


El mecanizado de alta eficiencia es el programa en Schubert Fertigungstechnik en Bartholomä: Casi ninguna máquina está equipada sin un robot que se encarga de la carga y descarga, lo que permite largas turnos fantasma sin personal. Para lograr esta automatización y al mismo tiempo mantener la calidad de producción de manera transparente, Schubert utiliza el software FormControl X de Blum-Novotest.
Al visitar las instalaciones de Schubert Fertigungstechnik GmbH, llama la atención la alta cantidad de robots y soluciones de automatización en las máquinas. Sin embargo, la empresa no es un fabricante en serie, los tamaños de lote típicos oscilan entre tres y diez piezas, a veces hasta menos de 100 piezas. "Hemos estado trabajando durante mucho tiempo para alcanzar de 18 a 22 horas de tiempo de máquina autónoma. Esto nos permite hacer funcionar las máquinas las 24 horas del día, sin tener que imponer a los empleados un turno nocturno", explica el director general responsable del área técnica, Jens Grieser. "Lo óptimo sería también eliminar los turnos de mañana y tarde tanto como sea posible. Pero la calidad debe ser siempre correcta!"
Con esto en mente, Erhard Strobel, técnico de ventas en Blum-Novotest, encontró oídos abiertos en Bartholomä con FormControl X, ya que para Schubert el software de BLUM - una solución basada en cliente-servidor para la medición y evaluación automatizada de procesos de mecanizado - es muy interesante. Después de todo, en una máquina se fabrican cuatro variantes de una pieza con aproximadamente 60 piezas por variante y un tiempo de ejecución entre 10 y 40 minutos por pieza, pero solo si las máquinas funcionan completamente.
Es muy importante mantener la calidad también en los turnos sin personal. Gracias a FormControl X, los especialistas pueden estar seguros de cumplir con todos los valores de medición. La medición acompañante del proceso tiene la ventaja de que se puede ver cuando un valor de medición comienza a desviarse. Mucho antes de que salga del rango de tolerancia, se pueden tomar medidas. Esto es aún más cierto para las herramientas con filos rotos.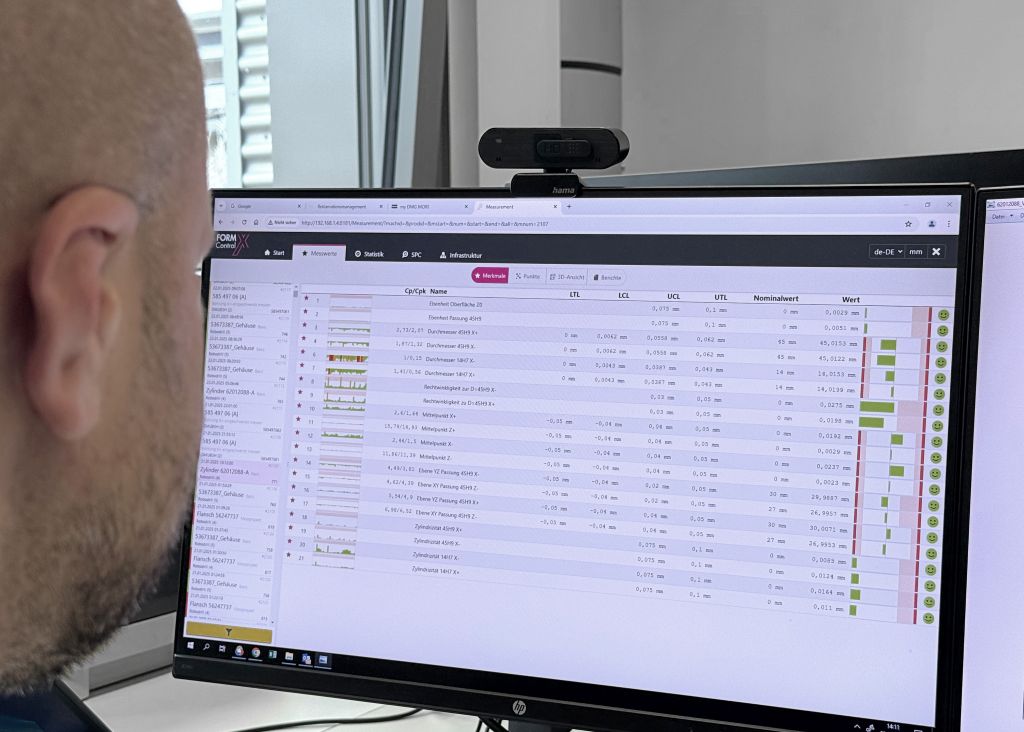
Son muy interesantes las flexibles posibilidades de cómo FormControl X puede influir en la máquina: En un caso, el proceso de fabricación se detiene, por ejemplo, solo cuando se ha medido la misma desviación en dos piezas consecutivas, lo que permite excluir que en la primera medición hubiera una viruta en el punto de medición. "También es posible medir, por ejemplo, cada quinta pieza. En caso de un valor atípico, no se espera a medir otras cinco piezas, sino que se mide de inmediato en el siguiente procesamiento para excluir una viruta en el punto de medición", subraya Erhard Strobel.
"Solo entonces el programa decide, según la especificación, que se procese la siguiente pieza, que la máquina interrumpa el procesamiento o que se cambie a la producción de otra pieza, donde se utilizan otras herramientas."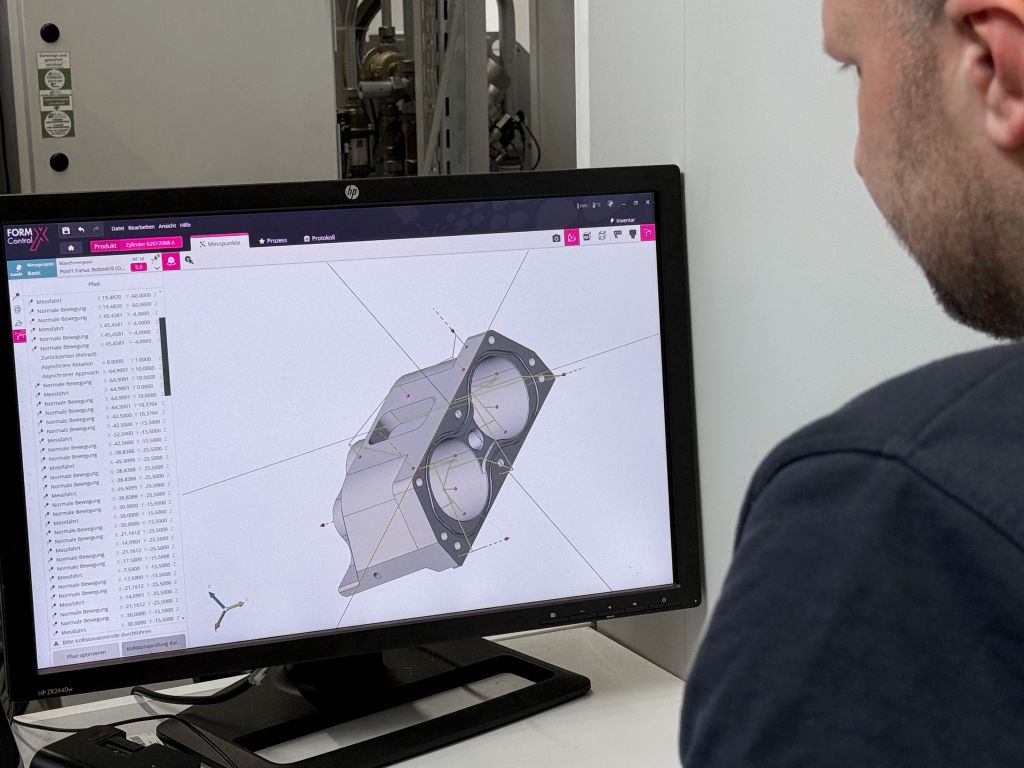
En los centros de mecanizado Fanuc Robodrill, se fabrican principalmente componentes para cambiadores de herramientas de las máquinas de envasado Schubert. Estas herramientas sostienen, por ejemplo, cajas en las que un robot luego coloca bombones. Si se necesita un tamaño o forma de envase diferente, se puede cambiar la herramienta y la línea de envasado se ajusta automáticamente. En estos cambiadores de herramientas, trabajan varios cilindros neumáticos dispuestos en paralelo con ajuste H7. Los agujeros en los que funcionan los cilindros deben fabricarse con mucha precisión en paralelo y en el diámetro adecuado.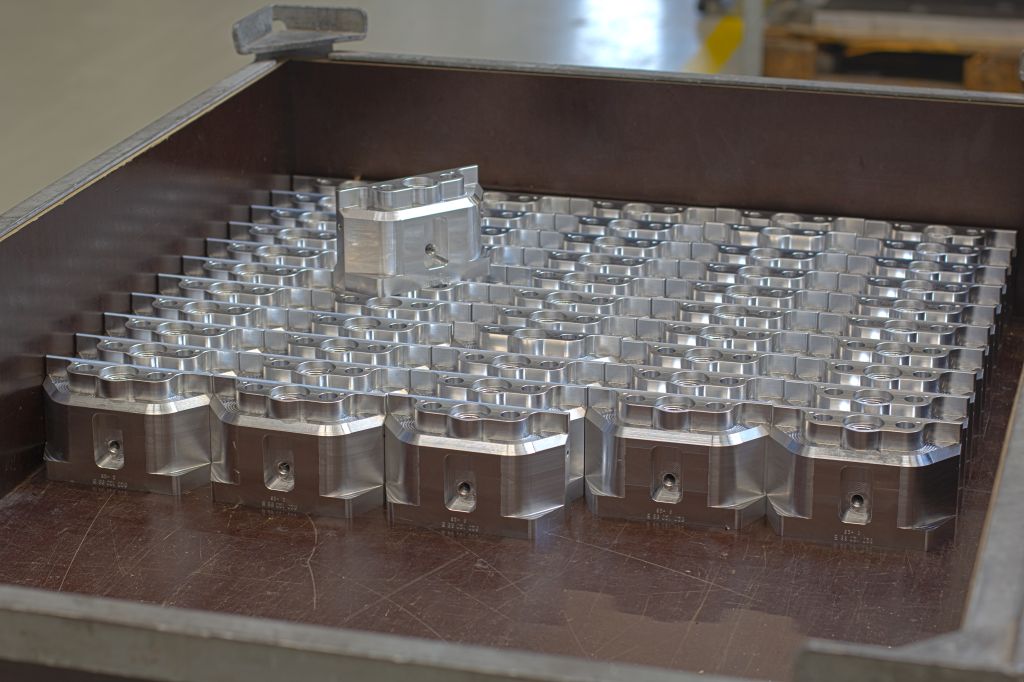
Aquí es necesario medir cada pieza producida para garantizar un funcionamiento confiable más tarde. Porque una parada en una máquina de envasado puede resultar extremadamente costosa, por ejemplo, en la mencionada producción de bombones: Si la línea de envasado se detiene, también debe detenerse la producción de la dulzura, el chocolate líquido y otros ingredientes se solidifican y se echan a perder. Además, en Schubert, el montaje previo está cronometrado, lo que significa que se debe entregar con muy poco tiempo de antelación.
Un problema en la máquina también afecta los procesos en la casa matriz, que representa aproximadamente el 70 por ciento de los pedidos. Por eso, en el marco de la prueba beta antes de la adquisición de FormControl X, se verificó continuamente la precisión de la medición en la máquina: las desviaciones estaban en el rango de milésimas de milímetro.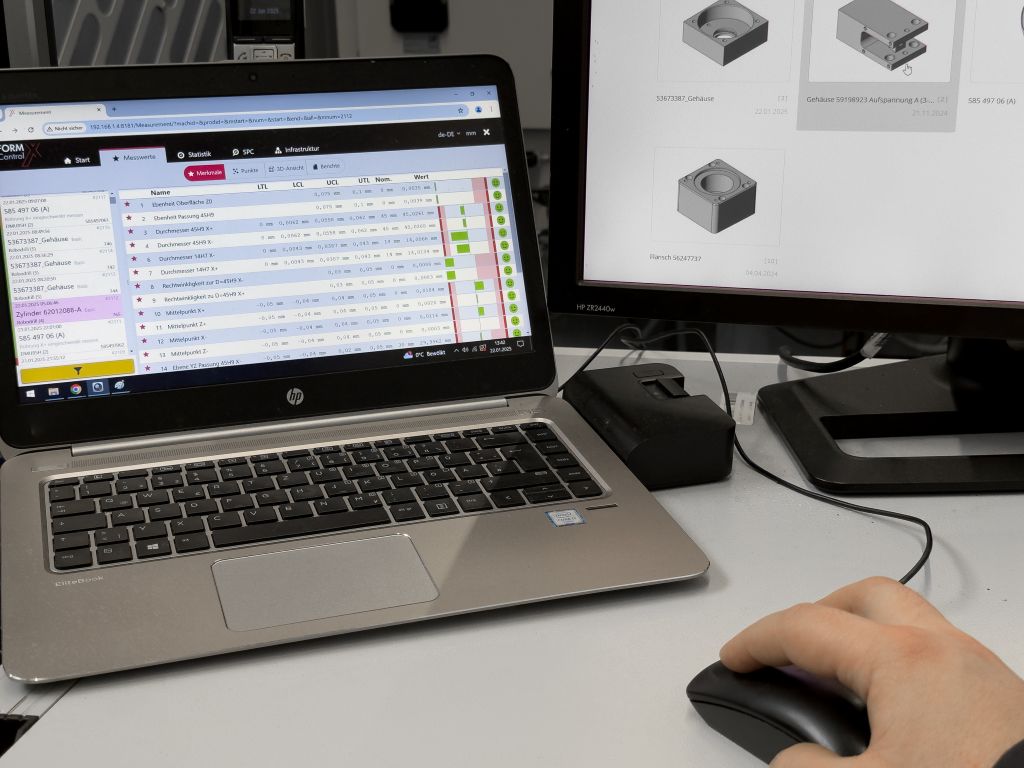
Los diseñadores de las máquinas de envasado establecen medidas que son decisivas para la función y que deben ser verificadas en la producción. En Bartholomä, luego se crean los programas NC y se insertan los subprogramas de medición en los lugares adecuados. "Aquí trabajamos juntos: nosotros, los empleados en la máquina, somos responsables de la calidad y, por lo tanto, decidimos junto con los programadores NC qué medidas se registran con los ciclos de medición de BLUM y se almacenan en FormControl X", explica Markus Maier, quien supervisa las instalaciones RobodrillPlus-Big-K. "Así también tenemos el conocimiento para poder rastrear las mediciones y realizar mejoras."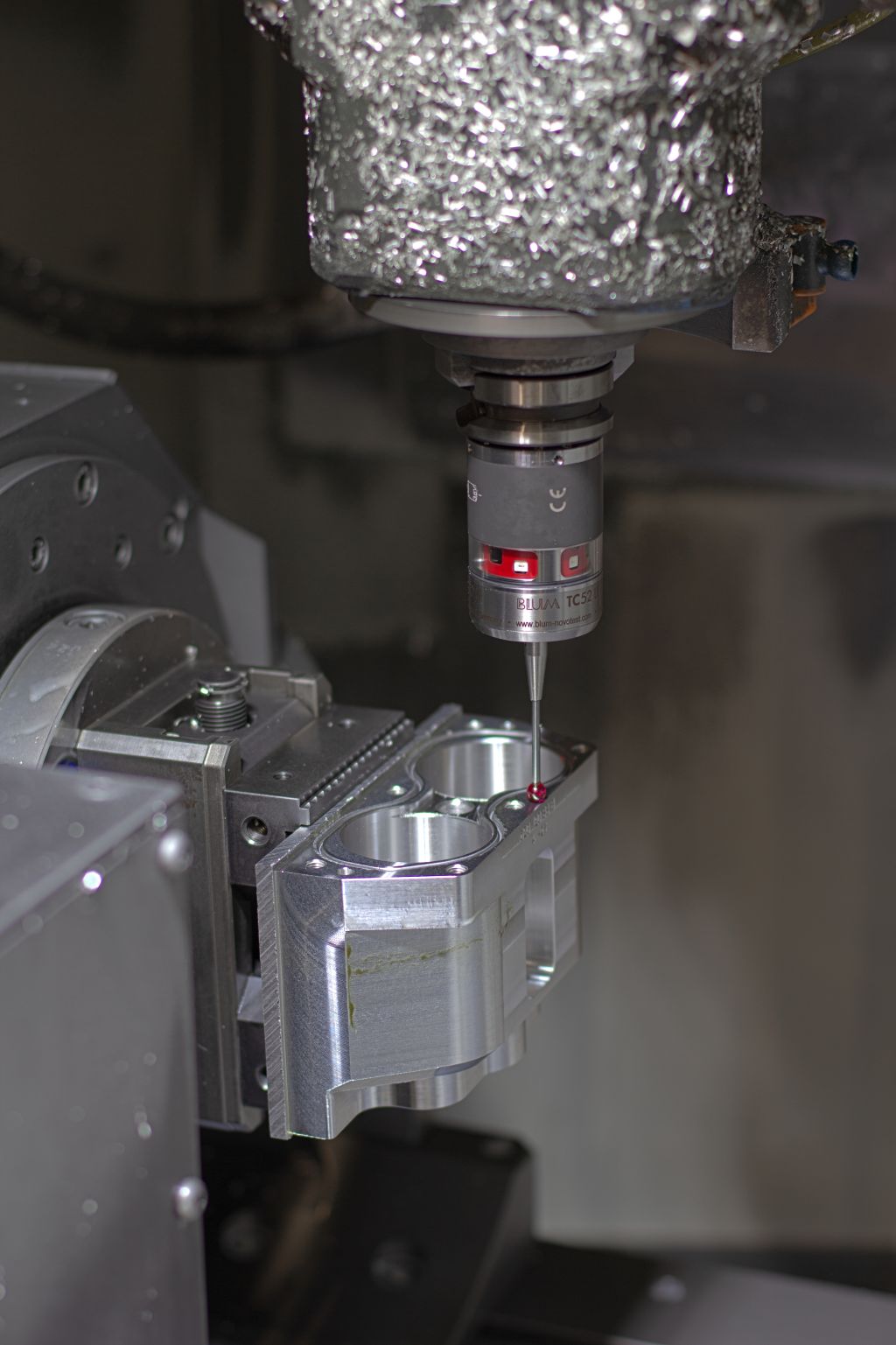
En la fase de introducción de FormControl X, el contacto con los especialistas de BLUM fue muy estrecho: además del apoyo comprometido durante la prueba beta por parte de los programadores, Schubert también se convenció de la excelente capacitación. Actualmente, en Bartholomä, solo se necesita programar una nueva pieza cada dos o tres semanas, pero los empleados aún se manejan bien con el software porque es muy intuitivo. Además, apoya a FormControl X para concentrarse más en su trabajo real. Mientras que antes se debía invertir algo de tiempo por la mañana en la verificación de la conformidad de las piezas fabricadas durante la noche, hoy basta con una mirada a la pantalla: La representación gráfica del cliente web de FormControl X indica si se han cumplido las tolerancias. Entonces se puede reaccionar de inmediato o continuar con la producción.
Mientras tanto, todas las medidas con tolerancia de menos de una décima de milímetro se miden automáticamente, así como las tolerancias de forma y posición. Estas son importantes porque muchas piezas se procesan en dos fijaciones y, por lo tanto, la posición del segundo procesamiento depende de las superficies generadas en la primera fijación. También por eso, FormControl X trae grandes mejoras en la vida laboral:
„El software me libera de tareas de medición, ya que están automatizadas. Así puedo concentrarme más en mi trabajo real“, informa Markus Maier. „El trabajo en la máquina también es más relajado, porque el proceso es transparente y siempre sabemos dónde estamos en términos de calidad – eso es muy tranquilizador. Además, ya no tengo que trabajar en turnos, sino que puedo cumplir con mis tareas en el horario laboral normal – ¡eso es una gran ventaja para mí!“,
El número de empleados que en Schubert Fertigungstechnik aún son ‘liberados’ del trabajo en turnos podría aumentar pronto: porque tras las buenas experiencias en los centros Fanuc, se está considerando utilizar FormControl X en muchas otras máquinas con el objetivo de aumentar la productividad. Después de todo, el software de BLUM representa un componente importante para la automatización de procesos de mecanizado y juega un papel decisivo en Bartholomä para alcanzar un alto grado de automatización.
FormControl X ha demostrado ser absolutamente eficaz y se ha establecido en Schubert Fertigungstechnik: „Para cada lote de producción, se imprimen y archivan el primer y el último protocolo de medición, además de que todas las mediciones están disponibles en la base de datos de FormControl. Esto no es irrelevante para comprobar los tiempos de inactividad de las herramientas“, resume Jens Grieser. „Y también es tranquilizador para mí saber que puedo rastrear en cualquier momento dónde estamos en términos de calidad. Por supuesto, las máquinas y el espectro de piezas deben coincidir para obtener el máximo beneficio del software – y eso está dado en nuestro caso.“
Contacto:


