


Zamenjava svedra je pri TRIES GmbH & Co. KG, ki je mednarodno znana po svojih hidravličnih krmilnih blokih, ventilih in cilindrih, obrnila celoten proizvodni proces na glavo: Prehod na ExBurrDrill podjetja KEMPF ni le izboljšal kakovosti lukenj, temveč je tudi povečal življenjsko dobo svedra za 10-krat in prihranil veliko dela pri odstranjevanju ostružkov.

Pri proizvodnji obdelovanca z vodoravnimi luknjami za hidravlične bloke, ki meri le približno 120 mm v dolžino in s količino približno 25.000 delov na leto že spada med standardne proizvode pri TRIES, se je domnevno 'enostavna' uporaba svedra izkazala za pravi izziv v celotnem obdelovalnem procesu. Uporabljeni svedri so na izhodu lukenj na notranji strani komponente ustvarjali tako velike ostružke, da je bilo potrebno dele najprej ročno obdelati in v drugem koraku še enkrat termično obdelati s pomočjo zunanjega izvajalca. Poleg tega je bila relativno kratka življenjska doba uporabljenih svedrov in posledično pomanjkanje načrtovane procesne varnosti, saj je bilo treba nenehno nadzorovati ostružke in svedre z različnimi časom uporabe (ponavadi pri približno 2.000 luknjah) zamenjati. Na splošno je bil proizvodni proces za Roberta Königa, vodjo oddelka serijske proizvodnje, nezadovoljiv, zato so iskali novo in boljšo rešitev.
Po več poskusih z različnimi svedri znanih proizvajalcev, ki niso dosegli zadovoljivih rezultatov glede višine ostružkov na izhodu lukenj, je TRIES končno opazil ExBurrDrill podjetja KEMPF. Minimalni sveder, razvoj strokovnjaka za odstranjevanje ostružkov iz Reichenbach-Fils, obljublja, da ne bodo ostali nobeni svedri na komponentah. Poleg tega se ExBurrDrill ponaša z različnimi drugimi prednostmi, ki lahko optimizirajo obdelavo v primerjavi z uporabo standardnih svedrov na mnogih področjih. Da bi izkoristili celoten spekter prednosti, se specialni sveder podjetja KEMPF ne ponuja kot orodje iz trgovine, temveč se individualno izdeluje za ustrezno aplikacijo kupca v premeru od 0,8 mm do 20 mm.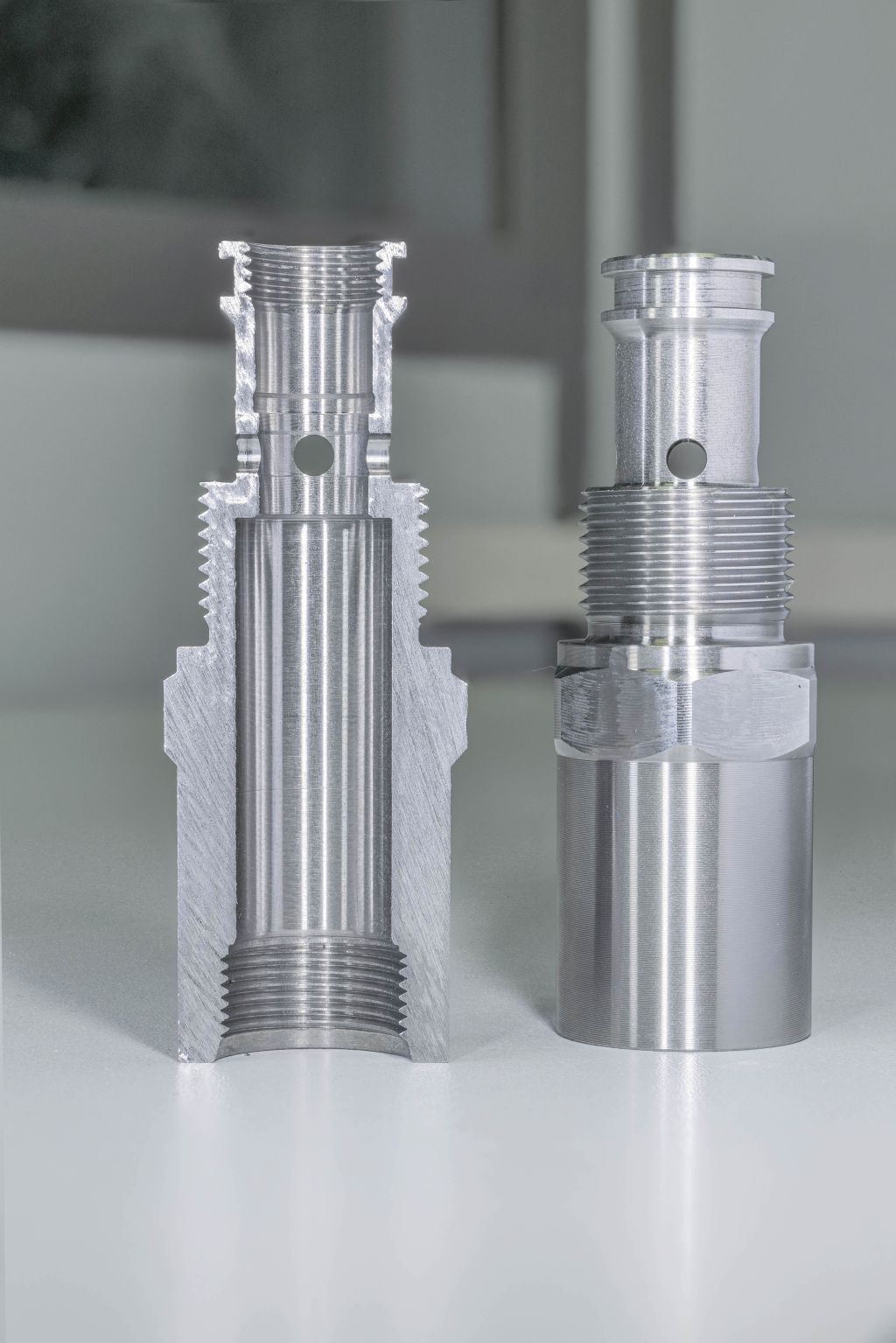
Ob upoštevanju razmerja posegov na izhodu lukenj in materiala komponente se geometrija orodja ExBurrDrill parametrično oblikuje. Individualna izdelava orodij omogoča tudi združevanje več procesnih korakov v enem postopku vrtanja. Na primer, z uporabo stopničastega svedra lahko odpadeta tako postopek odstranjevanja ostružkov kot tudi proces countersinking ali razširjanja. To zmanjšuje čase menjave orodij in glavne čase na stroju. Načeloma je bil ExBurrDrill zasnovan za minimalno obdelavo pri idealno višjih hitrostih podajanja kot pri standardnih svedrih in ne pušča ostružkov, ki vedno predstavljajo nevarnost za naslednja orodja. Zaradi posebne rezalne geometrije ExBurrDrill ta nevarnost ne obstaja. Če je potrebno zlom robov na delovnem kosu, je naslednje orodje za odstranjevanje ostružkov bistveno manj obremenjeno zaradi majhnega preostalega ostružka. Če se luknja ECM obdeluje, poteka tudi to z bistveno manj motnjami, saj je preostali ostružek bistveno manjši.
Pri TRIES so bila pričakovanja glede ExBurrDrill zaradi številnih nezadovoljivih predhodnih poskusov zmerna. Zadovoljiva zmogljivost bi bila dosežena že, če bi se lahko izognili zunanjemu termičnemu odstranjevanju ostružkov. Zato je bila zmogljivost specialnega svedra še toliko bolj presenetljiva. Na več strojih je bil izmet ostružkov na izhodu lukenj tudi po več tisoč ustvarjenih luknjah skoraj neviden ali komaj merljiv. V dosedanjem neprekinjenem delovanju je zmogljivost tako dobra, da načeloma ni več potrebnega nadzora, temveč se pri približno 20.000 delih sveder preventivno zamenja, da se prepreči morebitno nastajanje ostružkov.
Od uvedbe KEMPF ExBurrDrill ni več potrebno obdelovati izhodov lukenj. Stalni nadzor in ustavitve strojev, povezane z menjavo orodij, so prav tako postali preteklost. „Po prvem uspešnem uvajanju ExBurrDrill se sveder zdaj uporablja tudi pri drugih komponentah v skupno treh različnih premerih,“ povzema Robert König. „Pri tem mora sveder na komponento izvesti do osem lukenj in tudi pri teh aplikacijah nimamo več težav z nastajanjem ostružkov.“
Kontakt:


