


In the production of parts that are highly stressed in use, such as titanium aircraft components, the efficient machining of a large volume of material is crucial. Indexable end mills, which are indexable insert mills with extended tooth rows, are the first choice for this. They are particularly effective when milling cavities, pockets, and wide edges. ISCAR presents its new QUICKXFLUTE indexable end mills. They are specifically designed for the high-efficiency roughing of steel, stainless steel, superalloys, and titanium.
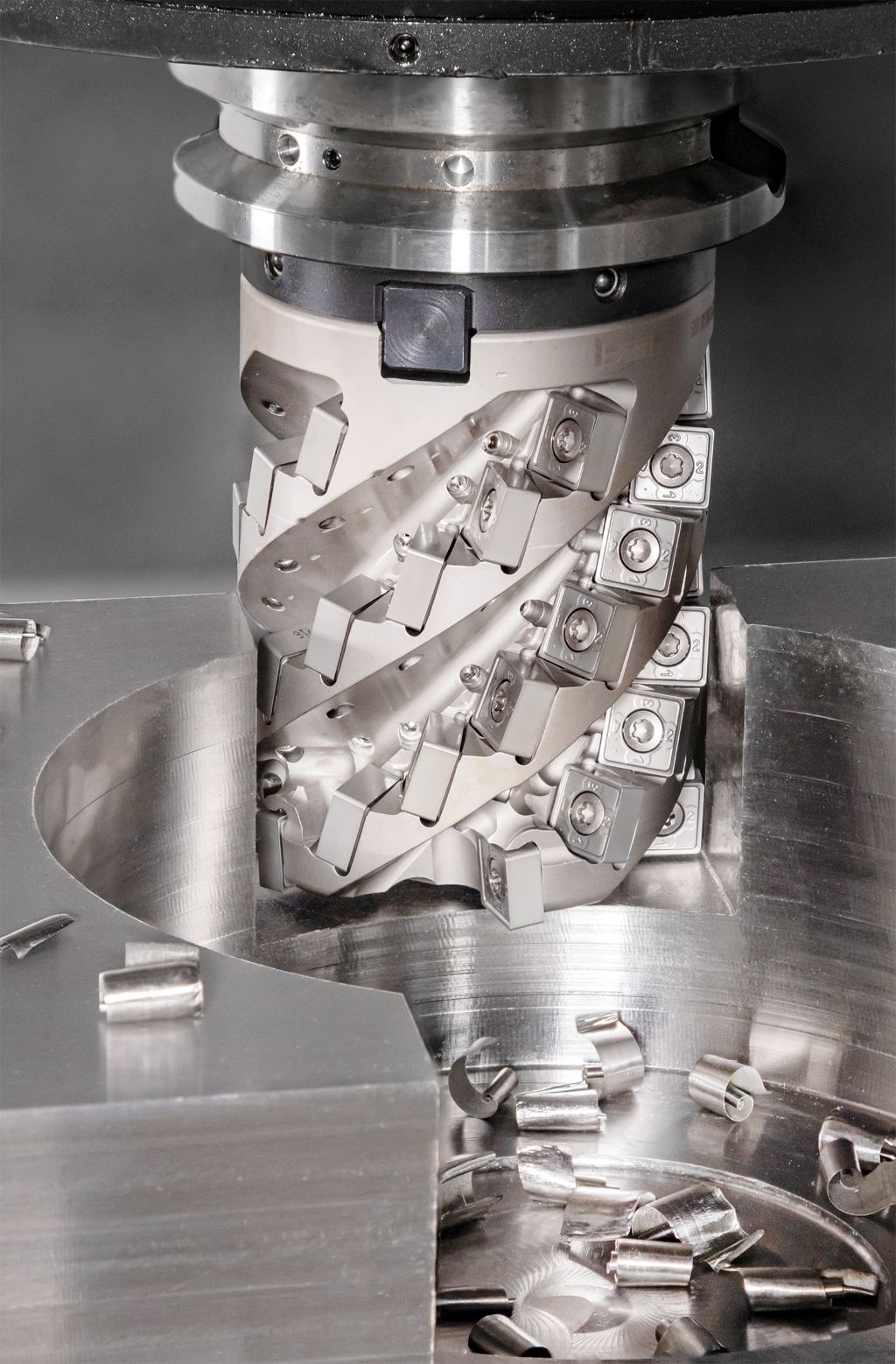
The 90-degree face mills with diameters of 63 or 80 millimeters feature extended clamping grooves. They are equipped with up to 40 eight-edged, double-sided, square indexable inserts (IIs) for high and economical material removal.
The QUICKXFLUTE mills have variable spiral angles as well as an unequal tooth row spacing. The spiraled tooth rows and the large chip chambers of the tools enable very good chip removal. The arrangement of the tooth rows improves vibration resistance, especially during interrupted cuts. This ensures stability and allows for the use of higher cutting values.
The targeted coolant concept includes interchangeable outlet nozzles as well as coolant outlets at the front. The high-pressure cooling directs the coolant directly into the cutting zone. This increases tool life and aids in chip evacuation.
The indexable inserts are available in the MTCVD-coated cutting material grade IC5820 as well as in the PVD-coated carbide grades IC716, IC830, IC840, and IC882. They feature a highly positive chip former with special edge preparation and are available with corner radii of 0.8, 3.2, and four millimeters.
Details:
- Roughing
- Milling of cavities, pockets, and wide edges
- ISO M
- ISO P
- ISO S
Features:
- Extended clamping grooves
- Eight-edged, double-sided, square indexable inserts
- Variable spiral angle
- Unequal tooth row spacing
- Large chip chambers
- Good chip removal
- Vibration resistance
- Stability
- High-pressure cooling
- Long tool life
- Highly positive chip formers
- Corner radii of 0.8, 3.2, and four millimeters
Contact:


