


El cambio de una broca alteró todo el proceso de fabricación en la TRIES GmbH & Co. KG, conocida internacionalmente por sus bloques, válvulas y cilindros hidráulicos, en Ehingen an der Donau: La transición a la ExBurrDrill del especialista en desbarbado KEMPF no solo mejoró la calidad de los agujeros, sino que también aumentó la vida útil hasta 10 veces y ahorró mucho esfuerzo en el desbarbado.

En la fabricación de una pieza torneada con perforaciones transversales para bloques hidráulicos, que mide solo aproximadamente 120 mm de longitud y con una cantidad de aproximadamente 25,000 piezas al año ya se considera un producto estándar en TRIES, la supuesta aplicación de perforación 'simple' resultó ser un verdadero punto crítico en todo el proceso de mecanizado. Las brocas utilizadas generaban en la salida de perforación en el interior de la pieza a veces acumulaciones de rebabas tan altas que era necesario desbarbar las piezas primero a mano y en un segundo paso dejar que un proveedor externo las desbarbara térmicamente. Además, la vida útil relativamente corta de las brocas utilizadas y la consiguiente falta de seguridad de proceso planificable, ya que la acumulación de rebabas debía ser controlada repetidamente y las brocas debían ser cambiadas después de diferentes duraciones de uso (generalmente alrededor de 2,000 perforaciones). En general, el proceso de fabricación no era satisfactorio para Robert König, el jefe del departamento de producción en serie, por lo que se buscó una nueva y mejor solución.
Después de varios intentos con diversas brocas de fabricantes reconocidos, que no lograron un resultado satisfactorio en cuanto a la altura de las rebabas en la salida de perforación, TRIES finalmente prestó atención a la ExBurrDrill de KEMPF. La broca de rebabas mínimas, un desarrollo del especialista en desbarbado de Reichenbach-Fils, promete a través de su geometría especial que no queden tapas de perforación en la pieza. Además, la ExBurrDrill se destaca por diversas otras ventajas que pueden optimizar el mecanizado en comparación con el uso de brocas estándar en muchas áreas. Para aprovechar al máximo el espectro de ventajas, la broca especial de KEMPF no se ofrece como una herramienta estándar, sino que se fabrica individualmente para la aplicación del cliente en el rango de diámetros de 0.8 mm a 20 mm.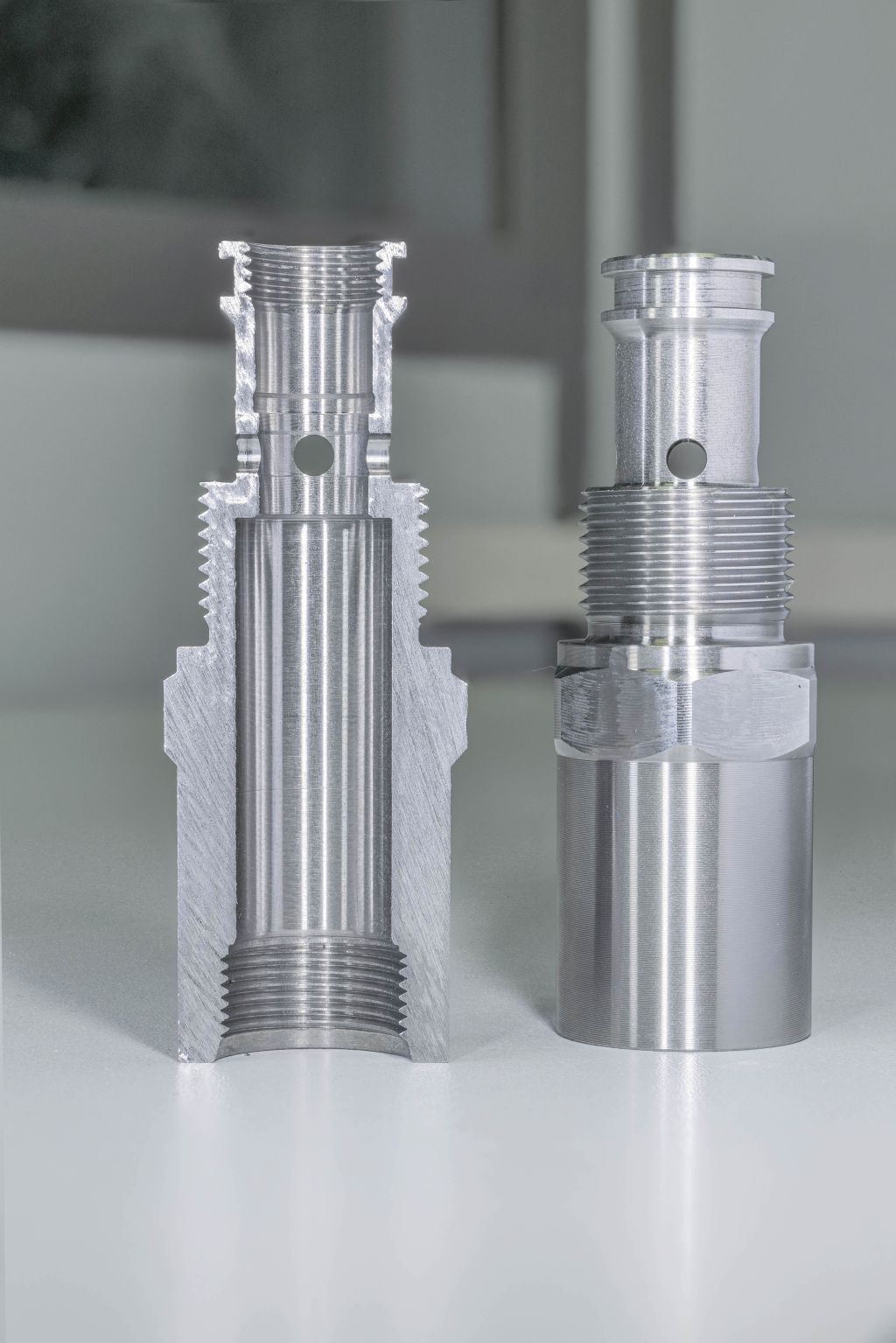
Teniendo en cuenta las condiciones de intervención en la salida de perforación y el material de la pieza, se parametriza la geometría de la herramienta de la ExBurrDrill. La fabricación de herramientas individual permite además combinar varios pasos del proceso en una operación de perforación. Por ejemplo, mediante el uso de una broca escalonada, se pueden omitir tanto el proceso de desbarbado posterior como un proceso de avellanado o perforación. Esto reduce los tiempos de cambio de herramienta y los tiempos principales en la máquina. En principio, la ExBurrDrill fue diseñada para perforar con rebabas mínimas idealmente a velocidades de avance más altas que las de las brocas estándar y sin dejar tapas de perforación, que siempre representan un peligro para las herramientas posteriores. Gracias al corte especial de la ExBurrDrill, este peligro no existe. Si se requiere un rompimiento de borde en la pieza, la herramienta de desbarbado posterior se ve claramente aliviada por la baja rebaba residual. Si la perforación se desbarba térmicamente, también se realiza con muchas menos interrupciones, ya que la rebaba residual es considerablemente más pequeña.
En TRIES, las expectativas sobre la ExBurrDrill se mantuvieron moderadas debido a los muchos intentos insatisfactorios previos. Un rendimiento satisfactorio ya habría sido alcanzado si se pudiera prescindir del desbarbado térmico externo. Por lo tanto, la capacidad de rendimiento de la broca especial sorprendió aún más. En varias máquinas, la acumulación de rebabas en la salida de perforación, incluso después de miles de perforaciones, no era visible o apenas medible. En el funcionamiento continuo desde entonces, el rendimiento es tan bueno que, en principio, ya no hay esfuerzo de control, sino que después de aproximadamente 20,000 piezas, la broca se cambia preventivamente para evitar una posible acumulación de rebabas.
Desde la implementación de la ExBurrDrill de KEMPF, las salidas de perforación ya no necesitan ser reprocesadas. El constante esfuerzo de control y los tiempos de inactividad de la máquina asociados con el cambio de herramienta también son cosa del pasado. “Después del primer uso exitoso de la ExBurrDrill, ahora también utilizamos la broca en otras piezas en un total de tres diámetros diferentes”, resume Robert König. “En este caso, la broca debe realizar hasta ocho perforaciones por pieza y, incluso en estas aplicaciones, ya no tenemos problemas con la acumulación de rebabas.”
Contacto:


