


Vysoce efektivní obrábění je programem ve společnosti Schubert Fertigungstechnik v Bartholomä: Téměř žádný stroj tam není bez robota, který zajišťuje nakládku a vykládku, a tím umožňuje dlouhé, bezobslužné noční směny. Aby této automatizace dosáhli a zároveň transparentně sledovali kvalitu výroby, používá Schubert software FormControl X od společnosti Blum-Novotest.
Při návštěvě hal společnosti Schubert Fertigungstechnik GmbH okamžitě zaujme vysoký počet robotů a automatizačních řešení na strojích. Společnost však není sériovým výrobcem, typické velikosti šarží se pohybují od tří do deseti kusů, někdy až pod 100 kusů. „Už dlouho pracujeme na tom, abychom dosáhli 18 až 22 hodin autonomního provozu strojů. To nám umožňuje, aby stroje pracovaly non-stop, aniž bychom museli zaměstnancům přidělovat noční směny,“ vysvětluje technický ředitel Jens Grieser. „Optimální by bylo, pokud by bylo možné co nejvíce eliminovat také ranní a odpolední směny. Ale kvalita musí být vždy na prvním místě!“
S ohledem na to, zaujal Erhard Strobel, technik prodeje ve společnosti Blum-Novotest, s FormControl X Bartholomä, protože pro Schuberta byla BLUM-software – klient-serverové řešení pro automatizované měření a vyhodnocení výrobních procesů – velmi zajímavá. Nakonec se na jednom stroji vyrábějí čtyři varianty dílu, přičemž každá varianta obsahuje přibližně 60 dílů a doba výroby na díl se pohybuje mezi 10 a 40 minutami – ale pouze pokud stroje běží nepřetržitě.
Je velmi důležité sledovat kvalitu i v bezobslužných směnách. Díky FormControl X si mohou specialisté být jisti, že dodržují všechny měřené hodnoty. Procesní měření má tu výhodu, že vidíte, když se měřená hodnota začíná pohybovat. Dlouho předtím, než vyjde z tolerančního rozsahu, mohou být přijata opatření. To platí samozřejmě ještě více pro zlomené řezné hrany nástrojů.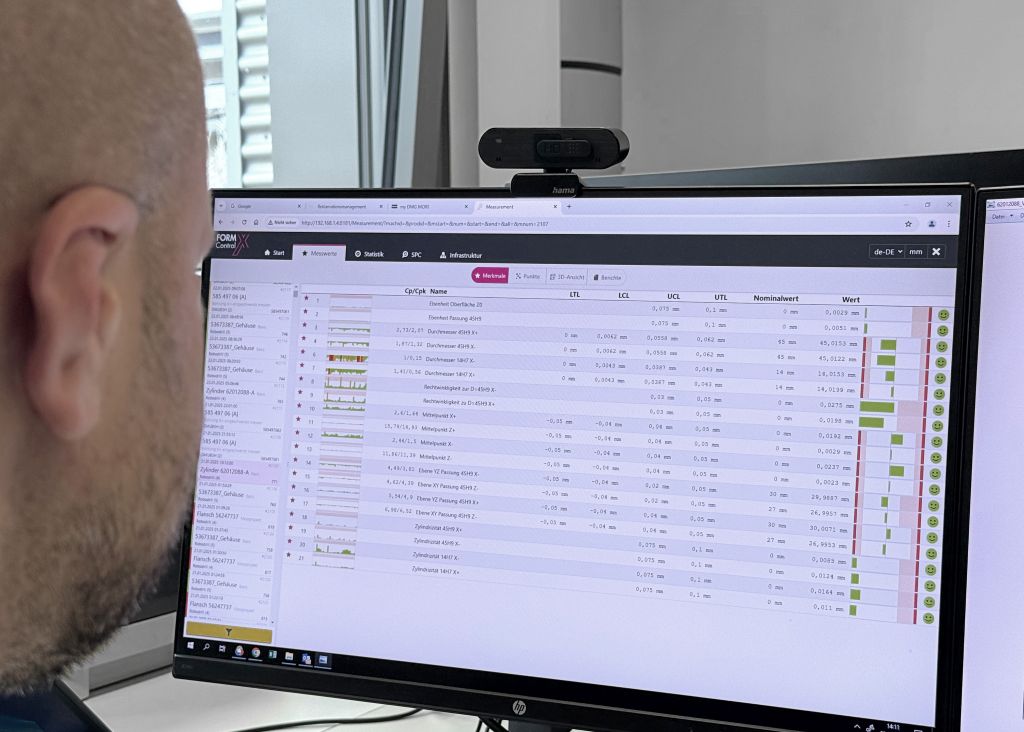
Velmi zajímavé jsou flexibilní možnosti, jak může FormControl X ovlivnit stroj: V jednom případě se například výrobní proces zastaví až tehdy, když byla stejná odchylka změřena na dvou kusech po sobě – tím se vylučuje, že by na měřicím místě zůstal třísek při prvním měření. „Je také možné měřit například každý pátý kus. Pokud dojde k odchylce, nečeká se s měřením dalších pěti kusů, ale okamžitě se měří znovu v rámci dalšího zpracování, aby se vyloučila třísek na měřicím místě,“ zdůrazňuje Erhard Strobel.
„Teprve poté program rozhodne podle zadaných parametrů, zda se zpracovává další díl, zda stroj přeruší zpracování, nebo zda se přepne na výrobu jiného dílu, při které se používají jiné nástroje.“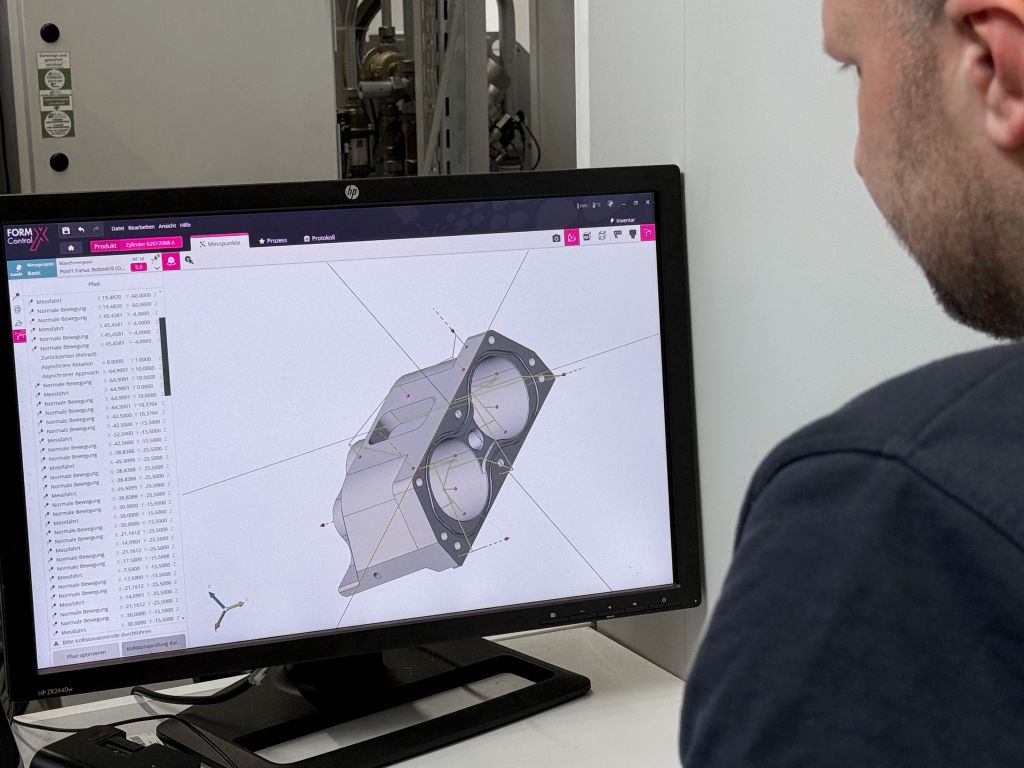
Na obráběcích centrech Fanuc Robodrill se především vyrábějí součásti pro výměnníky nástrojů balicích strojů Schubert. Tyto nástroje například drží krabice, do kterých robot následně vkládá pralinky. Pokud je potřeba jiná velikost nebo tvar balení, může být nástroj vyměněn a balicí linka automaticky přeprogramována. V těchto výměnících nástrojů pracuje několik paralelně uspořádaných pneumatických válců s přesností H7. Otvory, ve kterých válce běží, musí být velmi přesně vyrobeny paralelně a ve správném průměru.
Zde je nutné měřit každou vyrobenou součást, aby se později zajistil spolehlivý chod. Protože zastavení balicího stroje může být extrémně drahé, například ve zmíněné výrobě pralinek: Když je balicí linka zastavena, musí být také zastavena výroba sladkostí, tekutá čokoláda a další ingredience ztuhnou a zkazí se. K tomu se přidává, že u Schuberta je předmontáž časově řízena, což znamená, že dodávky musí být realizovány velmi krátkodobě.
Problém na stroji se tedy týká také procesů v mateřské společnosti, která zajišťuje přibližně 70 procent zakázek. Proto byla v rámci beta testu před pořízením FormControl X přesnost měření na stroji průběžně kontrolována – odchylky byly v řádu několika tisícin milimetru.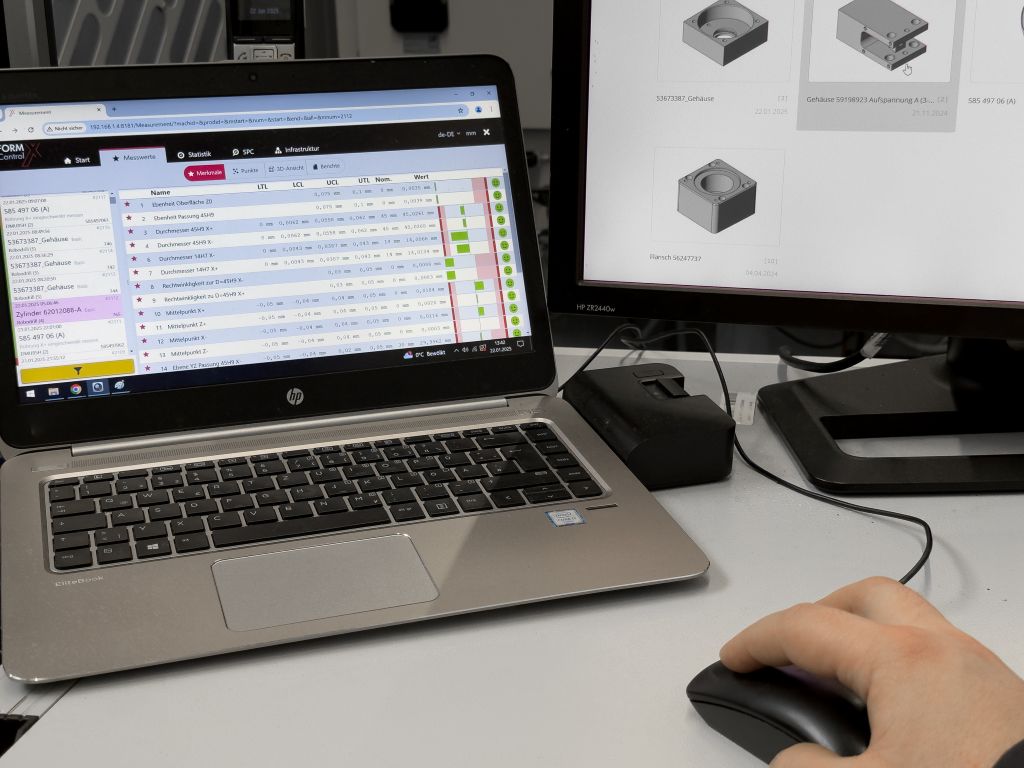
Konstruktéři balicích strojů stanovují rozměry, které jsou rozhodující pro funkci a měly by být zkontrolovány ve výrobě. V Bartholomä se poté vytvářejí NC programy a do nich se vkládají měřicí podprogramy na příslušná místa. „Pracujeme zde společně: My zaměstnanci u stroje jsme odpovědní za kvalitu a proto společně s NC programátory rozhodujeme, které rozměry budou zaznamenány pomocí BLUM měřicích cyklů a uloženy ve FormControl X,“ vysvětluje Markus Maier, který se stará o zařízení RobodrillPlus-Big-K. „Tak máme také znalosti, abychom mohli měření sledovat a provádět zlepšení.“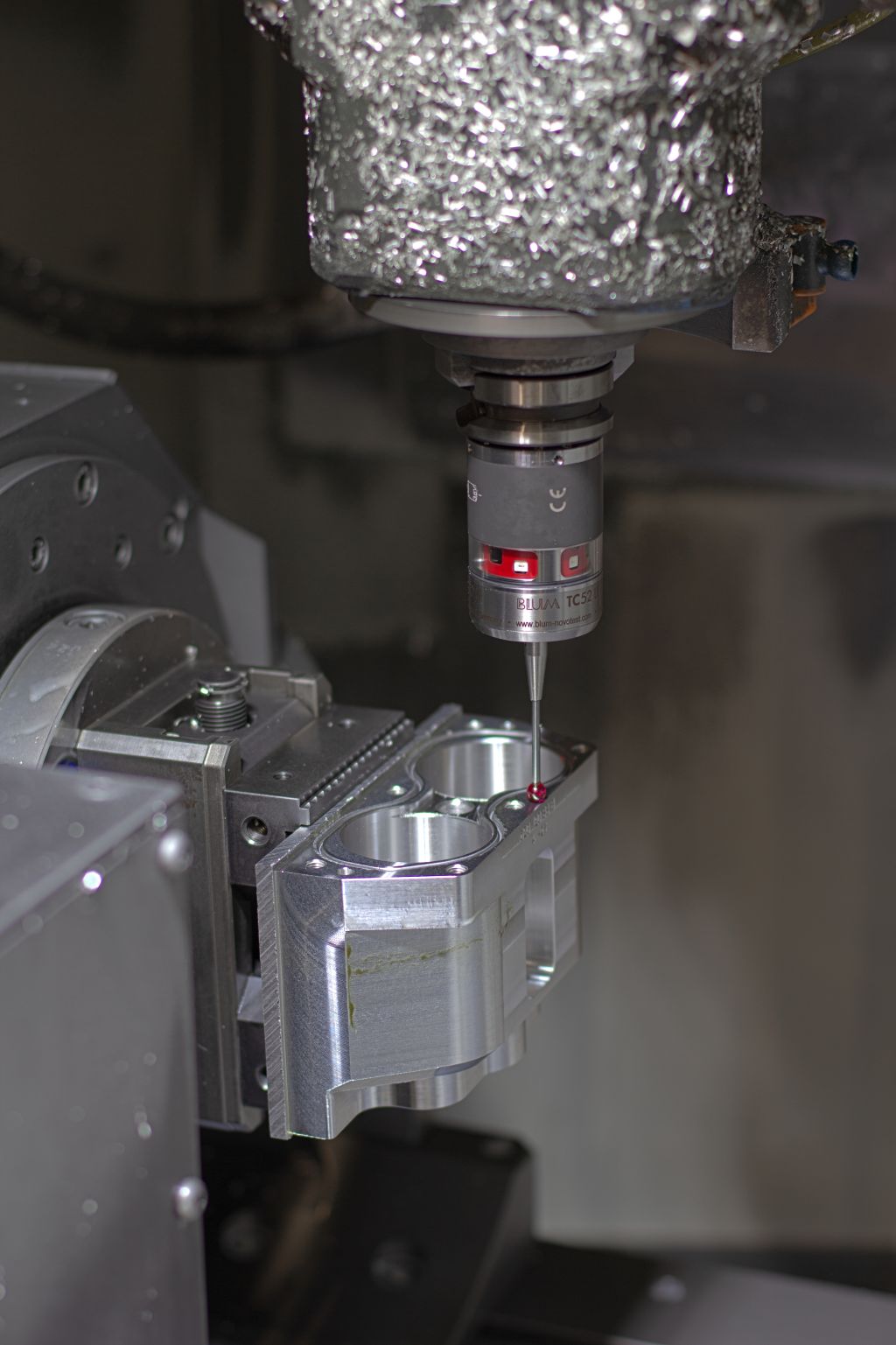
V úvodní fázi FormControl X byla spolupráce se specialisty BLUM velmi úzká: Kromě angažované podpory během beta testování od programátorů přesvědčila Schubert také vynikající školení. V současnosti je v Bartholomä potřeba programovat nové díly pouze každé dva nebo tři týdny, ale zaměstnanci si s softwarem přesto dobře poradí, protože je velmi intuitivní. Navíc podporuje FormControl X, aby se více soustředil na svou skutečnou práci. Zatímco dříve bylo potřeba ráno investovat nějaký čas do kontroly rozměrové přesnosti dílů vyrobených přes noc, dnes stačí jeden pohled na obrazovku: Grafické zobrazení webového klienta FormControl X ukazuje, zda byly dodrženy tolerance. Poté lze okamžitě reagovat nebo pokračovat ve výrobě.
Mezitím jsou všechny rozměry s tolerancí pod desetinu milimetru měřeny automaticky, stejně jako tolerances tvaru a polohy. Ty jsou důležité, protože mnoho dílů je zpracováváno ve dvou upínkách, a proto závisí poloha druhého zpracování na plochách vytvořených v první upínce. I proto přináší FormControl X v pracovním dni velká zlepšení:
"Software mě zbavuje měřicích úkolů, protože jsou automatizované. Tak se mohu více soustředit na svou skutečnou práci," říká Markus Maier. "Práce na stroji je také uvolněnější, protože proces je transparentní a vždy víme, kde jsme z hlediska kvality – to je velmi uklidňující. Kromě toho už nemusím pracovat na směny, ale mohu plnit své úkoly v běžné pracovní době – to je pro mě velký přínos!"
Počet zaměstnanců, kteří budou ve společnosti Schubert Fertigungstechnik ještě "osvobozeni" od směn, by mohl brzy vzrůst: Po dobrých zkušenostech v centrech Fanuc se plánuje využití FormControl X na mnoha dalších strojích s cílem zvýšit produktivitu. Koneckonců, software BLUM představuje důležitý stavební prvek pro automatizaci obráběcích procesů a hraje rozhodující roli v Bartholomä při dosahování velmi vysokého stupně automatizace.
FormControl X se ve společnosti Schubert Fertigungstechnik naprosto osvědčil a etabloval: "Při každé výrobní sérii se vytiskne a uloží první a poslední měřicí protokol, kromě toho jsou všechny měření k dispozici v databázi FormControl. To není nezajímavé pro kontrolu prostojů nástrojů," shrnuje Jens Grieser. "A také pro mě je uklidňující, když mohu kdykoli zjistit, kde jsme z hlediska kvality. K tomu musí samozřejmě stroje a spektrum dílů odpovídat, abychom získali maximální přínos ze softwaru – a to je u nás zajištěno."
Kontakt:


