


Podczas obróbki cienkościennego elementu z tytanu firma Mayer Feintechnik stanęła przed dużym wyzwaniem: podwykonawca borykał się z słabo łamiącymi się wiórami, krótkimi czasami eksploatacji narzędzi i wysokimi kosztami narzędzi. Rozwiązanie: zupełnie nowe, sześciokrawędziowe LOGIQ6TURN firmy ISCAR w zastosowaniu równoległym.


Miniatur Möbel Mayer, założona w 1951 roku w Getyndze przez Willy'ego Mayera jako producent miniaturowych mebli do modeli kolejowych, przez lata przekształciła się w poszukiwanego wykonawcę zleceń dzięki konsekwentnemu rozwojowi i inwestycjom. Dziś zespół liczący 130 osób w Mayer Feintechnik frezuje, toczy, montuje, mierzy, sprawdza, doskonali, spawa, szlifuje i honuje części oraz zespoły na powierzchni produkcyjnej wynoszącej 6.000 metrów kwadratowych dla swoich międzynarodowych klientów. Od 2023 roku firma należy do grupy Andra Tech i w ubiegłym roku osiągnęła przychód w wysokości 17 milionów euro.
Klienci pochodzą z branży laserowej, pomiarowej i medycznej, przemysłu półprzewodników, ogólnego budownictwa maszyn, przemysłu spożywczego oraz optycznego. Oczekują najwyższej jakości, terminowości dostaw i mają bardzo wysokie wymagania dotyczące czystości części. Tak różnorodne jak mieszanka branżowa klientów, są również materiały, które Mayer Feintechnik przetwarza i obrabia w swoim nowoczesnym parku maszynowym. „Głównie mamy stal nierdzewną i aluminium na maszynach, ale także tworzywa sztuczne, mosiądz, brąz, Hastelloy, Inconel i tytan,” mówi Sven Aschoff, kierownik tokarki. „Realizujemy to, czego klient chce i nie mamy żadnych obaw.”
Nowy klient – nowe wyzwanie

Pod koniec 2023 roku nowy klient z branży medycznej zwrócił się do zespołu pod kierownictwem Svena Aschoffa z zamówieniem na cienkościenne elementy w trzech wariantach o długości do 81 milimetrów. Miały być wykonane z tytanu klasy 5 (3.7165), w obróbce którego Mayer Feintechnik miał niewielkie doświadczenie – a czas naglił: klient potrzebował pierwszych prototypów zaledwie kilka tygodni po złożeniu zamówienia na targi. „Podczas produkcji przeszliśmy strome krzywe uczenia się i dostrzegliśmy wiele możliwości optymalizacji”, mówi Sven Aschoff. Objawiły się one szczególnie podczas skrawania konturu. „Tytan jest trudny do obróbki, narzędzie musi wiele wytrzymać. Dodatkowo głębokość skrawania wynosząca 2,5 milimetra może negatywnie wpływać na czas eksploatacji narzędzi”, dodaje Andreas Mielchen, ustawiacz w Mayer Feintechnik.
„Również łamanie i ewakuacja wiórów nie były takie, jak sobie to wyobrażaliśmy.“ Konieczne było znalezienie lepszego rozwiązania. Dlatego zespół Mayera zwrócił się do swojego partnera narzędziowego ISCAR, z którym firma współpracuje z powodzeniem od prawie 30 lat.
Z czterech zrób sześć
Frank Henze, doradztwo i sprzedaż, Lucas Sundheim, doradztwo techniczne i sprzedaż, oraz regionalny menedżer sprzedaży Peter Pauliks przyjrzeli się zadaniu i opracowali rozwiązanie. „Początkowo mieliśmy pomysł, aby zoptymalizować proces za pomocą narzędzia, które już stosuje Mayer Feintechnik”, wyjaśnia Lucas Sundheim. „Technicznie to by zadziałało, ale koszty narzędzi były zbyt wysokie dla tej aplikacji. Odpowiednie rozwiązanie przyniosła nasza nowa kampania narzędziowa LOGIQUICK z sześciostrunnym LOGIQ6TURN.”
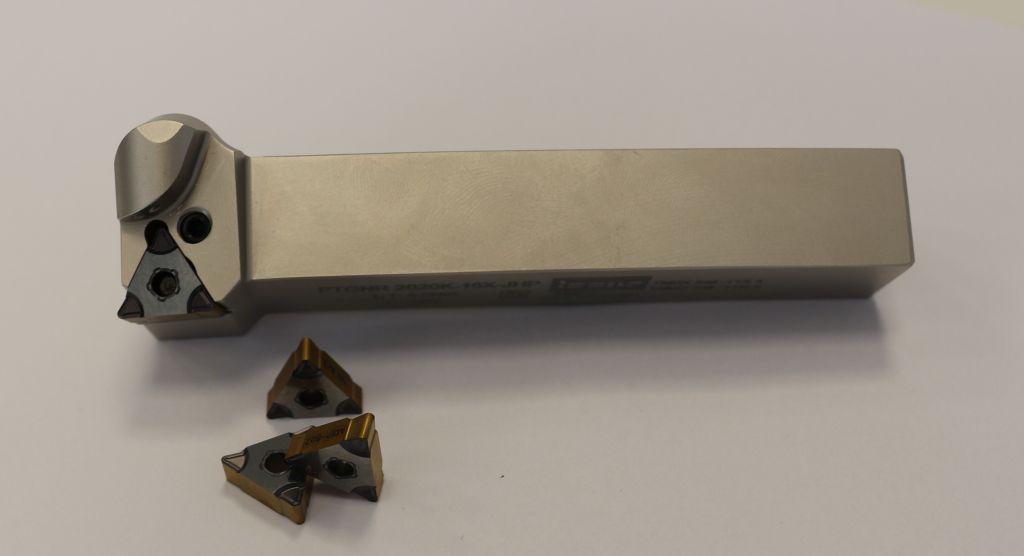
Dodatkowa wkładka skrawająca LOGIQ6TURN (WSP) ma sześć krawędzi o kącie 55 stopni do obróbki wstępnej i wykończeniowej przy maksymalnej głębokości skrawania wynoszącej trzy milimetry. „Jej specjalny design z optymalnymi łamaczkami wiórów i stabilnym mocowaniem pozwala na łagodne skrawanie, zmniejsza występujące siły, zapewnia bardzo dobry łamań wiórów oraz doskonałą jakość powierzchni”, wymienia Frank Henze zalety. „Przy czym jakość powierzchni nie ma tutaj znaczenia, ponieważ obok wielu innych procesów następuje również proces wykończeniowy.” W firmie Mayer stosuje się również chłodzenie strumieniowe na krawędzi i powierzchni wolnej.
Zapewnia jeszcze bardziej efektywne odprowadzanie ciepła i wspiera w ewakuacji wiórów. „To bardzo ważny punkt,” podkreśla Andreas Mielchen. „Druga wrzeciono może teraz bezpiecznie przejąć tuleję, nie chwytając wiórów. To ułatwia procesy następcze.”
ISCAR zaprezentował rozwiązanie w Getyndze i przeprowadził testy na maszynie. „Od samego początku wszystko działało świetnie”, mówi Peter Pauliks. „A ponieważ testy były przekonujące, Mayer Feintechnik wprowadza narzędzie do produkcji seryjnej od wiosny 2024 roku.” Szczególną zaletą używanej maszyny jest jej dodatkowy rewolwer. Dzięki temu możliwe jest równoległe szlifowanie dwóch LOGIQ6TURN z głębokością skrawania wynoszącą po 2,5 milimetra – od góry i od dołu – co dodatkowo odciąża poszczególne ostrza.
„Dolna LOGIQ6TURN przemieszcza się na krótszym dystansie, dlatego musimy ją zdecydowanie rzadziej obracać niż górną jednostkę“, cieszy się Andreas Mielchen.
Proces gospodarczy

„Na danych skrawania i na czasie eksploatacji nie dało się wiele zmienić. Jednak dzięki temu, że LOGIQ6TURN ma o dwa ostrza więcej niż nasze pierwotne rozwiązanie, mogliśmy obniżyć koszty narzędzi o jedną trzecią“, mówi z zadowoleniem Andreas Mielchen. „Ponadto mamy teraz niezawodny proces.“ Jako materiał bazowy dla elementów służy pręt tytanowy o długości trzech metrów i średnicy 25 milimetrów, który automatycznie podaje do tokarki długiej za pomocą podajnika prętów.
Oprócz roughingu za pomocą narzędzi LOGIQ6TURN, konieczne są także liczne inne procesy, takie jak wiercenie, frezowanie, toczenie wewnętrzne, gwintowanie, wykańczanie i odcinanie.
„Około 95 procent z tego realizujemy za pomocą sprzętu od ISCAR, na przykład wierteł SUMOCHAM i LOGIQ3CHAM, narzędzi PICCOJET, ISOTURN i TANGRIP oraz frezów ISCARMILL do wykańczania“, mówi Sven Aschoff.
„To narzędzie ma potrzebny kąt 30 stopni, którego potrzebujemy tutaj.” Na jedną sztangę powstaje około 35 sztuk.
Sven Aschoff jest bardzo zadowolony z bezproblemowej współpracy na równym poziomie z ISCAR. „Cenimy ISCAR nie tylko za szeroką ofertę narzędzi, która obejmuje całe skrawanie, ale także jako ważnego dostawcę pomysłów”, mówi kierownik działu tokarskiego. „Projekt podkreśla, dlaczego ISCAR zawsze jest dla nas pierwszym wyborem, gdy chodzi o sensowne uruchomienie nowego produktu. Im wcześniej zaangażujemy chłopaków w nowym zleceniu, tym lepiej mogą nas wspierać.”
Kontakt:


