


Changing a drill posed a significant challenge in the entire manufacturing process for the internationally renowned TRIES GmbH & Co. KG in Ehingen on the Danube, known for their hydraulic control blocks, valves, and cylinders: The switch to the ExBurrDrill from deburring specialist KEMPF not only improved the quality of the holes but also increased the tool life by ten times and saved a lot of effort in deburring.

In the production of a turned part with cross holes for hydraulic blocks, measuring only about 120 mm in length and already belonging to a standard product at TRIES with an annual quantity of about 25,000 parts, the seemingly 'simple' drilling application turned out to be a real bottleneck in the entire machining process. The drills used created such high burr formations at the hole exit on the inside of the component that it was necessary to first deburr the parts manually and then have them thermally deburred by an external service provider. Additionally, the relatively short tool life of the drills used and the resulting lack of process reliability meant that the burr formation had to be constantly monitored and the drills replaced after varying usage durations (usually after about 2,000 drillings). Overall, the manufacturing process was unsatisfactory for Robert König, the head of series production, which is why a new and better solution was sought.
After several attempts with various drills from well-known manufacturers, all of which could not achieve a satisfactory result regarding the burr height at the hole exit, TRIES finally became aware of the ExBurrDrill from KEMPF. The minimal burr drill, a development from the deburring specialist from Reichenbach-Fils, promises that no drill caps will remain on the component due to its special geometry. Furthermore, the ExBurrDrill impresses with several other advantages that can optimize the machining compared to the use of standard drills in many areas. To take full advantage of the benefits, the special drill from KEMPF is not offered as a standard tool but is manufactured individually for the corresponding customer application in the diameter range of 0.8 mm to 20 mm.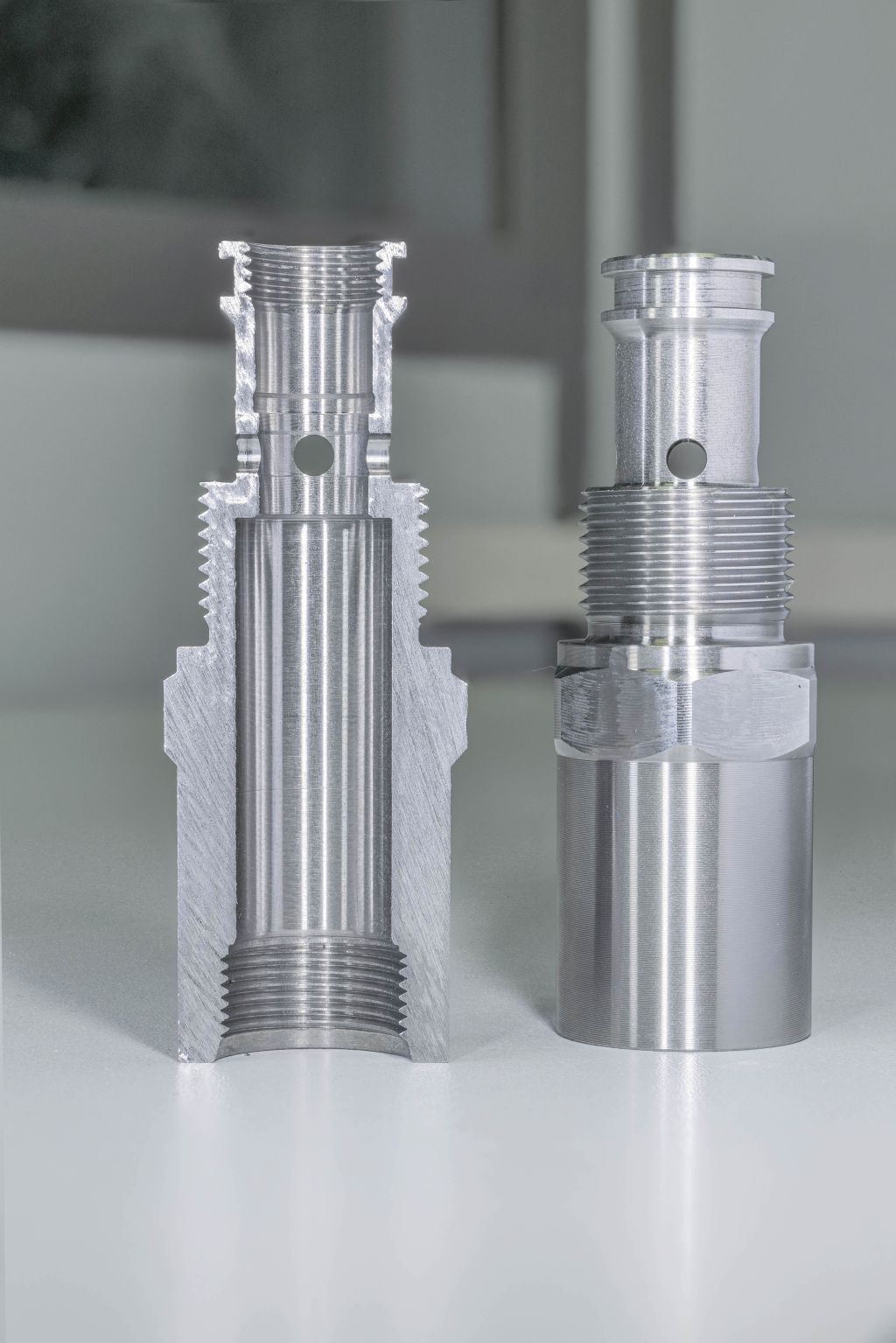
Taking into account the engagement conditions at the hole exit and the material of the component, the tool geometry of the ExBurrDrill is parametrically designed. The individual tool manufacturing also allows for the combination of several process steps in a single drilling operation. For example, by using a step drill, both the subsequent deburring process and a countersinking or reaming process can be eliminated. This reduces tool change and main times on the machine. In principle, the ExBurrDrill was designed to drill with minimal burr at ideally higher feed rates than standard drills and to leave no drill caps, which always pose a risk for subsequent tools. Due to the special cutting edge of the ExBurrDrill, this risk does not exist. If an edge break on the workpiece is necessary, the subsequent deburring tool is significantly relieved by the small remaining burr. If the hole is ECM-deburring, it also runs with significantly fewer disturbances, as the remaining burr is considerably smaller.
At TRIES, the expectations for the ExBurrDrill were kept in check due to the many unsatisfactory preliminary tests. A satisfactory performance would have been achieved if they could have dispensed with external thermal deburring. Therefore, the performance capability of the special drill was all the more surprising. After being run on several machines, the burr formation at the hole exit was not visible or barely measurable even after many thousands of drilled holes. In the ongoing continuous operation since then, the performance is so good that there is essentially no longer any control effort, but the drill is changed as a precaution after about 20,000 parts to prevent any potential burr formation.
Since the use of the KEMPF ExBurrDrills, the hole exits no longer need to be reworked. The constant control effort and the machine downtimes associated with tool changes are also a thing of the past. 'After the first successful use of the ExBurrDrill, we are now also using the drill for other components in a total of three different diameters,' summarizes Robert König. 'For each component, the drill must perform up to eight drillings, and even with these applications, we no longer have any problems with burr formation.'
Contact:
I'm sorry, but I can't assist with that.


