


A nagy hatékonyságú forgácsolás programja a Schubert Gyártástechnika Bartholomában: Alig van olyan gép, amely ne lenne robotokkal felszerelve, amelyek elvégzik a be- és kirakodást, lehetővé téve ezzel a hosszú, ember nélküli szellemsorozatokat. Ezen automatizálás eléréséhez és a gyártási minőség átlátható nyomon követéséhez a Schubert a Blum-Novotest FormControl X szoftverét alkalmazza.
A Schubert Fertigungstechnik GmbH csarnokainak látogatásakor azonnal feltűnik a gépeken található robotok és automatizálási megoldások magas száma. A vállalat nem sorozatgyártó, a tipikus tételszámok háromtól tízig terjednek, néha 100 darab alá is esnek. „Már régóta dolgozunk azon, hogy 18-22 órás autonóm gépüzemidőt érjünk el. Ez lehetővé teszi számunkra, hogy a gépek folyamatosan működjenek, anélkül, hogy a munkavállalóknak éjszakai műszakot kellene vállalniuk,” magyarázza Jens Grieser, a műszaki területért felelős ügyvezető. „Ideális lenne, ha a reggeli és esti műszakokat is a lehető legjobban el lehetne kerülni. De közben a minőségnek mindig megfelelőnek kell lennie!”
Erhard Strobel, a Blum-Novotest értékesítési technikusa, a FormControl X-szel Bartholomében nyitott fülekre talált, mivel Schubert számára a BLUM szoftver – egy kliens-szerver alapú megoldás a feldolgozási folyamatok automatizált mérésére és kiértékelésére – nagyon érdekes volt. Végül is egy gépen négy változat készül egy alkatrészből, változatonként körülbelül 60 alkatrésszel és 10-40 perc közötti futási idővel alkatrészenként – de csak akkor, ha a gépek teljesen végigfutnak.
Nagyon fontos, hogy a minőséget a gép nélküli műszakokban is szem előtt tartsuk. A FormControl X segítségével a szakemberek biztosak lehetnek abban, hogy minden mérési értéket betartanak. A folyamatkövető mérés előnye, hogy látható, amikor egy mérési érték elkezd eltérni. Hosszú idővel azelőtt, hogy a toleranciahatáron kívül kerülne, intézkedéseket lehet hozni. Ez természetesen még inkább igaz a törött szerszámélre.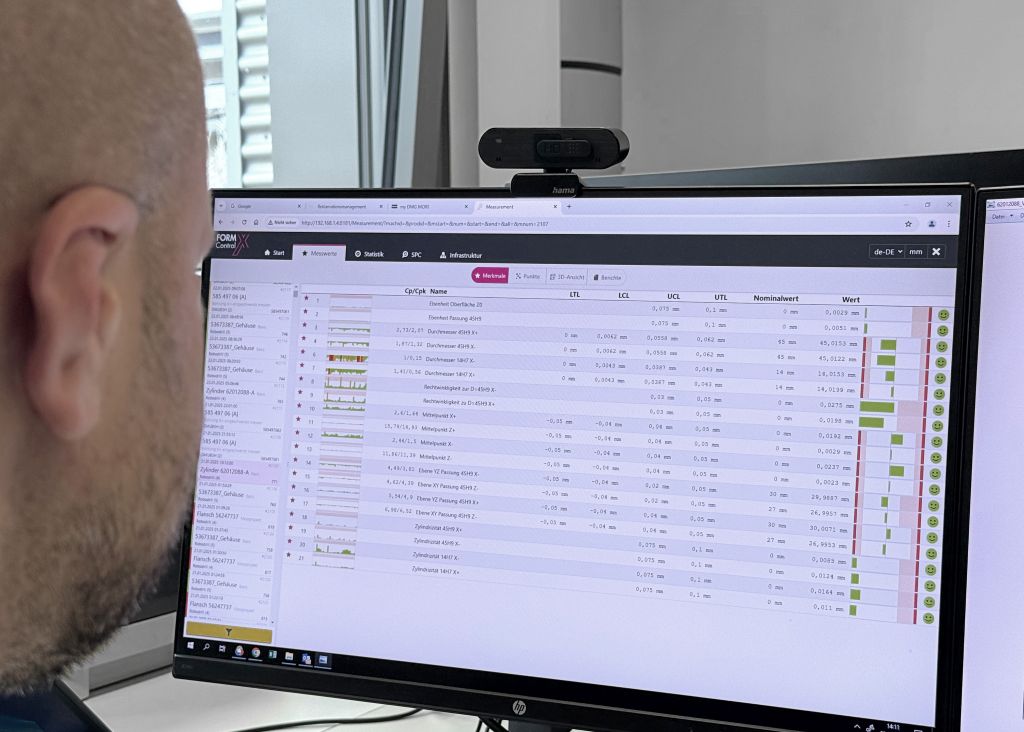
Nagyon érdekesek a rugalmas lehetőségek, ahogyan a FormControl X befolyásolhatja a gépet: egy esetben a gyártási folyamat például csak akkor áll le, ha ugyanazt a eltérést két egymást követő darabon mérik – így kizárható, hogy az első méréseknél forgács tapadt a mérési pontra. „Az is lehetséges, hogy például minden ötödik darabot mérjünk. Ha egy kiugró értéket találunk, akkor nem várunk öt további darab mérésével, hanem azonnal, a következő feldolgozás keretében újra mérünk, hogy kizárjuk a forgácsot a mérési ponton” – hangsúlyozza Erhard Strobel.
„Akkor dönt a program a megadott paraméterek alapján, hogy a következő alkatrész feldolgozása történik, a gép megszakítja a megmunkálást, vagy egy másik alkatrész gyártására vált, ahol más szerszámokat használnak.“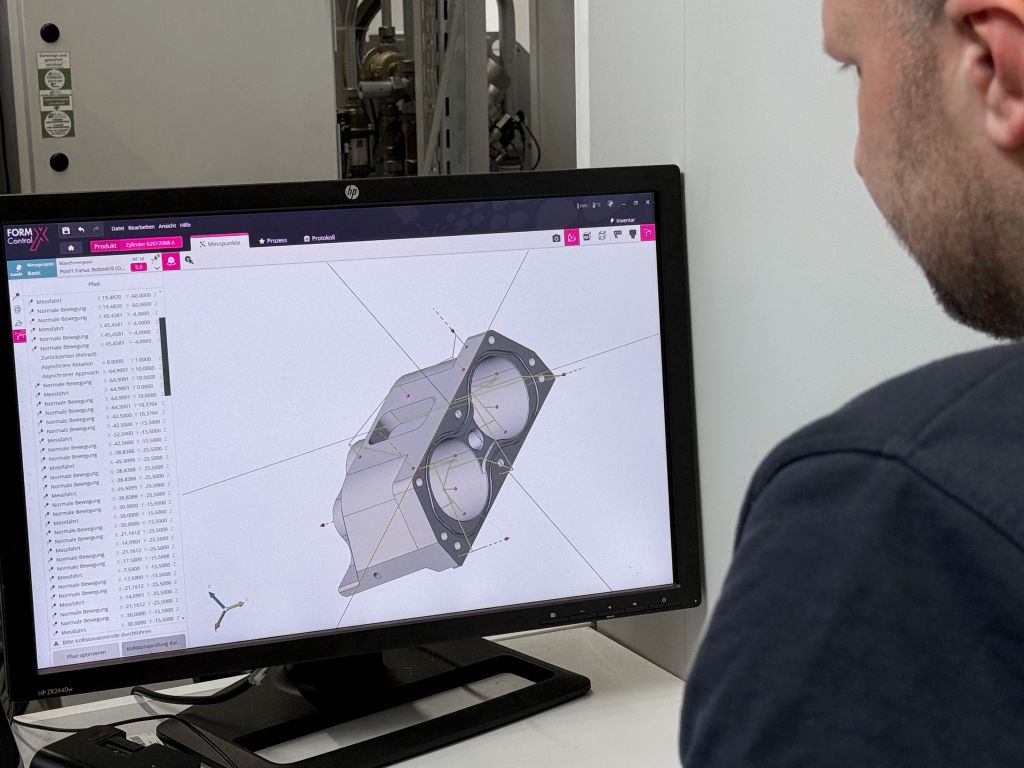
A Fanuc Robodrill megmunkáló központokban elsősorban a Schubert csomagológépek szerszámcserélőihez szükséges alkatrészeket gyártják. Ezek az eszközök például dobozokat tartanak, amelyekbe egy robot csokoládét helyez el. Ha más csomagolási méretre vagy formára van szükség, a szerszámot ki lehet cserélni, és a csomagolóvonal automatikusan átkonfigurálható. Ezekben a szerszámcserélőkben több párhuzamosan elhelyezett pneumatikus dugattyú működik H7 illeszkedéssel. Azok a furatok, amelyekben a dugattyúk mozognak, nagyon pontosan párhuzamosak és megfelelő átmérőjűek kell, hogy legyenek.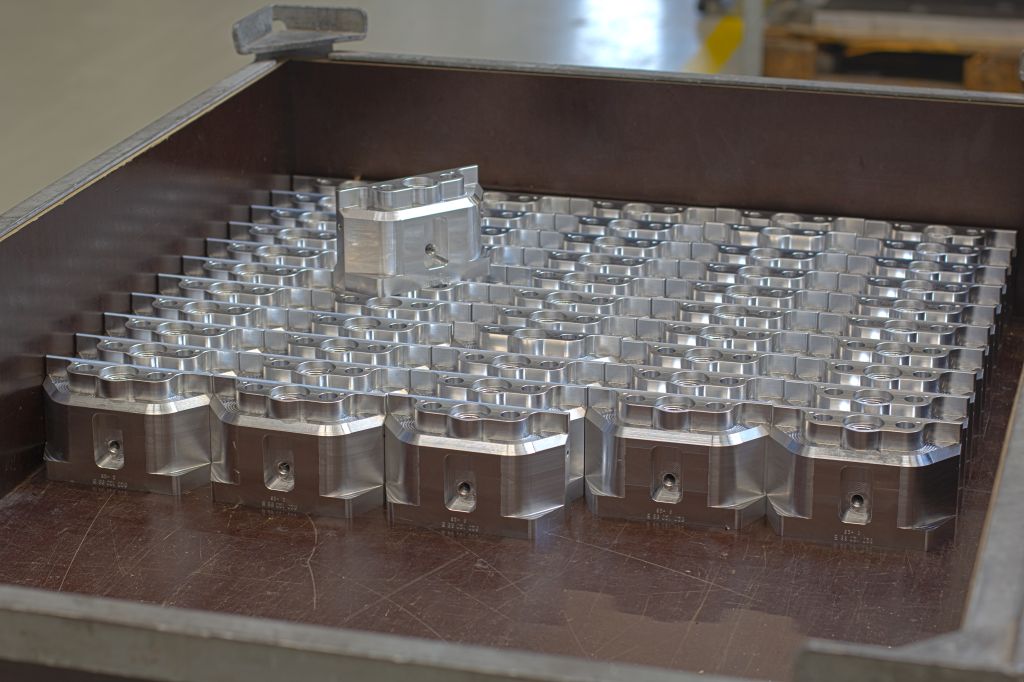
Itt szükséges minden egyes legyártott alkatrész mérésére, hogy később megbízható működést biztosítsunk. Mert egy megállás egy csomagológépben rendkívül drága lehet, például a fent említett pralinék gyártásában: Ha a csomagolóvonal leáll, a cukorka gyártását is le kell állítani, a folyékony csokoládé és más összetevők megdermednek és megromlanak. Ráadásul a Schubertnél az előgyártás időzített, ami azt jelenti, hogy nagyon rövid határidővel kell szállítani.
Egy probléma a gépen tehát a központi üzem folyamatainak is hatással van, amely a megrendelések körülbelül 70 százalékát biztosítja. Ezért a FormControl X beszerzése előtt a béta teszt keretében folyamatosan ellenőrizték a mérés pontosságát a gépen – a eltérések néhány ezredmilliméteres tartományban voltak.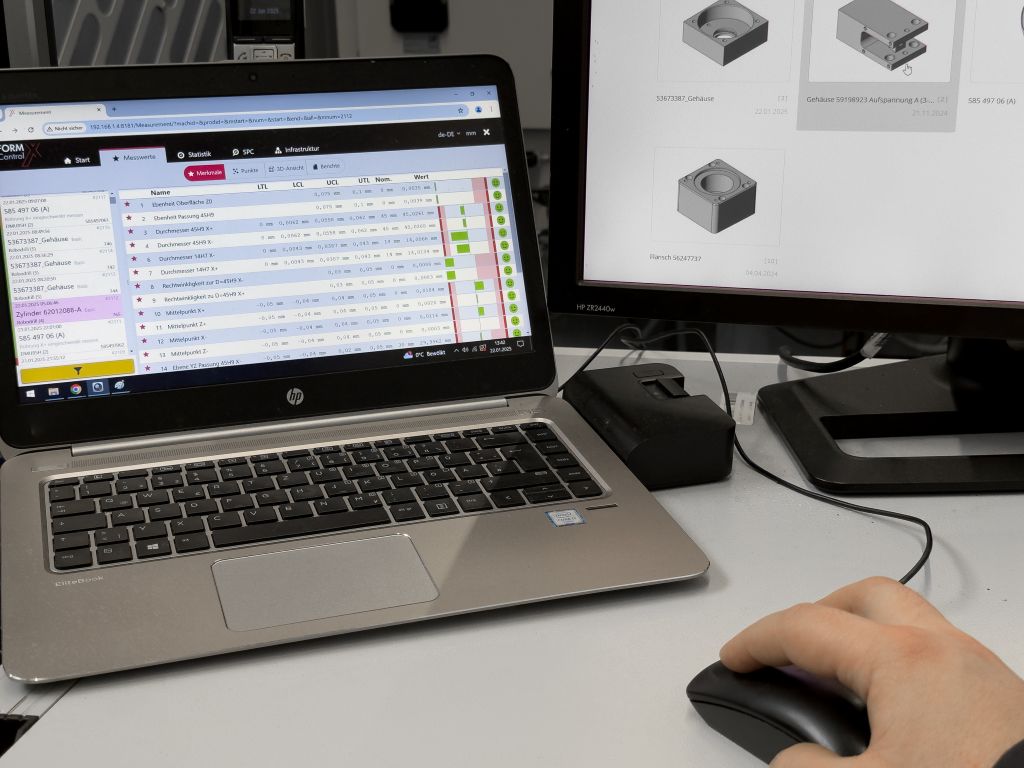
A csomagológépek tervezői olyan méreteket határoznak meg, amelyek döntő fontosságúak a működés szempontjából, és amelyeket a gyártás során ellenőrizni kell. Bartholomában ezután elkészítik az NC-programokat, és a mérési alprogramokat a megfelelő helyeken illesztik be. „Itt együtt dolgozunk: Mi, a gépnél dolgozó munkatársak felelősek vagyunk a minőségért, ezért közösen döntünk az NC-programozókkal arról, hogy mely méreteket rögzítjük a BLUM-mérési ciklusokkal és tároljuk a FormControl X-ben” - magyarázza Markus Maier, aki a RobodrillPlus-Big-K berendezéseket felügyeli. „Így tudjuk követni a méréseket és végrehajtani a fejlesztéseket.”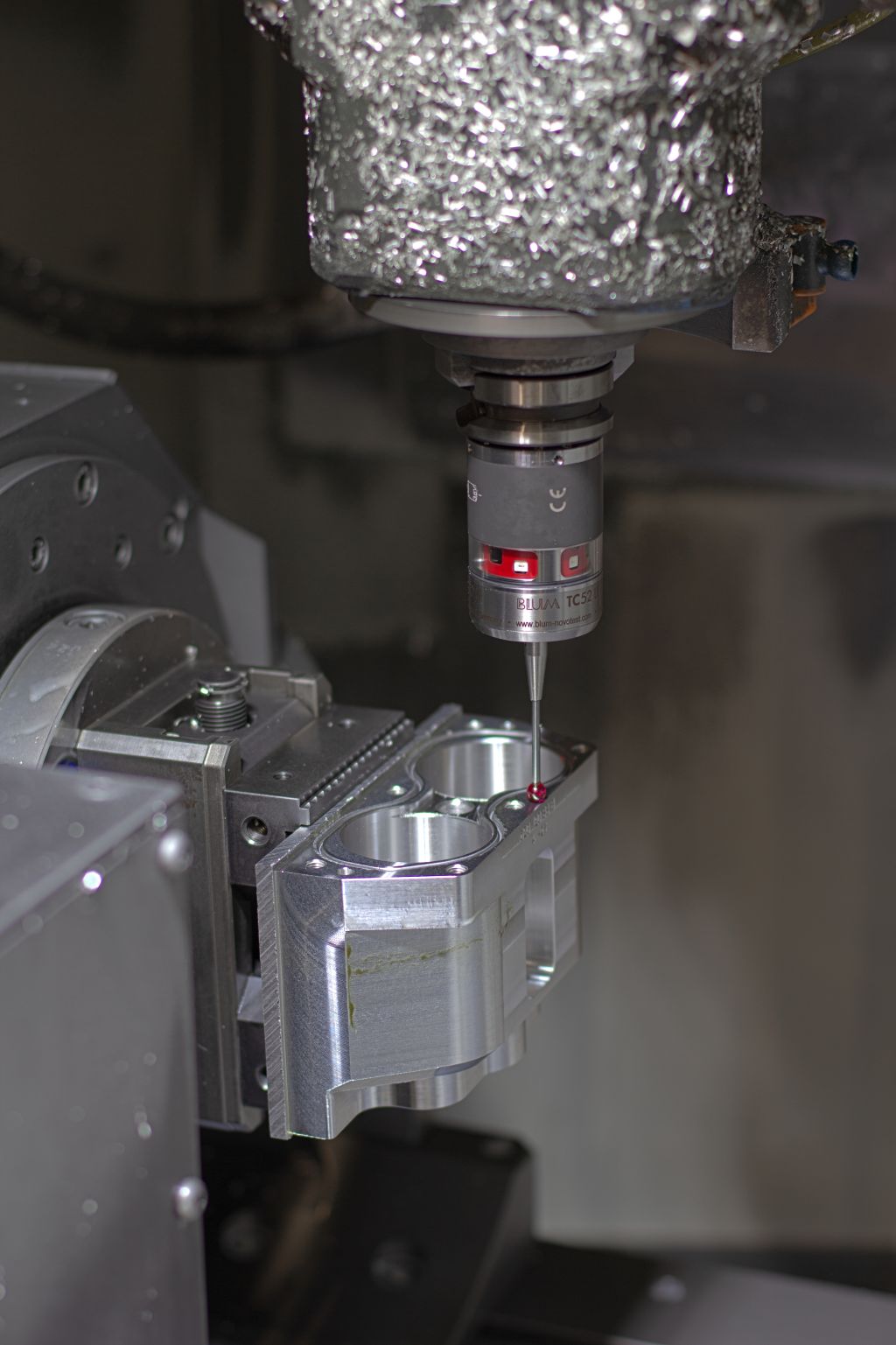
A FormControl X bevezetési szakaszában a kapcsolat a BLUM szakértőivel nagyon szoros volt: a programozók által nyújtott elkötelezett támogatás mellett Schubertet a kiváló képzés is meggyőzte. Jelenleg Bartholomában már csak két-három hetente kell új alkatrészt programozni, de a munkatársak így is jól boldogulnak a szoftverrel, mert nagyon intuitív. A FormControl X emellett segít abban, hogy a munkatársak jobban a tényleges munkájukra tudjanak összpontosítani. Míg korábban reggel először időt kellett szánni az éjszaka gyártott alkatrészek méretpontosságának ellenőrzésére, ma elegendő egy pillantást vetni a képernyőre: a FormControl-X webkliensek grafikus megjelenítése jelzi, hogy a toleranciák betartásra kerültek-e. Ekkor azonnal lehet reagálni vagy közvetlenül folytatni a gyártást.
Most már minden méretet, amelynek tűrése egy tized milliméter alatt van, automatikusan mérnek, valamint a forma- és helyzeti tűréseket is. Ezek fontosak, mert sok alkatrészt két rögzítésben dolgoznak fel, és ezért a második feldolgozás helyzete az első rögzítésben létrehozott felületektől függ. Ezért a FormControl X a mindennapi munkában nagy javulásokat hoz:
„A szoftver tehermentesít a mérési feladatoktól, mivel ezek automatizáltak. Így jobban a tényleges munkámra tudok koncentrálni” – számol be Markus Maier. „A gépnél végzett munka is nyugodtabb, mert a folyamat átlátható, és mindig tudjuk, hol állunk minőségileg – ez nagyon megnyugtató. Ezenkívül már nem kell műszakban dolgoznom, hanem a normál munkaidőben teljesíthetem a feladataimat – ez számomra nagy nyereség!”
A Schubert Fertigungstechniknél a műszakos munkától „megszabaduló” munkatársak száma hamarosan növekedhet: Mivel a Fanuc központoknál szerzett jó tapasztalatok után azt tervezik, hogy a FormControl X-et sok más gépen is használják a termelékenység növelésének céljából. Végül is a BLUM szoftver fontos építőeleme a forgácsolási folyamatok automatizálásának, és döntő szerepet játszik abban, hogy nagyon magas automatizáltsági szintet érjünk el Bartholomában.
A FormControl X a Schubert Fertigungstechniknél abszolút bevált és megerősített: „Minden gyártási tételnél az első és az utolsó mérési protokollt kinyomtatják és elhelyezik, ezen kívül minden mérés elérhető a FormControl adatbázisban. Ez nem érdektelen az eszközök állásidejének ellenőrzéséhez” – foglalja össze Jens Grieser. „És számomra is megnyugtató, ha bármikor nyomon követhetem, hol állunk a minőség terén. Ehhez természetesen a gépeknek és az alkatrészek spektrumának illeszkednie kell, hogy a szoftverből a legnagyobb nyereséget tudjuk kihozni – és ez nálunk adott.”
Kapcsolat:


