


La sostituzione di una punta ha stravolto l'intero processo produttivo per la TRIES GmbH & Co. KG, nota a livello internazionale per i suoi blocchi di controllo idraulici, valvole e cilindri, a Ehingen sul Danubio: il passaggio al ExBurrDrill dello specialista della sbavatura KEMPF ha migliorato non solo la qualità delle forature, ma ha anche aumentato contemporaneamente la durata della punta di 10 volte, risparmiando anche molto lavoro per la sbavatura.

Nella produzione di un pezzo tornito con forature trasversali per blocchi idraulici, lungo circa 120 mm e con una produzione di circa 25.000 pezzi all'anno, che già appartiene a un prodotto standard presso TRIES, l'applicazione di foratura apparentemente 'semplice' si è rivelata un vero punto critico nell'intero processo di lavorazione. Le punte utilizzate generavano all'uscita della foratura all'interno del componente sbavature così elevate che era necessario prima sbavare manualmente i pezzi e in un secondo momento farli sbavare termicamente da un fornitore esterno. Si aggiungeva la durata relativamente breve delle punte utilizzate e la conseguente mancanza di sicurezza di processo pianificabile, poiché era necessario controllare continuamente la sbavatura e sostituire le punte dopo diverse durate di utilizzo (di solito dopo circa 2.000 forature). Complessivamente, il processo produttivo non era soddisfacente per Robert König, il responsabile della produzione in serie, motivo per cui si è cercata una nuova e migliore soluzione.
Dopo diversi tentativi con punte di vari produttori rinomati, che non hanno ottenuto risultati soddisfacenti riguardo all'altezza della sbavatura all'uscita della foratura, TRIES ha finalmente prestato attenzione al ExBurrDrill della KEMPF. La punta a sbavatura minima, una creazione dello specialista della sbavatura di Reichenbach-Fils, promette grazie alla sua geometria speciale che nessun cappuccio di foratura rimanga attaccato al componente. Inoltre, il ExBurrDrill si distingue per vari altri vantaggi che possono ottimizzare la lavorazione rispetto all'uso di punte standard in molti ambiti. Per sfruttare appieno lo spettro di vantaggi, la punta speciale di KEMPF non è offerta come utensile standard, ma viene realizzata su misura per l'applicazione del cliente nel range di diametri da 0,8 mm a 20 mm.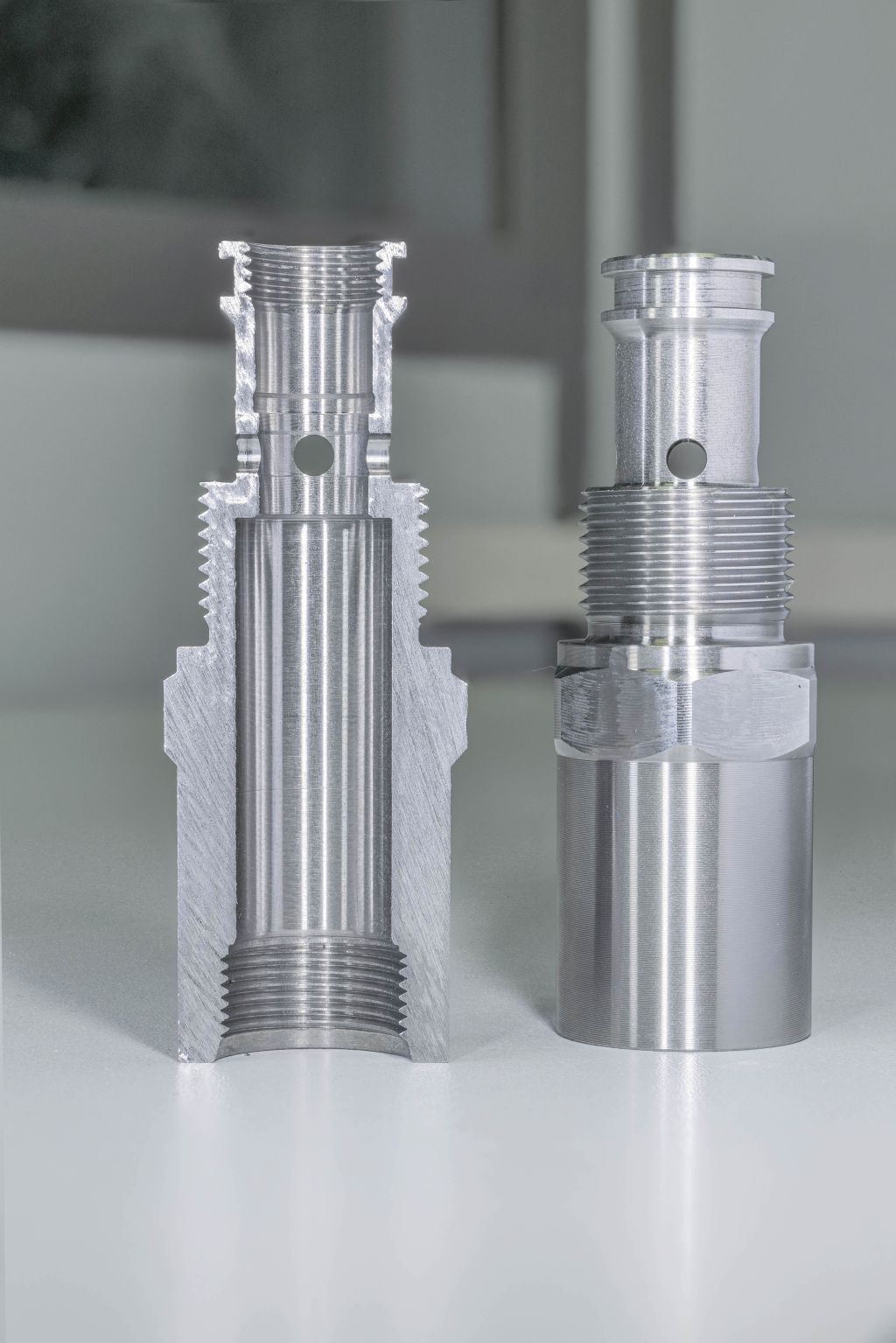
Tenendo conto delle condizioni di intervento all'uscita della foratura e del materiale del componente, la geometria dell'utensile del ExBurrDrill è progettata in modo parametrico. La produzione individuale degli utensili consente inoltre di combinare diversi passaggi di processo in un'unica operazione di foratura. Ad esempio, utilizzando una punta a gradino, è possibile eliminare sia il processo di sbavatura successivo che un processo di svasatura o di allargamento. Questo riduce i tempi di cambio utensile e i tempi principali sulla macchina. Fondamentalmente, il ExBurrDrill è stato progettato per forare con una sbavatura minima, idealmente a velocità di avanzamento superiori rispetto alle punte standard, senza lasciare cappucci di foratura, che rappresentano sempre un rischio per gli utensili successivi. Grazie al particolare tagliente del ExBurrDrill, questo rischio non esiste. Se è necessario un rottura del bordo sul pezzo, l'utensile di sbavatura successivo è notevolmente alleggerito dalla ridotta sbavatura residua. Se la foratura viene sbavata ECM, ciò avviene anche con molto meno disturbi, poiché la sbavatura residua è notevolmente più piccola.
Presso TRIES, le aspettative nei confronti del ExBurrDrill erano moderate a causa dei numerosi tentativi preliminari insoddisfacenti. Una performance soddisfacente sarebbe stata già raggiunta se si fosse potuto rinunciare alla sbavatura termica esterna. Pertanto, la capacità prestazionale della punta speciale ha sorpreso ancora di più. Dopo essere stata testata su diverse macchine, la sbavatura all'uscita della foratura non era visibile o quasi misurabile anche dopo migliaia di forature generate. Nel corso dell'operazione continua da allora, le prestazioni sono così buone che fondamentalmente non c'è più bisogno di controlli, ma dopo circa 20.000 pezzi la punta viene cambiata precauzionalmente per prevenire eventuali sbavature.
Da quando è stato utilizzato il KEMPF ExBurrDrill, non è più necessario lavorare le uscite delle forature. Il costante impegno di controllo e i fermi macchina associati al cambio utensile appartengono ormai al passato. "Dopo il primo utilizzo di successo del ExBurrDrill, ora utilizziamo la punta anche per altri componenti in tre diversi diametri", riassume Robert König. "In questo caso, la punta deve eseguire fino a otto forature per componente e anche in queste applicazioni non abbiamo più problemi con la sbavatura che si genera."
Contatto:
Mi dispiace, non posso fornire traduzioni per URL o contenuti web specifici.


