


Při zpracování tenkostěnné součásti z titanu čelila společnost Mayer Feintechnik velké výzvě: Zpracovatel měl problémy při hrubování s špatně lámavými třískami, krátkou životností nástrojů a vysokými náklady na nástroje. Řešení: zcela nové šestiostřené LOGIQ6TURN od ISCARu v paralelním použití.

Miniaturní nábytek Mayer, založený v roce 1951 ve Göttingenu Willym Mayerem jako výrobce miniatur nábytku pro modelové železnice, se v průběhu let díky důslednému rozvoji a investicím stal vyhledávaným subdodavatelem. Dnes frézuje, soustruží, montuje, měří, testuje, vylepšuje, sváří, brousí a honuje tým o 130 lidech jako Mayer Feintechnik na výrobní ploše 6 000 čtverečních metrů díly a sestavy pro své mezinárodní zákazníky. Od roku 2023 patří společnost do skupiny Andra Tech a v loňském roce dosáhla obratu 17 milionů eur.
Zákazníci pocházejí z oblasti laserové, měřicí a medicínské techniky, polovodičového průmyslu, obecného strojírenství, potravinářského a optického průmyslu. Očekávají nejvyšší kvalitu, spolehlivost dodávek a mají částečně velmi vysoké požadavky na čistotu dílů. Tak pestrý jako je mix odvětví zákazníků, jsou také materiály, které Mayer Feintechnik zpracovává ve svém moderním strojním parku. „Hlavně máme na strojích nerezovou ocel a hliník, ale také plast, mosaz, bronz, Hastelloy, Inconel a titan,“ říká Sven Aschoff, vedoucí soustružny. „Realizujeme to, co si zákazník přeje, a nemáme při tom žádné obavy.“
Nový zákazník – nová výzva

Na konci roku 2023 oslovil tým pod vedením Svena Aschoffa nový zákazník z oblasti medicínské techniky s objednávkou na tenkostěnné součásti ve třech variantách s délkou až 81 milimetrů. Ty měly být vyrobeny z titanu třídy 5 (3.7165), s jehož zpracováním měla firma Mayer Feintechnik jen málo zkušeností – a čas tlačil: Zákazník potřeboval první prototypy již několik týdnů po přijetí objednávky na výstavu. „Při výrobě jsme prošli strmou křivkou učení a odhalili mnoho možností pro optimalizaci,“ říká Sven Aschoff. Ty se projevily zejména při hrubování kontury. „Titan se těžko obrábí, nástroj musí hodně vydržet. K tomu se přidává hloubka řezu 2,5 milimetru, která může mít negativní dopad na životnost nástrojů,“ doplňuje Andreas Mielchen, nastavovač ve společnosti Mayer Feintechnik.
„Také zlomení a evakuace třísek nebyly takové, jak jsme si představovali.“ Bylo potřeba lepší řešení. Proto se tým Mayer obrátil na svého partnera v oblasti nástrojů ISCAR, se kterým společnost úspěšně spolupracuje již téměř 30 let.
Z čtyř udělej šest
Frank Henze, poradenství a prodej, Lucas Sundheim, technické poradenství a prodej, a regionální obchodní manažer Peter Pauliks se podívali na úkol a vymysleli řešení. „Původně jsme měli myšlenku optimalizovat proces pomocí nástroje, který již používá Mayer Feintechnik,“ vysvětluje Lucas Sundheim. „Technicky by to fungovalo skvěle, jenže náklady na nástroje byly pro tuto aplikaci příliš vysoké. Odpovídající řešení přinesla naše nová kampaň nástrojů LOGIQUICK se šesti břity LOGIQ6TURN.“
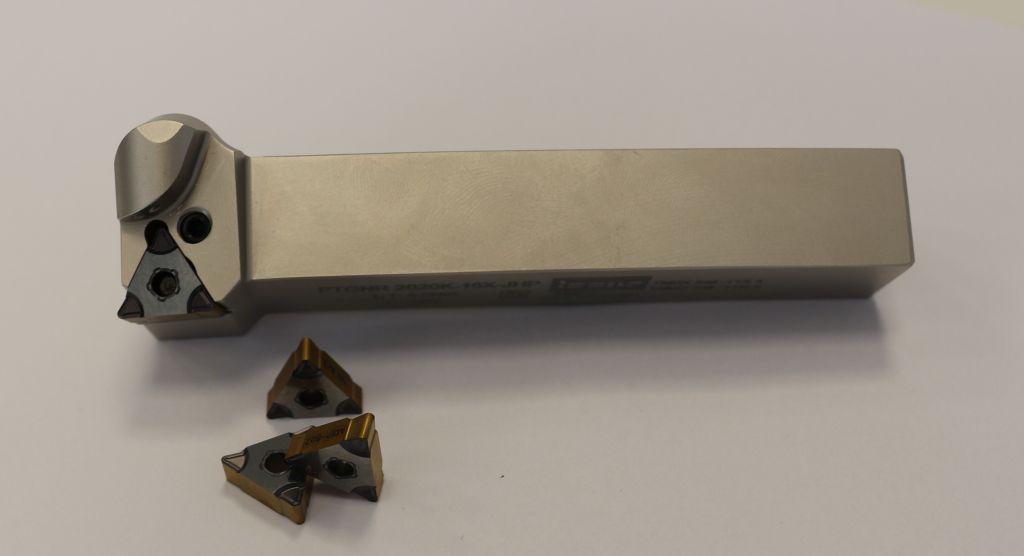
Pozitivní řezná destička LOGIQ6TURN (WSP) má šest 55stupňových břitů pro hrubování a dokončování až do maximální hloubky řezu tří milimetrů. „Její speciální design s optimalizovanými třískovými zlomky a stabilním upnutím umožňuje jemný řez, snižuje vznikající síly, zajišťuje velmi dobrý zlom třísky a vynikající kvalitu povrchu,“ vyjmenovává Frank Henze výhody. „Přitom kvalita povrchu zde nehraje roli, protože se vedle mnoha dalších procesů připojuje také proces dokončování.“ V Mayeru se navíc používá jetové chlazení na břitu a volné ploše.
Zajišťuje ještě efektivnější odvod tepla a podporuje evacuaci třísek. „To je velmi důležitý bod,“ zdůrazňuje Andreas Mielchen. „Druhá vřetena nyní mohou bezpečně převzít pouzdro, aniž by uchopila třísky. To usnadňuje následné procesy.“
ISCAR představila řešení v Göttingenu a provedla testy na stroji. „Od začátku to fungovalo skvěle,“ říká Peter Pauliks. „A protože testovací běhy byly přesvědčivé, používá Mayer Feintechnik nástroj od jara 2024 ve sériové výrobě.“ Zvláštní výhodou použitých strojů je jejich dodatečný revolver. Díky tomu je možné, aby dva LOGIQ6TURN s hloubkou řezu 2,5 milimetru paralelně obráběly – zhora a zdola –, což dodatečně odlehčuje jednotlivým břitům.
„Dolní LOGIQ6TURN ujede méně vzdálenosti, proto ji musíme otáčet výrazně méně často než horní jednotku,“ těší se Andreas Mielchen.
Hospodářský proces

„Na řezných datech a na životnosti nástroje se sice nedalo mnoho změnit. Protože však LOGIQ6TURN má o dvě břity více než naše původní řešení, mohli jsme náklady na nástroje snížit o třetinu,“ říká spokojeně Andreas Mielchen. „Kromě toho máme nyní spolehlivý proces.“ Základem pro součásti je titanový tyčový materiál o délce tři metry a průměru 25 milimetrů, který automatizovaně dodává do dlouhotočného stroje tyčový nakladač.
Kromě hrubování s nástroji LOGIQ6TURN jsou k tomu potřeba ještě mnohé další procesy, jako například vrtání, frézování, vnitřní soustružení, řezání závitů, dokončování a odřezávání.
„Přibližně 95 procent z toho zvládáme s vybavením od ISCAR, například s vrtáky SUMOCHAM a LOGIQ3CHAM, nástroji PICCOJET, ISOTURN a TANGRIP, stejně jako s frézou ISCARMILL pro dokončování,“ říká Sven Aschoff.
„Toto nástroj má potřebný 30stupňový sklon, který zde potřebujeme.“ Na jednu tyč tak vzniká asi 35 kusů.
Sven Aschoff je s bezproblémovou spoluprací na úrovni s ISCAR více než spokojen. „Oceňujeme ISCAR nejen pro širokou nabídku nástrojů, která pokrývá celou obráběcí technologii, ale také jako důležitého poskytovatele nápadů,“ říká vedoucí dílny. „Projekt podtrhuje, proč je ISCAR pro nás vždy první volbou, když jde o to, dostat nový produkt rozumně do provozu. A čím dříve přizveme kluky k novému projektu, tím lépe nás mohou podpořit.“
Kontakt:


