


Las máquinas estándar que se envían desde la sede en Tuttlingen, son equipadas por CHIRON America Inc. en su planta en Charlotte como máquinas llave en mano, adaptadas exactamente a las necesidades de los clientes estadounidenses. MAPAL fue nuevamente incluido como socio y proveedor de herramientas para una máquina destinada a la fabricación de componentes de camiones.

El Grupo CHIRON ha estado activo en los EE. UU. desde 1993. En 2001 se inauguró una moderna planta en Charlotte (Carolina del Norte), donde trabajan un total de 100 empleados en una superficie de aproximadamente 7,000 metros cuadrados. Aquí se trata principalmente de adaptar las máquinas de producción alemana a las necesidades de los clientes estadounidenses. Desde el ajuste fino de sistemas hidráulicos hasta el desarrollo de soluciones avanzadas de automatización y llave en mano, el enfoque está claramente en la precisión y la eficiencia.
Estas máquinas están diseñadas para la producción eficiente de componentes concretos y se entregan llave en mano con software, dispositivos de sujeción y herramientas.
La presencia local es importante

Al igual que el fabricante de máquinas CHIRON Group, MAPAL también está presente en EE. UU. y mantiene dos plantas de producción en Port Huron (Michigan) y Fountain Inn (Carolina del Sur). El fabricante de herramientas y socio tecnológico con sede en Aalen reconoció tempranamente que la presencia local es necesaria para tener éxito en el mercado estadounidense. En 1977 se fundó aquí la primera filial en el extranjero.
Se comenzó en Nueva Jersey con la reacondicionamiento de herramientas. Con la expansión del campo de negocio al sector automotriz en los años siguientes, el negocio creció considerablemente; pronto quedó claro que la pequeña empresa no era suficiente.
El siguiente paso lógico fue establecer una planta de fabricación cerca de los clientes automotrices. Así, MAPAL inauguró en 1995 la planta de producción en Port Huron, enfocándose en la fabricación y reparación de herramientas de alta precisión. Esto incluye las brocas de fricción MAPAL con tecnología de guías. La proximidad a la metrópoli de Detroit permitió ofrecer a los clientes tiempos de respuesta más rápidos y un estrecho apoyo técnico.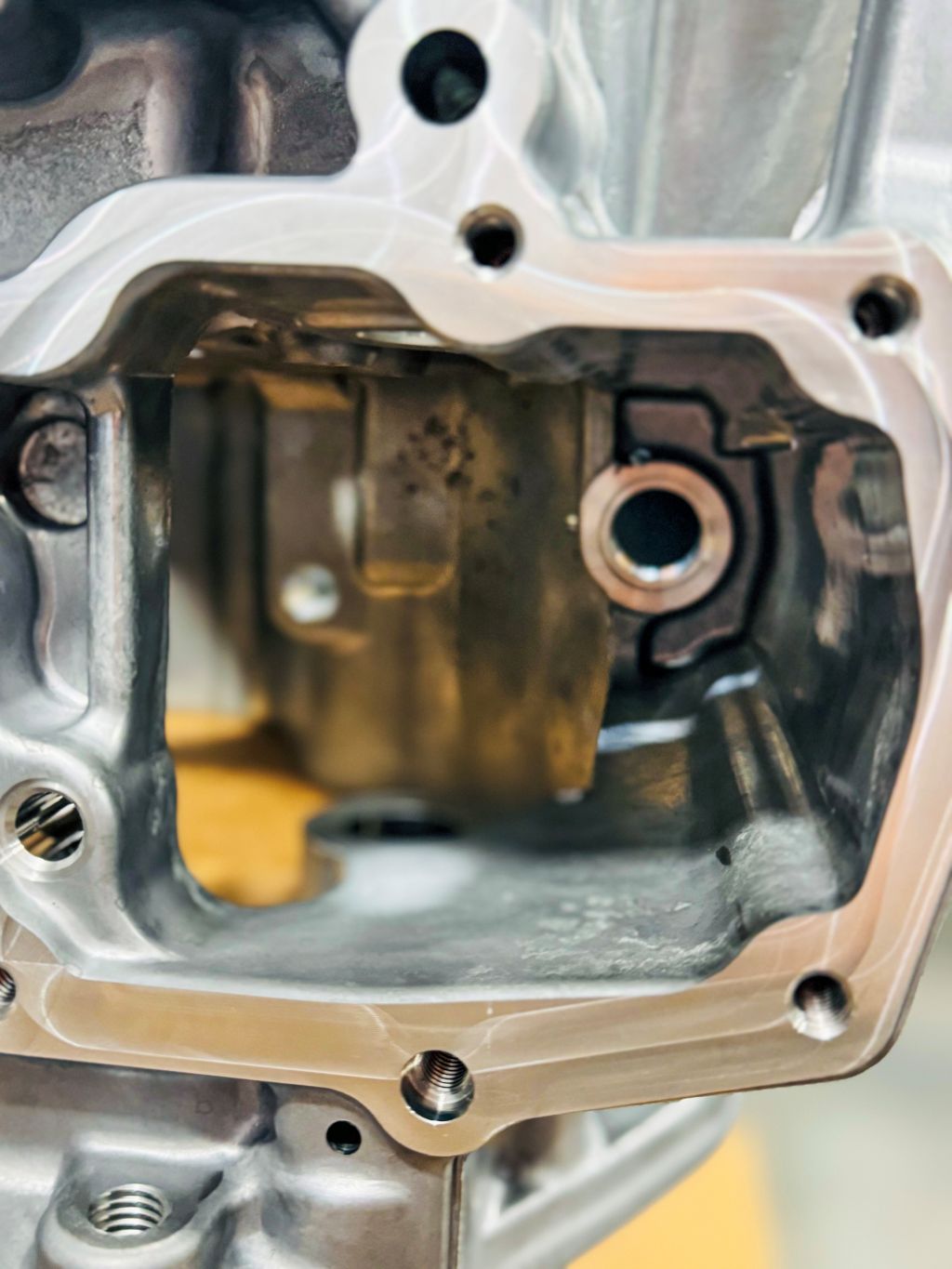
A través de la concentración de conocimientos en los centros de competencia internacionales, MAPAL amplió su know-how y competencias en el área de fabricación en los años siguientes. En 2019, el fabricante de herramientas de precisión inauguró una segunda planta en el sur del país. En Fountain Inn, hoy en día hay capacidades significativas para ventas, servicio y fabricación, así como un centro de pruebas excelentemente equipado para el sector aeroespacial. MAPAL Inc. fabrica en ambas ubicaciones con las tecnologías y procesos de los estándares uniformes a nivel mundial del grupo MAPAL herramientas VHM y PKD, incluyendo brocas con uno o varios diámetros, fresadoras de forma, brocas de fricción y herramientas para el mecanizado de compuestos, y también las reacondiciona.
La colaboración entre el Grupo CHIRON y MAPAL en EE. UU. ha durado casi tanto como la presencia del fabricante de máquinas en el continente americano. El Grupo CHIRON suministra a clientes en la industria automotriz, así como a los sectores aeroespacial y de tecnología médica, así como a sus respectivos proveedores. Como proveedor de equipos originales de las máquinas, regularmente se opta por MAPAL. "Para ofrecer a nuestros clientes las mejores soluciones, necesitamos socios confiables, y MAPAL ha demostrado repetidamente cumplir con este requisito", dice Jesús Flores, Ingeniero de Proyecto Principal en el Grupo CHIRON en Charlotte.
Componente exigente
También en el proyecto más reciente, una máquina llave en mano para un fabricante de camiones, se utilizan todas las herramientas empleadas y el diseño del proceso de MAPAL. El componente a producir es una carcasa de transmisión delantera para un gran motor diésel de camión. Para garantizar un inicio sin problemas, MAPAL apoyó al cliente en el sitio durante la fase de arranque y aceleró la entrega de herramientas optimizadas, de modo que el proyecto funcionó según lo planeado desde el primer día.
El componente altamente complejo con numerosos orificios y formas complicadas se fabrica a partir de aluminio de fundición a presión A380. El cliente final planea fabricar 120,000 piezas al año. Con un tiempo de producción estimado de seis a ocho años, la cantidad total podría alcanzar un millón de piezas antes de que se requiera una modificación de diseño.
Las altas cantidades en las que se debe producir la carcasa de transmisión exigen una fabricación muy eficiente. Para esta tarea se eligió el centro de mecanizado de doble husillo DZ 25 P cinco ejes, que el Grupo CHIRON desarrolló específicamente para el mecanizado de alta productividad de componentes de gran volumen.
Debido a la enorme rigidez de la máquina, se garantizan alta dinámica y precisión con aceleraciones de eje muy altas y rápidas velocidades de avance. En el espacioso espacio de trabajo, se pueden procesar simultáneamente dos de los componentes de 800 x 800 mm. En un primer paso de trabajo, la pieza de trabajo se sujeta en su estado entregado para realizar primero el mecanizado preliminar y así liberar tensiones de la pieza. En este proceso, también se realizan mecanizados con tolerancias intermedias. El mecanizado exacto de los orificios de ajuste y superficies de referencia se lleva a cabo en un segundo apriete.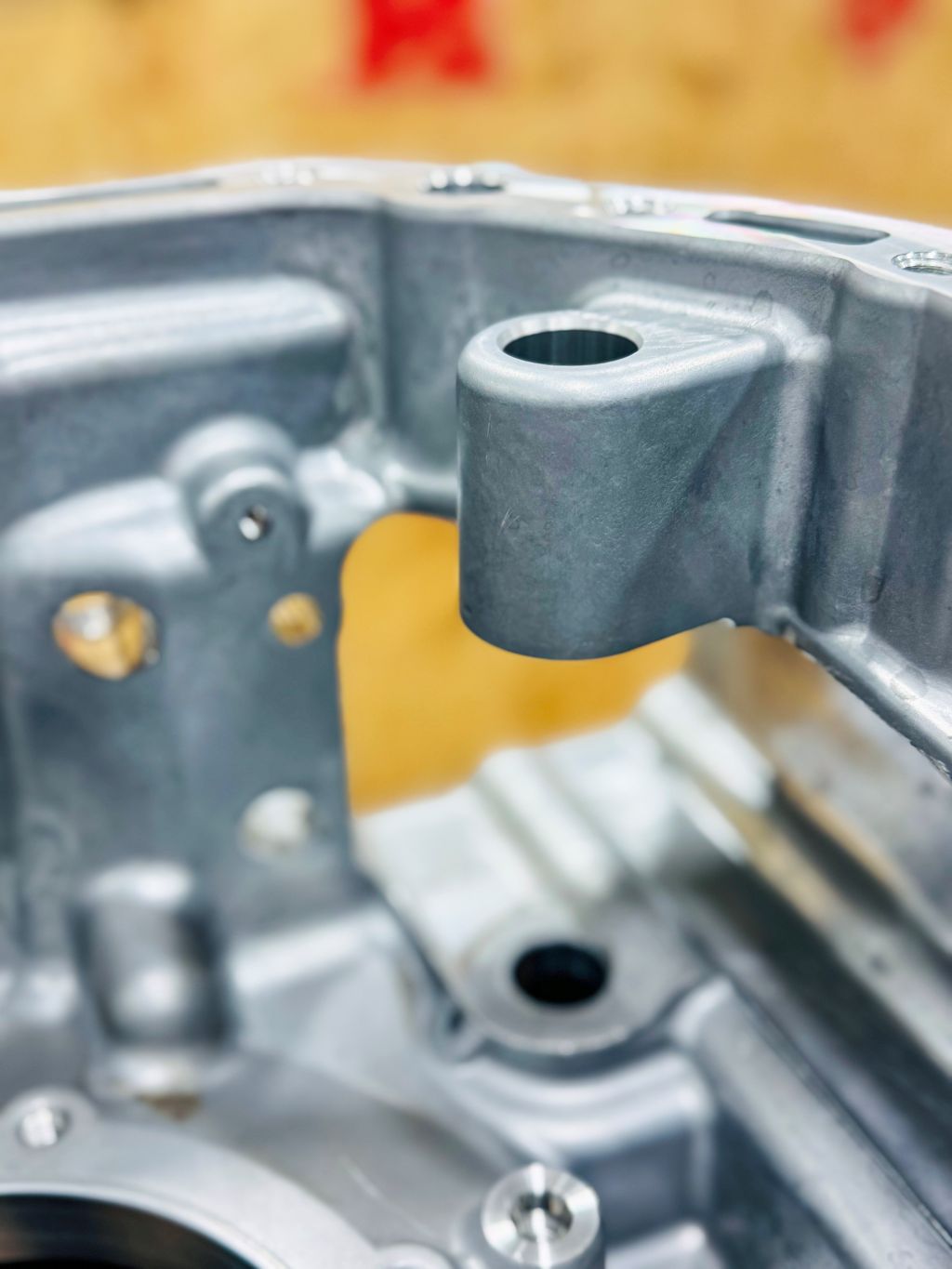
Dos tercios de herramientas especiales
También contribuyen a esto las herramientas suministradas por MAPAL, un total de 78 en número. Dos tercios de ellas son herramientas especiales, que están ajustadas exactamente a los respectivos pasos de mecanizado con geometrías y dimensiones especiales. En muchos casos, la complejidad de las herramientas está impulsada por el diseño de la pieza o la estrategia de mecanizado elegida. 33 de las herramientas son herramientas PKD, las otras 45 trabajan con cortes de metal duro.
Siempre que sea posible, se combinan varios pasos de mecanizado en herramientas combinadas, que por ejemplo permiten mecanizados con diferentes diámetros en un solo paso de trabajo.
"Con tales herramientas especiales acortamos el tiempo de ciclo", explica Jesús Flores. "Así ahorramos varios cambios de herramientas, lo que beneficia tanto al tiempo de mecanizado como a la precisión." Porque en la pieza también se requieren una precisión y calidad que son excepcionales incluso para los estándares de la industria automotriz.
En la precisión de posicionamiento se establece una tolerancia de 25 µm para diámetros de 8 a 10 µm. "Este componente tiene uno de los más altos requisitos de calidad que he visto. Para una pieza de este tamaño, ya es un desafío", dice Flores. La combinación de la máquina avanzada y la alta capacidad de las herramientas MAPAL utilizadas hicieron que el proyecto fuera un éxito. El Grupo CHIRON destaca especialmente la calidad de las herramientas PKD, que, con su extrema resistencia y dureza, son ideales para largas producciones.
Soporte proactivo

"La calidad de las herramientas es excelente y el rendimiento se ajusta exactamente a nuestros requisitos", dice el Grupo CHIRON. Un factor decisivo para el fabricante de máquinas también es el soporte que se ha experimentado en Charlotte desde el inicio de la colaboración con MAPAL. El diseño de herramientas y procesos, así como el apoyo en aplicaciones, son sobresalientes. Especialmente destaca el enfoque proactivo en la colaboración. MAPAL va más allá de la mera provisión de herramientas y ofrece soluciones personalizadas y apoyo oportuno, siempre que se necesite.
Los elogios por el buen trabajo en equipo también provienen de MAPAL. "Estoy muy orgulloso de la colaboración que ha permitido completar este gran paquete de herramientas dentro del estrecho plazo que el cliente final estableció", dice Evan Osantoski, ingeniero de ventas y aplicaciones de Michigan. Desde el inicio del proyecto hasta la aprobación del cliente, solo pasaron ocho meses. El Grupo CHIRON y MAPAL quieren seguir colaborando en EE. UU. y ya tienen nuevos proyectos conjuntos en perspectiva.
Contacto:


