


Lors du traitement d'une pièce à paroi mince en titane, Mayer Feintechnik a été confronté à un grand défi : le sous-traitant avait des difficultés avec des copeaux mal cassants, de courtes durées de vie et des coûts d'outillage élevés lors de l'ébauche. La solution : la toute nouvelle LOGIQ6TURN à six arêtes d'ISCAR en utilisation parallèle.

Miniatur Möbel Mayer, fondée en 1951 à Göttingen par Willy Mayer en tant que fabricant de meubles miniatures pour trains miniatures, s'est au fil des ans transformée en un sous-traitant très demandé grâce à un développement constant et à des investissements. Aujourd'hui, l'équipe de 130 personnes, sous le nom de Mayer Feintechnik, fraise, tourne, assemble, mesure, teste, améliore, soude, meule et honne des pièces et des ensembles pour ses clients internationaux sur une surface de production de 6 000 mètres carrés. Depuis 2023, l'entreprise fait partie du groupe Andra Tech et a réalisé un chiffre d'affaires de 17 millions d'euros l'année dernière.
Les clients proviennent des secteurs du laser, de la mesure et de la technologie médicale, de l'industrie des semi-conducteurs, de la construction mécanique générale, de l'industrie alimentaire et de l'industrie optique. Ils attendent la plus haute qualité, la fiabilité des livraisons et ont parfois des exigences très élevées en matière de propreté des pièces. Aussi varié que le mélange de secteurs des clients, les matériaux que Mayer Feintechnik traite dans son parc de machines moderne le sont également. « Principalement, nous travaillons avec de l'acier inoxydable et de l'aluminium, mais aussi avec du plastique, du laiton, du bronze, du Hastelloy, de l'Inconel et du titane », dit Sven Aschoff, responsable de l'atelier de tournage. « Nous mettons en œuvre ce que le client veut et nous n'avons aucune peur d'expérimenter. »
Nouveau client – nouveau défi

Fin 2023, un nouveau client du secteur médical a contacté l'équipe de Sven Aschoff avec une commande pour des pièces à paroi mince en trois variantes avec des longueurs allant jusqu'à 81 millimètres. Celles-ci devaient être réalisées en titane de grade 5 (3.7165), un matériau avec lequel Mayer Feintechnik avait peu d'expérience – et le temps pressait : le client avait besoin des premiers prototypes quelques semaines après la réception de la commande pour une foire. « Lors de la fabrication, nous avons traversé une courbe d'apprentissage abrupte et avons identifié de nombreux potentiels d'optimisation », dit Sven Aschoff. Ceux-ci se sont surtout manifestés lors de l'ébauche du contour. « Le titane est difficile à usiner, l'outil doit beaucoup supporter. De plus, la profondeur de coupe de 2,5 millimètres peut également avoir un impact négatif sur la durée de vie », ajoute Andreas Mielchen, régleur chez Mayer Feintechnik.
« De plus, la rupture et l'évacuation des copeaux n'étaient pas comme nous l'imaginions. » Une meilleure solution devait être trouvée. C'est pourquoi l'équipe de Mayer s'est tournée vers son partenaire d'outillage ISCAR, avec lequel l'entreprise collabore avec succès depuis près de 30 ans.
De quatre à six
Frank Henze, Conseil et vente, Lucas Sundheim, Conseil technique et vente, et Peter Pauliks, Responsable des ventes régionales, ont examiné la tâche et ont élaboré une solution. « Nous avions à l'origine l'idée d'optimiser le processus avec l'outil déjà utilisé par Mayer Feintechnik », explique Lucas Sundheim. « Cela aurait techniquement bien fonctionné, mais les coûts d'outillage étaient trop élevés pour cette application. La solution appropriée a été apportée par notre nouvelle campagne d'outils LOGIQUICK avec la LOGIQ6TURN à six arêtes. »
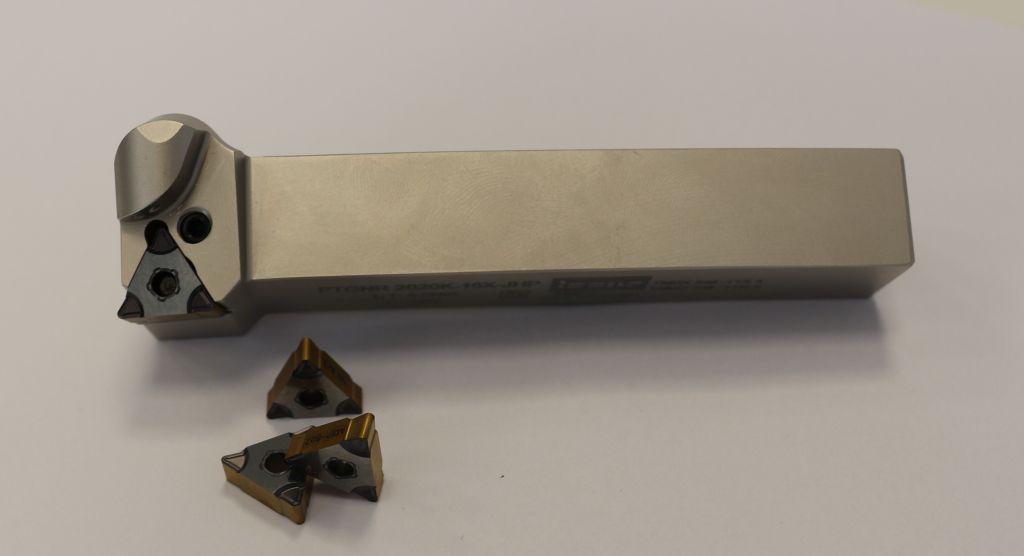
La plaquette de coupe positive LOGIQ6TURN (WSP) possède six arêtes de 55 degrés pour l'ébauche et la finition jusqu'à une profondeur de coupe maximale de trois millimètres. « Son design spécial avec des brise-copeaux optimisés et un maintien stable permet une coupe douce, réduit les forces exercées, assure une très bonne rupture des copeaux et d'excellentes qualités de surface », énumère Frank Henze les avantages. « Bien que la qualité de surface ne joue pas ici un rôle, car un processus de finition suit également de nombreux autres. » De plus, chez Mayer, un refroidissement par jet est utilisé à la coupe et à la surface libre.
Cela permet un transfert de chaleur encore plus efficace et aide à l'évacuation des copeaux. « C'est un point très important », souligne Andreas Mielchen. « La deuxième broche peut maintenant prendre le manchon de manière sûre sans saisir les copeaux. Cela facilite les processus suivants. »
ISCAR a présenté la solution à Göttingen et a effectué des tests sur la machine. « Cela a très bien fonctionné dès le début », dit Peter Pauliks. « Et parce que les essais ont été concluants, Mayer Feintechnik utilise l'outil depuis le printemps 2024 dans la production en série. » Un avantage particulier de la machine utilisée est son tourelle supplémentaire. Cela permet à deux LOGIQ6TURN avec une profondeur de coupe de 2,5 millimètres de réaliser une ébauche parallèle – par le haut et par le bas – ce qui soulage encore les arêtes individuelles.
« La LOGIQ6TURN inférieure parcourt moins de distance, c'est pourquoi nous devons la tourner beaucoup moins souvent que l'unité supérieure », se réjouit Andreas Mielchen.
Processus économique

« Les données de coupe elles-mêmes et la durée de vie n'ont pas beaucoup changé. Cependant, comme la LOGIQ6TURN dispose de deux arêtes de plus que notre solution initiale, nous avons pu réduire les coûts d'outillage d'un tiers », dit Andreas Mielchen avec satisfaction. « De plus, nous avons maintenant un processus fiable. » Comme base pour les pièces, on utilise du matériau de barre en titane de trois mètres de long et de 25 millimètres de diamètre, qui est automatiquement alimenté au tour à long par un chargeur de barres.
En plus de l'ébauche avec les outils LOGIQ6TURN, de nombreux autres processus sont nécessaires, tels que le perçage, le fraisage, le tournage intérieur, le filetage, la finition et le tronçonnage.
« Environ 95 % de cela, nous le faisons avec des équipements d'ISCAR, par exemple les perceuses SUMOCHAM et LOGIQ3CHAM, les outils PICCOJET, ISOTURN et TANGRIP ainsi qu'un fraiseur ISCARMILL pour la finition », dit Sven Aschoff.
« Cet outil a l'angle de 30 degrés nécessaire que nous avons besoin ici. » Par barre, cela représente environ 35 pièces.
Sven Aschoff est très satisfait de la collaboration simple et équitable avec ISCAR. « Nous apprécions ISCAR non seulement pour sa large gamme d'outils qui couvre l'ensemble de l'usinage, mais aussi en tant que source importante d'idées », déclare le responsable de l'atelier de tournage. « Ce projet souligne pourquoi ISCAR est toujours notre premier choix lorsqu'il s'agit de mettre un nouveau produit en route de manière raisonnable. Et plus tôt nous impliquons les gars dans un nouveau projet, mieux ils peuvent nous soutenir. »
Contact :


