


Wysokoefektywna obróbka skrawaniem to program w Schubert Fertigungstechnik w Bartholomä: niemal każda maszyna jest tam wyposażona w robota, który zajmuje się załadunkiem i rozładunkiem, co umożliwia długie, bezosobowe zmiany robocze. Aby osiągnąć tę automatyzację i jednocześnie transparentnie monitorować jakość produkcji, Schubert wykorzystuje oprogramowanie FormControl X od Blum-Novotest.
Podczas wizyty w halach firmy Schubert Fertigungstechnik GmbH od razu rzuca się w oczy wysoka liczba robotów i rozwiązań automatyzacyjnych przy maszynach. Firma nie jest producentem seryjnym, typowe wielkości partii wahają się od trzech do dziesięciu sztuk, czasami poniżej 100 sztuk. „Od dawna pracujemy nad tym, aby osiągnąć 18 do 22 godzin autonomicznego czasu pracy maszyn. Umożliwia nam to uruchomienie maszyn przez całą dobę, bez konieczności zmuszania pracowników do pracy na nocną zmianę,” wyjaśnia odpowiedzialny za obszar techniczny dyrektor zarządzający Jens Grieser. „Optymalnie byłoby również zredukować poranne i wieczorne zmiany do minimum. Jednak jakość musi być zawsze na najwyższym poziomie!”
Z tego względu Erhard Strobel, technik sprzedaży w Blum-Novotest, spotkał się z otwartymi uszami w Bartholomä, ponieważ dla Schuberta oprogramowanie BLUM – oparte na architekturze klient-serwer rozwiązanie do automatycznego pomiaru i analizy procesów obróbczych – było bardzo interesujące. W końcu na jednej maszynie produkowane są cztery warianty części, z których każdy ma około 60 części na wariant i czas obróbki od 10 do 40 minut na część – ale tylko wtedy, gdy maszyny pracują w pełni.
Bardzo ważne jest, aby utrzymywać jakość również w nienażonych zmianach. Dzięki FormControl X specjaliści mogą być pewni, że wszystkie wartości pomiarowe są przestrzegane. Pomiar towarzyszący procesowi ma tę zaletę, że można zauważyć, gdy wartość pomiarowa zaczyna się zmieniać. Długo zanim wyjdzie poza zakres tolerancji, można podjąć działania. Oczywiście dotyczy to jeszcze bardziej złamanych krawędzi narzędzi.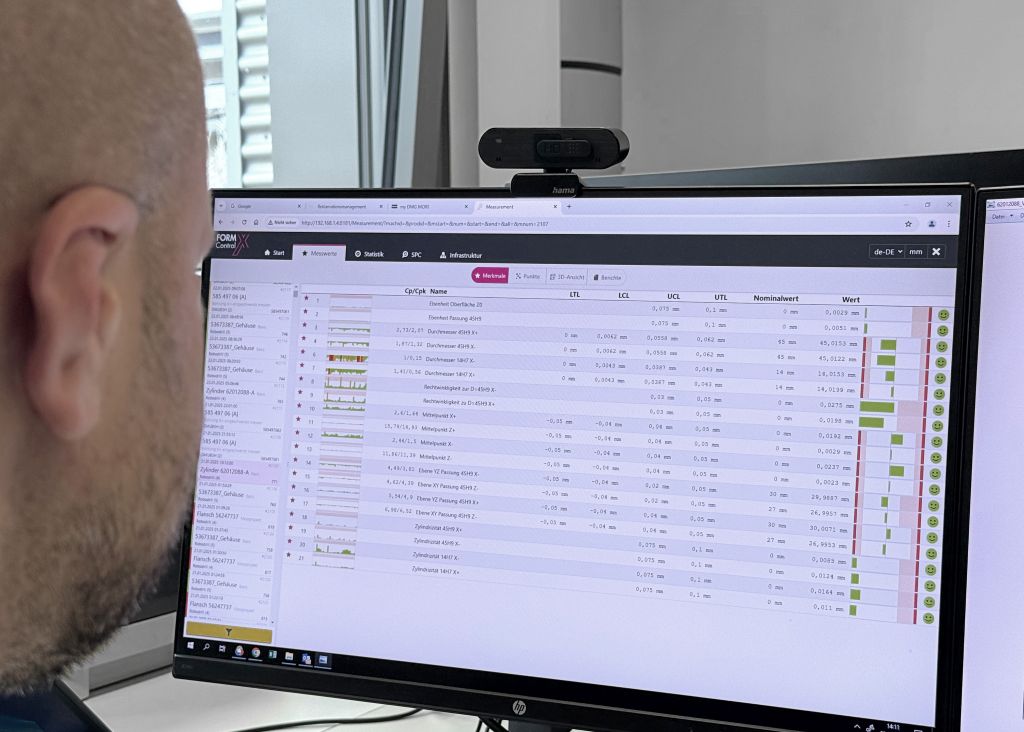
Bardzo interesujące są elastyczne możliwości, w jakie FormControl X może wpływać na maszynę: w jednym przypadku proces produkcji jest zatrzymywany dopiero wtedy, gdy ta sama odchyłka została zmierzona na dwóch częściach z rzędu – w ten sposób można wykluczyć, że przy pierwszym pomiarze na miejscu pomiarowym znajdował się wiór. „Możliwe jest również na przykład mierzenie co piątej części. W przypadku odchylenia nie czeka się na pomiar kolejnych pięciu części, lecz natychmiast w ramach następnej obróbki dokonuje się ponownego pomiaru, aby wykluczyć wiór na miejscu pomiarowym”, podkreśla Erhard Strobel.
„Dopiero wtedy program decyduje w zależności od ustawień, że następna część będzie obrabiana, maszyna przerywa obróbkę lub przechodzi do produkcji innej części, w której używane są inne narzędzia.“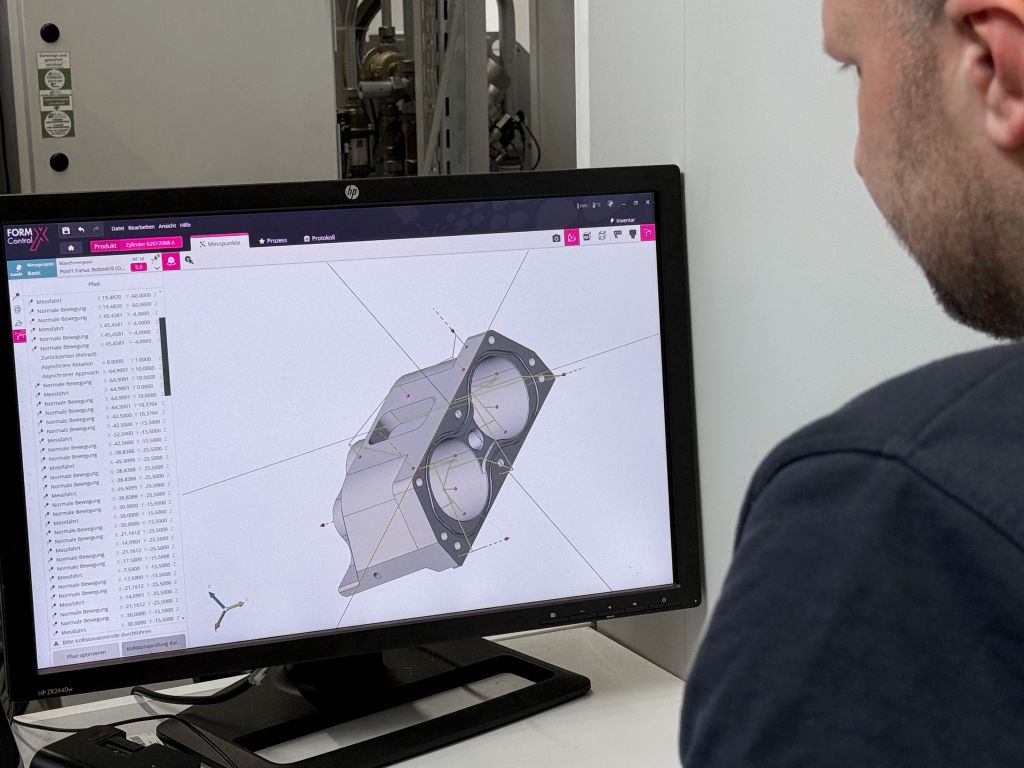
Na centrach obróbczych Fanuc Robodrill wytwarzane są przede wszystkim elementy do wymienników narzędziowych maszyn pakujących Schubert. Te narzędzia trzymają na przykład pudełka, do których robot następnie wkłada pralinki. Jeśli potrzebny jest inny rozmiar lub kształt opakowania, narzędzie można wymienić, a linia pakująca automatycznie przestroić. W tych wymiennikach narzędziowych pracuje kilka równolegle ustawionych tłoków pneumatycznych z pasowaniem H7. Otwory, w których poruszają się tłoki, muszą być bardzo precyzyjnie wykonane równolegle i w odpowiedniej średnicy.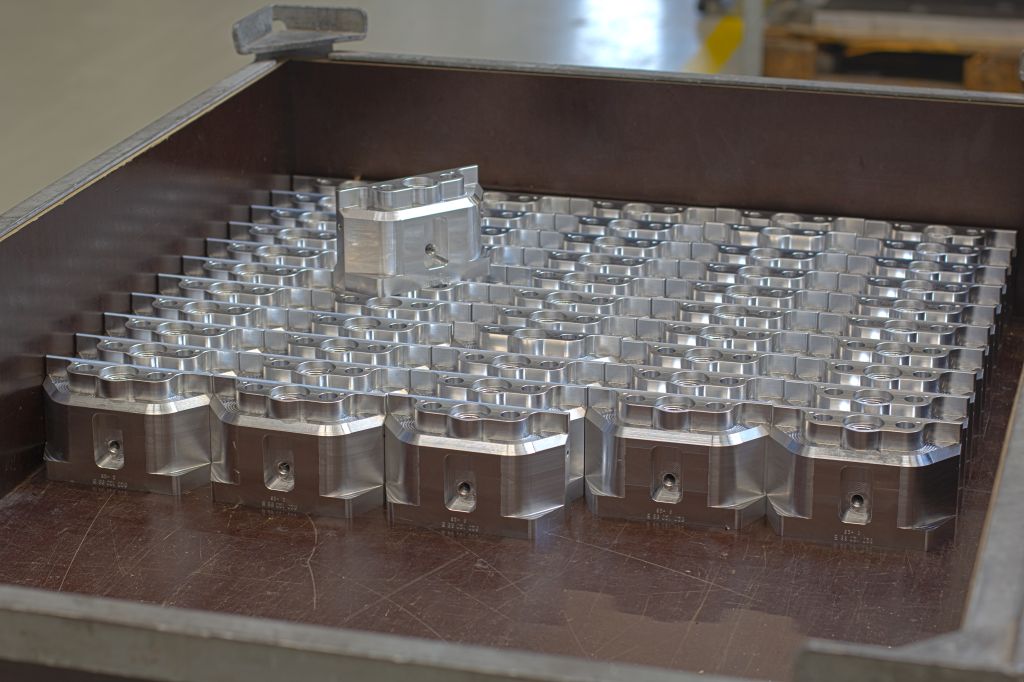
Tutaj konieczne jest mierzenie każdej wyprodukowanej części, aby zapewnić niezawodne działanie w przyszłości. Zatrzymanie maszyny pakującej może być niezwykle kosztowne, na przykład w przypadku wspomnianej produkcji czekoladek: gdy linia pakująca stoi, produkcja słodyczy również musi zostać wstrzymana, a płynna czekolada i inne składniki zastygną i ulegną zepsuciu. Dodatkowo, w firmie Schubert montaż wstępny jest zorganizowany w określonym rytmie, co oznacza, że dostawy muszą być realizowane w bardzo krótkim czasie.
Problem na maszynie dotyczy więc również procesów w głównym zakładzie, który odpowiada za około 70 procent zamówień. Dlatego w ramach testu beta przed zakupem FormControl X dokładność pomiaru w maszynie była na bieżąco sprawdzana - odchylenia mieściły się w zakresie kilku tysięcznych milimetra.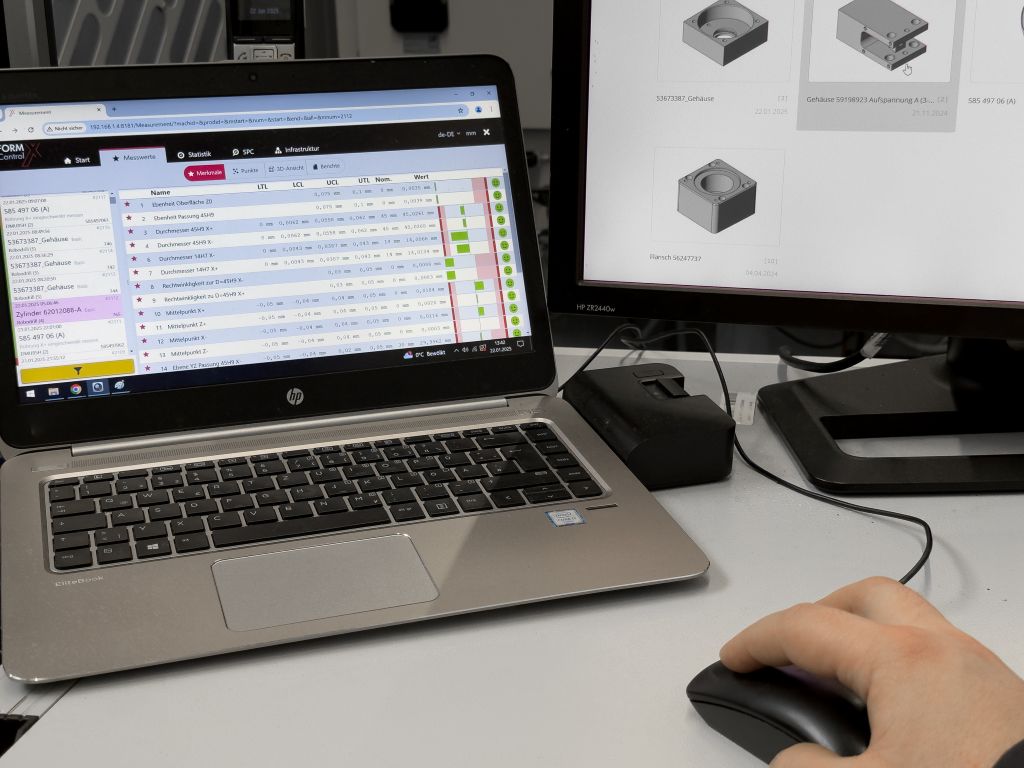
Konstruktorzy maszyn pakujących ustalają wymiary, które są kluczowe dla funkcji i powinny być sprawdzane w produkcji. W Bartholomä tworzone są następnie programy NC, a podprogramy pomiarowe są wstawiane w odpowiednich miejscach. „Pracujemy tutaj razem: My, pracownicy przy maszynie, jesteśmy odpowiedzialni za jakość i dlatego wspólnie z programistami NC decydujemy, które wymiary będą rejestrowane za pomocą cykli pomiarowych BLUM i zapisywane w FormControl X,” wyjaśnia Markus Maier, który nadzoruje urządzenia RobodrillPlus-Big-K. „Dzięki temu mamy również wiedzę, aby móc śledzić pomiary i wprowadzać ulepszenia.”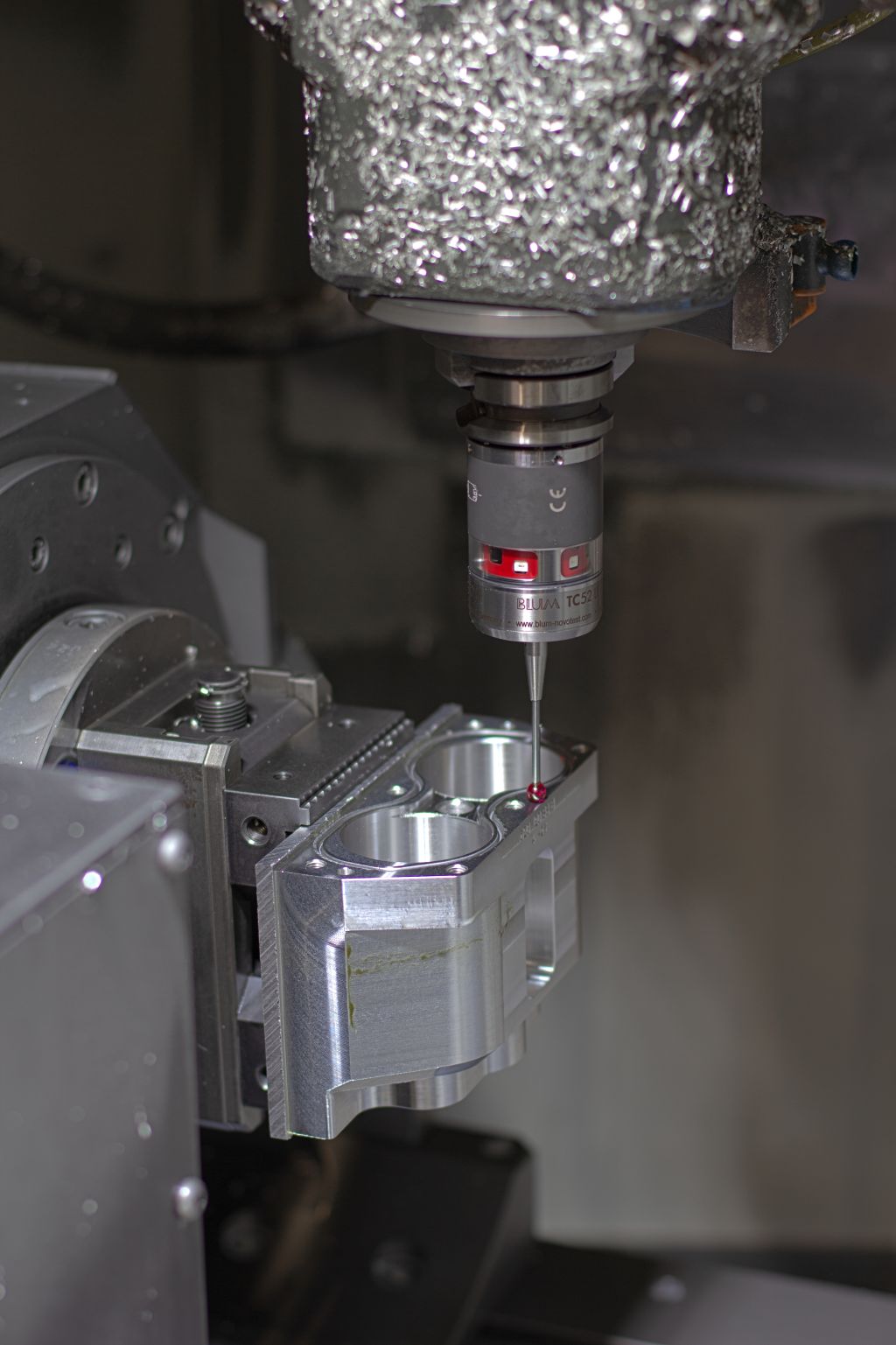
W fazie wprowadzania FormControl X kontakt z ekspertami BLUM był bardzo bliski: oprócz zaangażowanej opieki podczas testów beta przez programistów, Schubert przekonał również doskonałym szkoleniem. Obecnie w Bartholomä nowe części muszą być programowane tylko co dwa lub trzy tygodnie, ale pracownicy i tak dobrze radzą sobie z oprogramowaniem, ponieważ jest ono bardzo intuicyjne. Dodatkowo wspiera FormControl X w skupieniu się na swojej rzeczywistej pracy. Podczas gdy wcześniej rano trzeba było poświęcić trochę czasu na sprawdzenie wymiarowości elementów wyprodukowanych w nocy, dziś wystarczy jedno spojrzenie na ekran: graficzna prezentacja klienta internetowego FormControl X pokazuje, czy tolerancje zostały zachowane. Wtedy można natychmiast zareagować lub kontynuować produkcję.
Tymczasem wszystkie wymiary z tolerancją poniżej jednej dziesiątej milimetra są automatycznie mierzone, podobnie jak tolerancje kształtu i położenia. Są one ważne, ponieważ wiele części jest obrabianych w dwóch ustawieniach, a zatem położenie drugiej obróbki zależy od powierzchni wytworzonych w pierwszym ustawieniu. Dlatego FormControl X przynosi znaczne ulepszenia w codziennej pracy:
„Oprogramowanie odciąża mnie od zadań pomiarowych, ponieważ są one zautomatyzowane. Dzięki temu mogę bardziej skupić się na mojej rzeczywistej pracy“ – relacjonuje Markus Maier. „Praca przy maszynie jest również bardziej relaksująca, ponieważ proces jest przejrzysty i zawsze wiemy, na jakim poziomie jakościowym się znajdujemy – to bardzo uspokaja. Ponadto nie muszę już pracować na zmiany, tylko mogę w normalnym czasie pracy realizować swoje zadania – to dla mnie ogromna korzyść!”
Liczba pracowników, którzy w Schubert Fertigungstechnik zostaną 'uwolnieni' od pracy zmianowej, może wkrótce wzrosnąć: Po pozytywnych doświadczeniach w centrach Fanuc planuje się wykorzystanie FormControl X na wielu innych maszynach w celu zwiększenia wydajności. Ostatecznie oprogramowanie BLUM stanowi ważny element automatyzacji procesów obróbczych i odgrywa kluczową rolę w Bartholomä w osiąganiu bardzo wysokiego stopnia automatyzacji.
FormControl X sprawdził się i zyskał uznanie w Schubert Fertigungstechnik: „Przy każdej serii produkcyjnej drukowane i archiwizowane są pierwsze i ostatnie protokoły pomiarowe, poza tym wszystkie pomiary są dostępne w bazie danych FormControl. To nie jest bez znaczenia, aby sprawdzić czasy przestojów narzędzi,” podsumowuje Jens Grieser. „I dla mnie również jest to uspokajające, gdy mogę w każdej chwili sprawdzić, na jakim etapie jesteśmy w kwestii jakości. Oczywiście, maszyny i zakres części muszą być odpowiednie, aby maksymalnie wykorzystać oprogramowanie – a u nas to jest zapewnione.”
Kontakt:


