


Visokoefikasna obrada je program u Schubert Fertigungstechnik u Bartholomä: Jedva koja mašina nije opremljena robotom koji obavlja utovar i istovar, omogućujući tako duge, bezradne ghost smjene. Kako bi se postigla ova automatizacija i istovremeno održala transparentnost kvalitete proizvodnje, Schubert koristi softver FormControl X od Blum-Novotest.
Prilikom posjeta halama Schubert Fertigungstechnik GmbH odmah upada u oči visoki broj robota i rješenja automatizacije na strojevima. Pritom poduzeće nije serijski proizvođač, tipične serije kreću se od tri do deset komada, ponekad do ispod 100 komada. "Već dugo radimo na tome da dođemo do 18 do 22 sata autonomnog vremena rada strojeva. To nam omogućava da strojevi rade 24 sata dnevno, bez potrebe da zaposlenici rade noćne smjene", objašnjava tehnički direktor Jens Grieser. "Optimalno bi bilo da se i jutarnje i večernje smjene učine što je više moguće suvišnima. No, kvaliteta mora uvijek biti na prvom mjestu!"
S obzirom na to, Erhard Strobel, prodajni tehničar u Blum-Novotest, naišao je na otvorena ušesa u Bartholomä s FormControl X, jer je za Schubert BLUM softver - klijent-server rješenje za automatizirano mjerenje i analizu procesa obrade - bio vrlo zanimljiv. Na kraju krajeva, na jednoj mašini se proizvode četiri varijante dijela, svaka s oko 60 dijelova po varijanti i vremenom obrade između 10 i 40 minuta po dijelu - ali samo ako strojevi rade bez prekida.
Zato je vrlo važno pratiti kvalitetu i u bezradnim smjenama. Zahvaljujući FormControl X, stručnjaci mogu biti sigurni da se svi mjerni podaci poštuju. Procesno mjerenje ima prednost što se vidi kada mjerni podatak počne odstupati. Dugo prije nego što izađe iz tolerancijskog raspona, mogu se poduzeti mjere. To se još više odnosi na slomljene oštrice alata.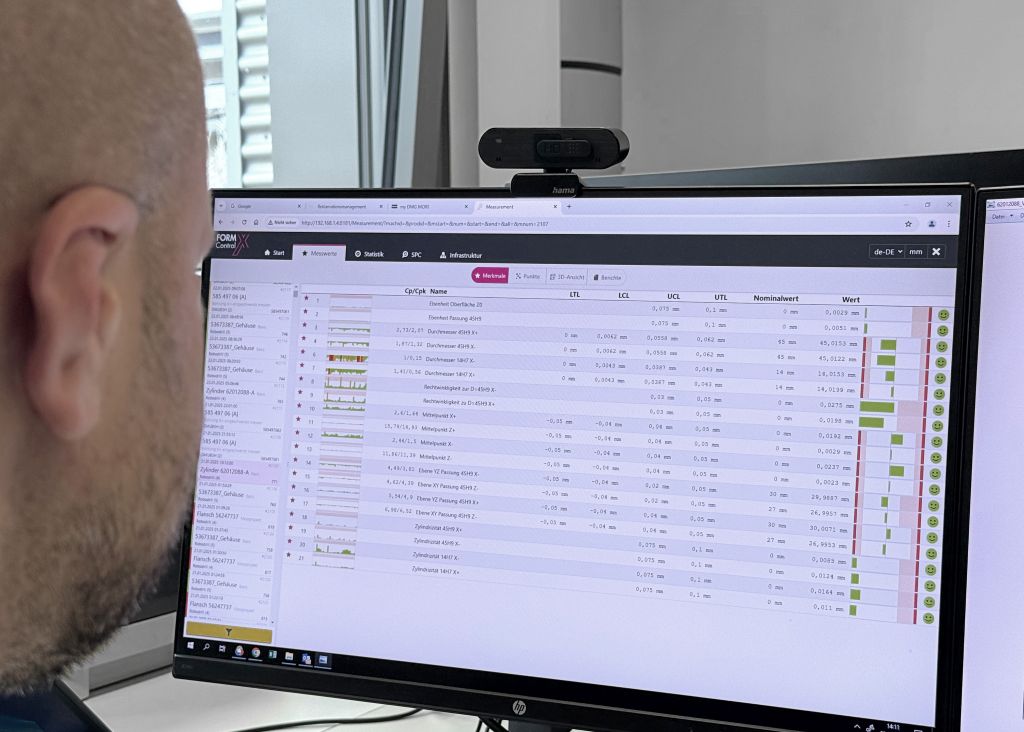
Vrlo su zanimljive fleksibilne mogućnosti kako FormControl X može utjecati na stroj: U jednom slučaju, proizvodni proces se zaustavlja tek kada je ista odstupanja izmjerena na dva dijela zaredom - tako se isključuje mogućnost da se na mjernom mjestu zadržao strugotina. "Također je moguće, na primjer, mjeriti svaki peti dio. U slučaju odstupanja, mjerenje se ne čeka još pet dijelova, već se odmah u okviru sljedeće obrade ponovo mjeri kako bi se isključila strugotina na mjernom mjestu", naglašava Erhard Strobel.
"Tek tada program odlučuje, ovisno o postavkama, da li će se obraditi sljedeći dio, stroj prekinuti obradu ili preći na proizvodnju drugog dijela, pri čemu se koriste drugi alati."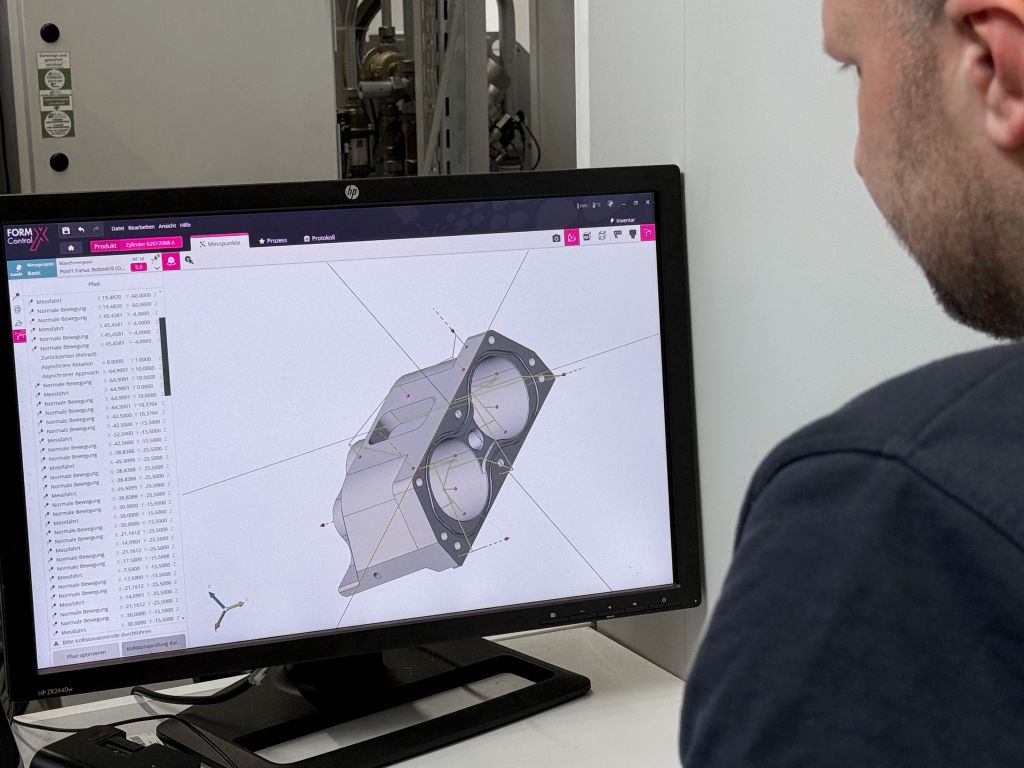
Na Fanuc Robodrill obradnim centrima proizvode se prvenstveno dijelovi za mjenjače alata Schubertovih pakirnih strojeva. Ovi alati drže kutije u koje robot zatim stavlja praline. Ako je potrebna druga veličina ili oblik pakiranja, alat se može zamijeniti i linija za pakiranje automatski prekonfigurirati. U ovim mjenjačima alata radi nekoliko paralelno postavljenih pneumatskih klipova s H7 prirubnicom. Otvori u kojima klipovi rade moraju biti vrlo precizno paralelni i u odgovarajućem promjeru.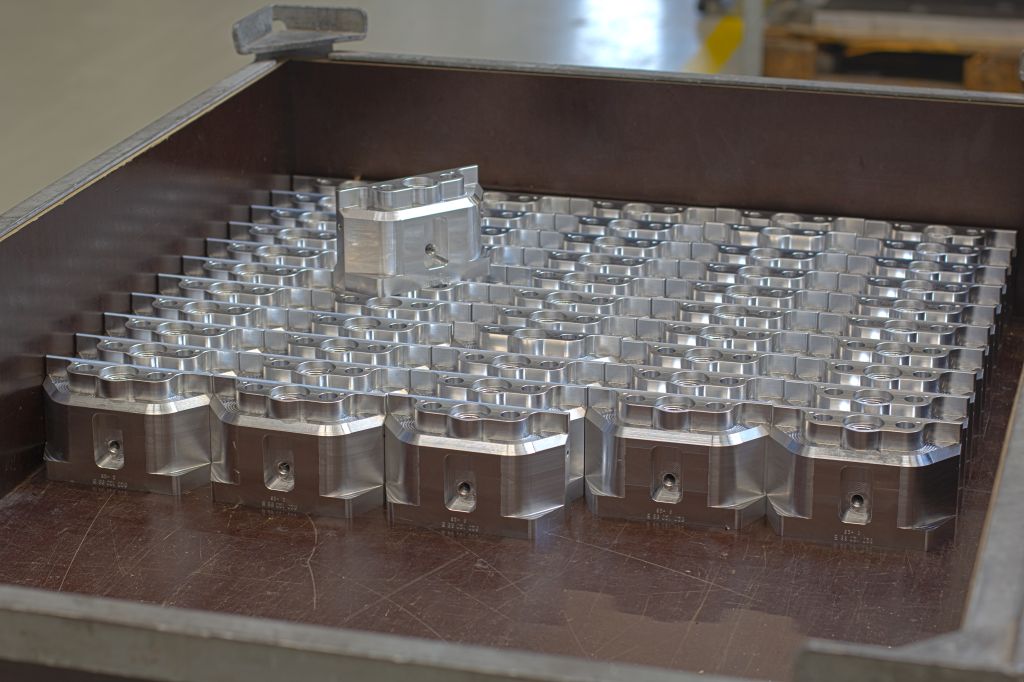
Ovdje je potrebno mjeriti svaki proizvedeni dio kako bi se kasnije osigurao pouzdan rad. Jer zaustavljanje u pakirnom stroju može biti izuzetno skupo, primjerice u proizvodnji pralina: Kada linija za pakiranje stane, mora se isključiti i proizvodnja slatkiša, tekuća čokolada i drugi sastojci se stvrdnjavaju i propadaju. Osim toga, kod Schuberta je predmontaža tempirana, što znači da se mora isporučiti vrlo kratkoročno.
Problem na stroju utječe i na procese u matičnoj kući, koja čini oko 70 posto narudžbi. Stoga je u okviru beta testa prije nabavke FormControl X kontinuirano provjeravana točnost mjerenja u stroju - odstupanja su bila u rasponu od nekoliko tisućinki milimetra.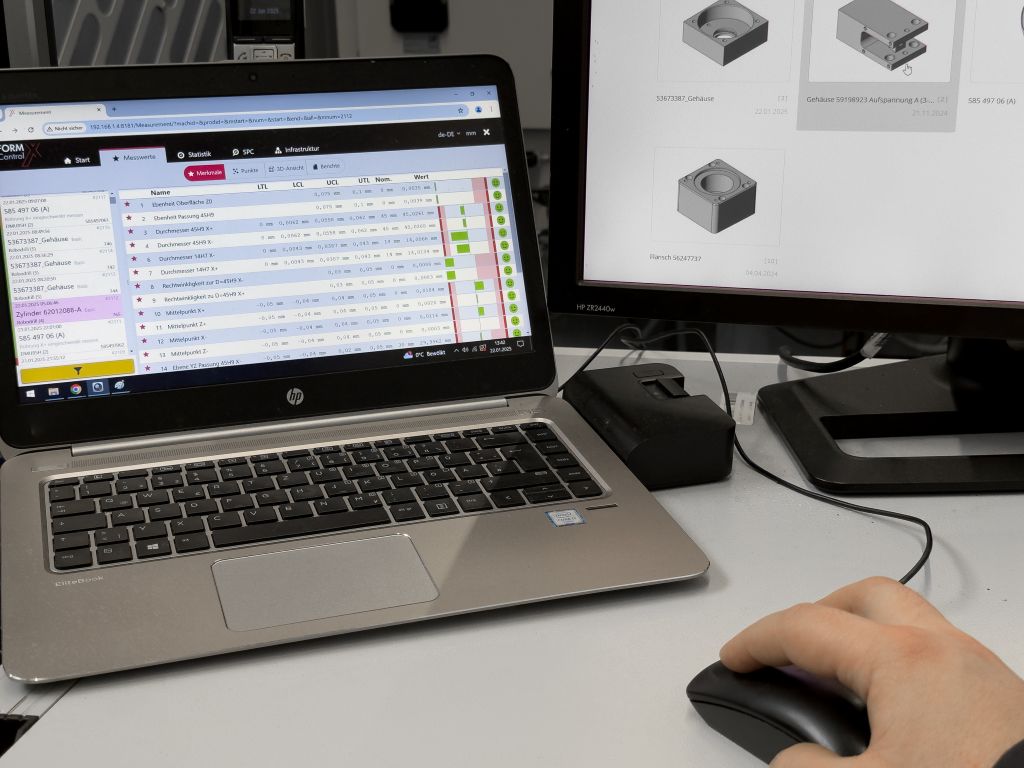
Projektanti pakirnih strojeva postavljaju mjere koje su ključne za funkciju i koje se trebaju provjeriti u proizvodnji. U Bartholomä se zatim kreiraju NC programi i pritom se mjerni podprogrami umetnu na odgovarajuća mjesta. "Radimo ovdje zajedno: Mi zaposlenici na stroju odgovorni smo za kvalitetu i stoga zajedno s NC programerima odlučujemo koje mjere će se zabilježiti s BLUM mjernim ciklusima i pohraniti u FormControl X", objašnjava Markus Maier, koji nadgleda RobodrillPlus-Big-K sustave. "Tako imamo i znanje da možemo pratiti mjerenja i provoditi poboljšanja."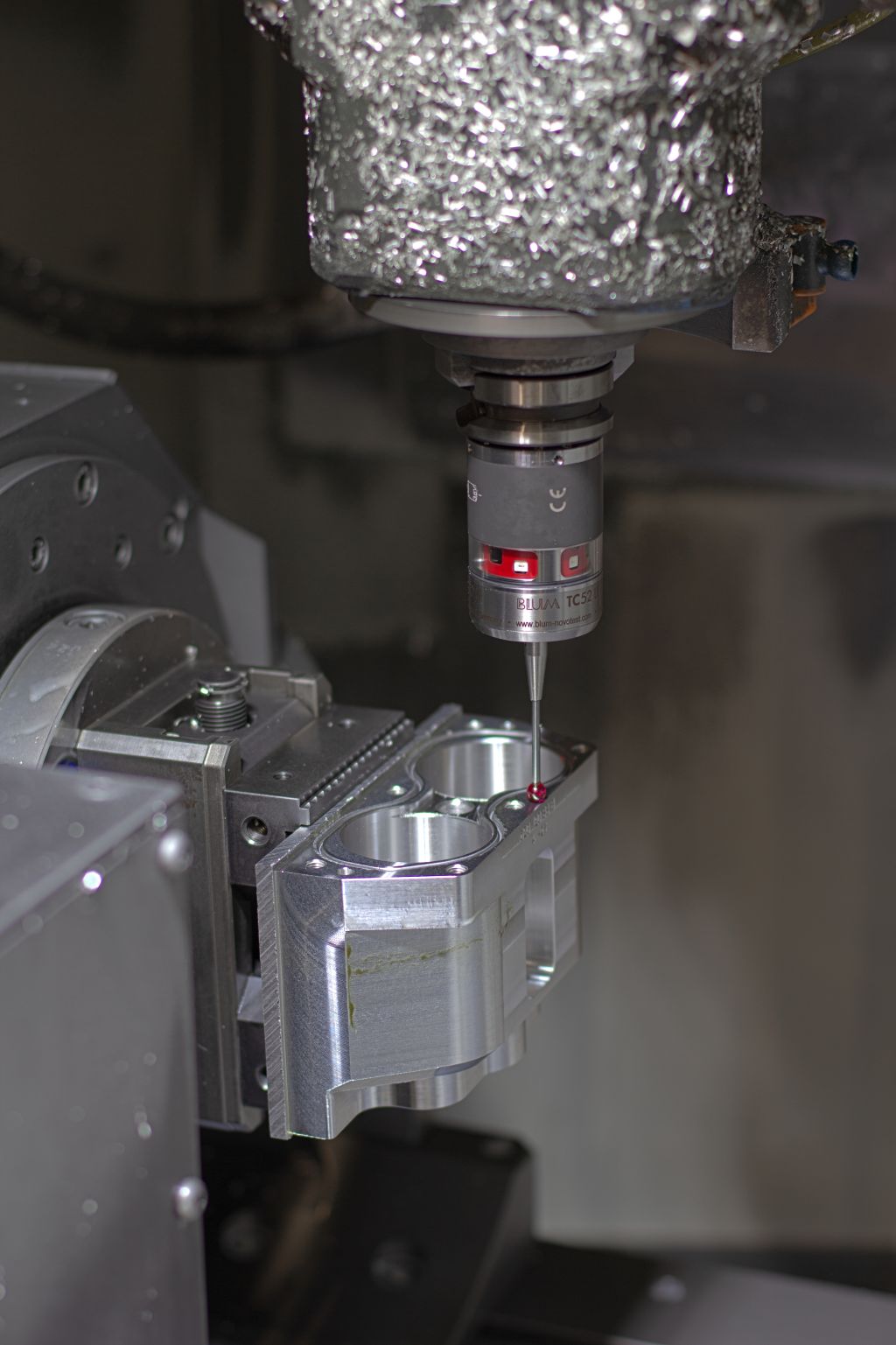
U fazi uvođenja FormControl X kontakt s BLUM stručnjacima bio je vrlo blizak: Osim angažirane podrške tijekom beta testa od strane programera, Schubert je također bio uvjeren izvrsnom obukom. Sada se u Bartholomä mora programirati samo novi dio svaka dva ili tri tjedna, ali zaposlenici se i dalje dobro snalaze s softverom jer je vrlo intuitivan. Također pomaže FormControl X da se više usredotoče na svoj stvarni rad. Dok se ranije ujutro prvo moralo uložiti neko vrijeme u provjeru mjernih podataka proizvedenih tijekom noći, danas je dovoljan jedan pogled na ekran: Grafički prikaz FormControl-X-web klijenta pokazuje je li tolerancija poštovana. Tada se može odmah reagirati ili se nastaviti s proizvodnjom.
U međuvremenu se sve mjere s tolerancijom ispod desetinke milimetra automatski mjere, kao i tolerancije oblika i položaja. One su važne jer se mnogi dijelovi obrađuju u dva stezanja, a stoga je položaj druge obrade ovisan o površinama koje su stvorene u prvom stezanju. Također, FormControl X donosi velike poboljšanja u radnoj svakodnevici:
„Softver me oslobađa mjernih zadataka jer su oni automatizirani. Tako se mogu više usredotočiti na svoj stvarni posao“, izvještava Markus Maier. „Rad na stroju je također opušteniji jer je proces transparentan i uvijek znamo gdje stojimo u pogledu kvalitete – to jako smiruje. Osim toga, više ne moram raditi u smjenama, već mogu obaviti svoje zadatke u redovnom radnom vremenu – to je za mene velika dobit!“
Broj zaposlenika koji će biti 'oslobođeni' smjenskog rada u Schubert Fertigungstechnik mogao bi uskoro porasti: Nakon dobrih iskustava u Fanuc centrima, planira se koristiti FormControl X na mnogim drugim strojevima s ciljem povećanja produktivnosti. Na kraju, BLUM softver predstavlja važan element za automatizaciju procesa obrade i igra ključnu ulogu u Bartholomäu u postizanju vrlo visokog stupnja automatizacije.
FormControl X se u Schubert Fertigungstechnik potpuno dokazao i etablirao: „Za svaku proizvodnu seriju ispisuju se prvi i posljednji mjerni protokol i pohranjuju, osim toga, sve mjerenja su dostupna u FormControl bazi podataka. To nije nevažno za provjeru vremena stajanja alata“, sažima Jens Grieser. „I za mene je umirujuće kada mogu u svakom trenutku pratiti gdje stojimo u pogledu kvalitete. Naravno, strojevi i spektar dijelova moraju odgovarati kako bi se izvukla maksimalna korist iz softvera – a to je kod nas osigurano.“
Kontakt:


