la pièce est fixée dans son état livré pour effectuer d'abord le prétraitement et ainsi libérer les tensions de la pièce. Cela inclut également des traitements avec une taille de tolérance moyenne. Le traitement précis des trous de montage et des surfaces par rapport au point de référence est effectué dans un autre montage.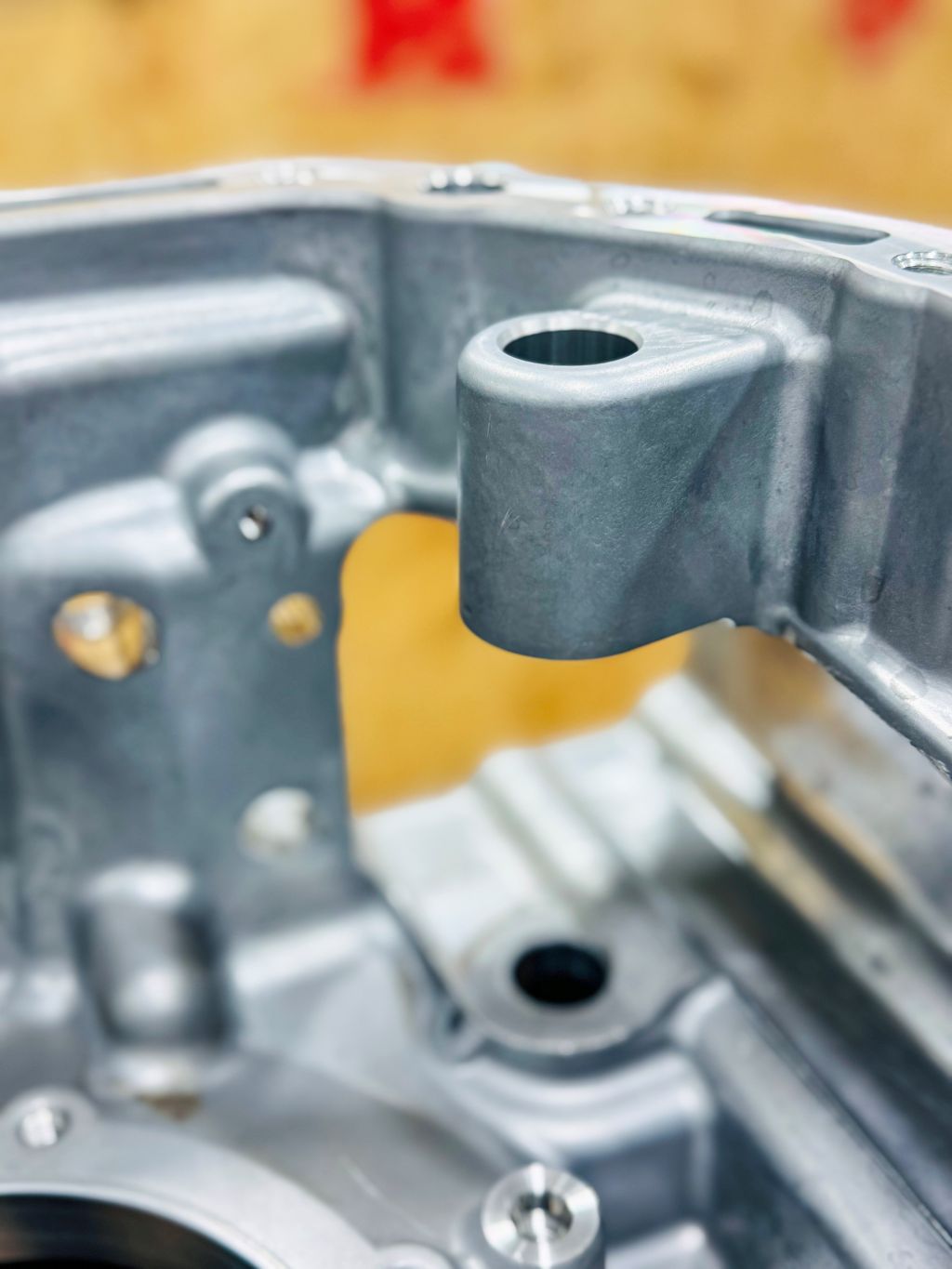
Deux tiers d'outils spéciaux
Les outils fournis par MAPAL y contribuent également, au total 78 au nombre. Deux tiers d'entre eux sont des outils spéciaux, qui sont précisément adaptés aux étapes de traitement respectives avec des géométries et dimensions spécifiques. Dans de nombreux cas, la complexité des outils est dictée par la conception de la pièce ou la stratégie de traitement choisie. 33 des outils sont des outils PKD, les 45 autres fonctionnent avec des arêtes en carbure.
Dans la mesure du possible, plusieurs étapes de traitement sont combinées dans des outils combinés, qui permettent par exemple des traitements avec différents diamètres en une seule étape.
« Avec de tels outils spéciaux, nous réduisons le temps de cycle », explique Jesus Flores. « Cela nous permet d'économiser plusieurs changements d'outils, ce qui profite à la fois au temps de traitement et à la précision. » Car pour la pièce, une précision et une qualité sont également requises, qui sont même exceptionnelles pour les normes de l'industrie automobile.
Pour la précision de positionnement, une tolérance de 25 µm est spécifiée pour les diamètres de 8 à 10 µm. « Ce composant a les exigences de qualité les plus élevées que j'ai jamais vues. Pour une pièce de cette taille, c'est déjà un défi », déclare Flores. La combinaison de la machine avancée et de la capacité haute performance des outils MAPAL utilisés a permis de réussir le projet. Le groupe CHIRON souligne en particulier la qualité des outils PKD, qui, grâce à leur résistance extrême et leur dureté, sont idéaux pour de longues séries de production.
Support proactif

« La qualité des outils est excellente et la performance correspond exactement à nos exigences », déclare le groupe CHIRON. Un soutien décisif pour le fabricant de machines est également le support qu'il a reçu à Charlotte depuis le début de la collaboration avec MAPAL. La conception des outils et des processus ainsi que le soutien à l'application sont exceptionnels. Le caractère proactif de la collaboration se distingue particulièrement. MAPAL va au-delà de la simple fourniture d'outils et offre des solutions sur mesure et un soutien rapide, chaque fois qu'il est nécessaire.
Les éloges pour le bon travail d'équipe viennent également de MAPAL. « Je suis très fier de la collaboration qui a permis de finaliser ce grand paquet d'outils dans le délai serré fixé par le client final », déclare Evan Osantoski, ingénieur commercial et d'application du Michigan. Du début du projet à l'approbation du client, il n'a fallu que huit mois. Le groupe CHIRON et MAPAL souhaitent continuer à collaborer aux États-Unis et ont déjà de nouveaux projets communs en vue.
Contact :


